
- Горячая объемная штамповка и сущность процесса — разъясняем тщательно
- 1 Горячая объемная штамповка – технологический процесс (сущность процесса)
- Преимущества и недостатки процесса
- Горизонтально-ковочные машины.
- 2 Какими бывают штамповочные ручьи?
- Способы горячей объемной штамповки
- Технологические схемы штамповки
- Рекомендации мастеров
Горячая объемная штамповка и сущность процесса — разъясняем тщательно

Объемной штамповкой называется процесс обработки металлов при помощи давления в разных плоскостях. Первоначальные размеры и форма материала деформируются, что позволяет придать заготовке нужную конфигурацию согласно чертежу. Для изменения геометрических параметров металлической заготовки в нескольких плоскостях, требуется ее нагрев. Такая технологическая операция называется горячая объемная штамповка (ГОШ).
1 Горячая объемная штамповка – технологический процесс (сущность процесса)
ГОШ представляет собой востребованный вариант обработки металлов давлением, в ходе которой поковка из определенной заготовки образуется при помощи штампа (при изменении температуры от нагретой до ковочной). Выступы и поверхностные полости (они производятся в отдельных зонах штампа) ограничивают течение металла. На финальной стадии штамповки они создают замкнутый единый ручей (полость), соответствующий конфигурации поковки.
Заготовками для процесса выступает квадратный, периодический, круглый или прямоугольный прокат, (например, горячекатаный лист). В некоторых случаях штамповку выполняют непосредственно из прутка, а затем, на штамповочном агрегате, отделяют поковку. Но чаще заготовки требуемых размеров нарезают из прутка изначально. Область применения горячей объемной штамповки и оборудование для нее обуславливают то, что использовать данный метод обработки металлов имеет смысл при массовом и серийном производстве, так как отмечается:
- уменьшение отходов материала;
- увеличение производительности труда;
- возможность получения изделий, которые имеют крайне сложную конфигурацию;
- высокое качество поверхности готового изделия, а также точность формы.
В целом под стандартным техпроцессом горячей штамповки понимают комплекс операций, имеющих прямое отношение к изменению геометрических параметров и формы начальной заготовки.
Он охватывает все процедуры, которые начинаются в момент подачи в обработку металла и заканчиваются выпуском готовой поковки. Разрабатывают технологический процесс ГОШ в определенной последовательности:
- выбирается вариант штамповки (с закрытым или открытым ручьем) и создается чертеж поковки;
- устанавливаются переходы процесса, а также размеры и формы заготовки;
- выбирается (по показателям требуемой мощности) кузнечно-штамповочная установка (пресс, молот, ГКМ и т. д.);
- выполняется формирование штампов;
- определяется способ нагрева и интервал температур, при которых будет производиться операция;
- устанавливается тип отделочных и завершающих этапов штамповки.
На финальной стадии выполняется расчет экономических и технических показателей технологического процесса.
На данный момент штамповка (объемная) выполняется по технологическому процессу, отличающемуся существенным разнообразием. Конкретная его схема определяется используемым оборудованием, выбором изделия, которое необходимо получить, формой поковки. По форме поковки могут быть такими:
- Удлиненными: рычаги, всевозможные валы, шатуны и так далее. Их штампуют плашмя (исходная заготовка протягивается). Обязательно нужно перед окончательной штамповкой произвести фасонирование заготовки свободной ковкой, в заготовительных ручьях, на ковочных вальцах.
- Дисковыми (диски): фланцы, шестерни, крышки, ступицы и другие квадратные либо круглые поковки с относительно малой длиной. Их штампуют по технологии осадки (с использованием штамповочных переходов) в торец начальной заготовки.
Преимущества и недостатки процесса
Горячая штамповка имеет некоторые преимущества и недостатки относительно ковки.
- высокая производительность превышает ковку в сотни раз;
- выпуск готовых изделий сложной конфигурации;
- относительная простота работы специалиста и его более быстрое обучение необходимым навыкам;
- меньшее количество допусков и припусков, так как механической обработке подвергаются лишь соприкасающиеся поверхности деталей, а остальные поверхности имеют удовлетворительные геометрические параметры и шероховатость. После калибровки допуски составляют всего 0,05 мм.
- масса готового изделия не превышает 3,5 тонны;
- высокая стоимость специального инструмента штампа в отличие от ковочного инструмента. Штамп производят на основе высококачественной стали, используется исключительно для определенного размера поковки;
- необходимость использования более мощного оборудования в связи с деформацией всей заготовки, а не ее части, что требует увеличения силы воздействия. А также стенки полости штампа испытывают давление при течении металла, что сказывается на его износостойкости.
Горизонтально-ковочные машины.
На этих машинах выполняют горячую высадку различных деталей (типа стержня с утолщением, со сквозным отверстием, с глухой полостью, сложной конфигурации и т. п.) из пруткового материала или труб в многоручьевых штампах. Конструкция штампов позволяет осуществлять также пробивку отверстий, обрезку по контуру, отрезку от прутка и т. д. Горизонтально-ковочные машины различают с разъемом матриц в вертикальной и горизонтальной плоскостях.
Общий вид и кинематическая схема горизонтально-ковочной машины с вертикальным разъемом матриц представлены на рис. 48, а, б. Электродвигатель 1 через клиноременную передачу 2,маховик 3 и муфту включения 4 приводит во вращение приводной вал 17. Этот вал передает вращение коленчатому валу 22 посредством малой 16 и большой 21 шестерен. Коленчатый вал охватывает шатун 20,который приводит в возвратно-поступательное движение главный ползун 19. На коленчатом валу насажен эксцентрик 23, приводящий в движение боковой ползун 5. Последний, передвигаясь вперед, двигает систему рычагов 6, 7 и 8,связанных с зажимным ползуном 9.
Таким образом, поворот коленчатого вала вызывает поступательное движение бокового 5 и зажимного 9 ползунов; почти одновременно с ними происходит рабочее движение (движение вперед) высадного или главного ползуна 19.
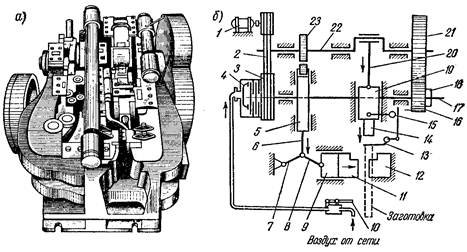
С высадным ползуном через систему рычагов и роликов связан передний упор 13. При исходном положении ползунов 19 и 5 (это положение изображено на рисунке) упор 13 опущен в штамповое пространство и находится между пуансоном 14 и половинами 11 и 12 матрицы. Подаваемая вперед нагретая заготовка соприкасается с упором. Как только ползуны начинают двигаться вперед (рабочий ход), упор 13 при помощи рычага 15 начинает подниматься и выходит из штампового пространства. Зажимной ползун 9, опережающий высадочный ползун 19,зажимает заготовку между половинами 11 и 12 матрицы, после чего высадочный ползун пуансоном 14 ударяет по торцу заготовки.
После высадки происходит обратное движение ползунов, поковка освобождается и штамповщик убирает ее или перекладывает в другой ручей.
Горизонтально–ковочная машина имеет холостой и рабочий ходы. Холостой ход начинается включением электродвигателя, когда вращается только шкив 3,но муфта 4 выключена; тормоз 18,находящийся на правой стороне приводного вала 17,удерживает приводной вал от вращения. При нажатии педали 10 сжатый воздух поступает в муфту и включает ее, что ослабляет затянутые ленты тормоза и приводит к вращению приводной вал. Одновременно поступающий воздух в тормоз 18 освобождает затянутые ленты тормоза, и вращение с приводного вала передается на коленчатый вал.
Производительность горизонтально-ковочных машин высокая (400-900 поковок в час).
На отечественных заводах горизонтально-ковочные машины изготовляют усилием 1-31,5 МН (100-3150 т) с числом ходов 95-21 в минуту.
Для шамповки на горизонтально-ковочных машинах применяют заготовки диаметром 20-270 мм и массой до 100 кг.
Дата добавления: 2014-02-05; 6565; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
2 Какими бывают штамповочные ручьи?
Для ГОШ применяются следующие виды ручьев:
- протяжные: дают возможность увеличить протяженность отдельных зон заготовок (добиваются этого снижением площади их сечения посредством слабых частых ударов с одновременным кантованием);
- заготовительные: с их помощью в штампах производится фасонирование, под которым понимают перераспределение в заготовке металла, позволяющее получить такую форму, которая бы обеспечила небольшое количество отходов материала;
- пережимные: позволяют за несколько ударов снизить в местах, где требуется уширение, вертикальную величину заготовки;
- подкатные: применяются для одинакового распределения металла в поковке и вдоль оси заготовки за счет увеличения (местного) диаметра последней;
- гибочные: используются в тех случаях, когда поковка характеризуется осью изогнутого вида, из такого ручья поковка поступает в следующую зону обработки с 90-градусным поворотом.
Непосредственно же к штамповочным относят следующие типы ручьев:
- Предварительный (у профессионалов он именуется черновым). Ручей необходим для того, чтобы поковки и заготовки сложной формы были максимально идентичны друг другу. Он описывается меньшими поперечными параметрами, немного большей глубиной, увеличенными уклонами и радиусами скругления по сравнению с чистовым ручьем. Предварительного ручья может и не быть.
- Чистовой. Он дает возможность получить готовую горячую поковку, которая по своим размерам крупнее на показатель усадки холодной поковки. В чистовом ручье в процессе ГОШ отмечаются максимальные усилия, поэтому он находится в центре штампа.
Способы горячей объемной штамповки
1) Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
2) Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество — уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
Технологические схемы штамповки
Из используемых на сегодняшний день схем выполнения горячей штамповки следует выделить только две.
Это технологическая операция, выполняемая в штампе, зазор между подвижной и неподвижной частями которого минимален. Горячую штамповку по данной методике можно выполнять на прессах, когда выступом оснащена верхняя часть штампа, а полостью – нижняя, или на молотах, когда полость находится в верхней части рабочего инструмента, а выступающая часть – в нижней. Применение штампов данного типа требует того, чтобы объемы поковки и готовой детали точно совпадали. Штампы закрытого типа могут иметь не одну, а две плоскости разъема, располагающиеся под прямым углом друг к другу.
Штамповка в одноручьевом закрытом штампе
Между подвижной и неподвижной частями штампа для горячей штамповки открытого типа имеется специальный зазор, в который выдавливаются излишки металла, образующиеся в процессе его деформирования. Штампы открытого типа, что является их большим преимуществом, можно применять для поковок любого вида.
Схема штамповки в открытых штампах
Применение штампов закрытого типа также имеет свои преимущества, которые заключаются в следующем.
- Готовые детали отличаются более однородной внутренней структурой и высоким качеством наружной поверхности.
- За счет отсутствия облоя уменьшается расход металла.
- Можно производить изделия из металлов, отличающихся невысокой пластичностью, поскольку такая обработка осуществляется под воздействием высокого напряжения и неравномерного всестороннего сжатия.
Рекомендации мастеров
Горизонтально-ковочная машина (ГКМ) имеет штампы, состоящие из разъемной гравюры. Гравюра имеет три части: неподвижную, подвижную (зажимную) и пуансон с разъемом в перпендикулярных относительно друг друга плоскостях.

Металлическую арматуру круглого или квадратного сечения вставляют в неподвижную матрицу, подвижная матрица прижимает ее, после чего пуансон деформирует заготовку, вдавливая в формообразующую полость.
После процедуры деформирования матрицы разжимаются, заготовку нужной формы вытаскивают либо она выпадает самостоятельно. Конечный результат достигается за несколько переходов в разных ручьях. В связи с тем, что штамп имеет три рабочие части, уклоны и напуски на поковки минимальны или отсутствуют вовсе. ГКМ отличаются малой универсальностью и дороговизной.
Горячая объемная штамповка нашла свое применение в таких отраслях промышленности, как машиностроение, а также в иных производствах, где требуется создание сложных по конфигурации деталей из стали, цветных металлов и их сплавов.
Источник



