
3. Специальные способы литья
В последние годы в литейном производстве повсеместно внедряются специальные способы литья, имеющие ряд преимуществ по сравнению с традиционным литьем в разовые песчано-глинистые формы. Удельный вес отливок, получаемых специальными способами, неуклонно увеличивается.
К специальным способам относят литье: а) в постоянные металлические формы (кокиль), б) центробежное, в) под давлением, г) в тонкостенные разовые формы, д) по выплавляемым моделям, е) корковое, или оболочковое, ж) электрошлаковое литье.
Специальные способы литья позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует уменьшению расхода металла и трудоемкости механической обработки; повысить механические свойства отливок и уменьшить потери от брака; значительно снизить или исключить расход формовочных материалов; сократить производственные площади; улучшить санитарно-гигиенические условия и повысить производительность труда.
Большинство операций при специальных способах литья легко поддается механизации и автоматизации.
Экономическая целесообразность замены литья в разовые песчано-глинистые формы тем или иным специальным способом зависит от масштаба производства, формы и размеров отливок, применяемых литейных сплавов и т.п. Она определяется на основе тщательного технико-экономического анализа всех затрат, связанных с новым технологическим процессом.
Одним из наиболее распространенных является литье в кокиль. Кокилем называют цельную или разъемную металлическую форму, изготовленную из чугуна или стали.
Кокили предназначены для получения большого количества одинаковых отливок из цветных или железоуглеродистых сплавов. Стойкость кокилей зависит от материала и размеров отливки и самого кокиля, а также от соблюдения режима его эксплуатации. Ориентировочно стойкость чугунных кокилей составляет 200000 оловянно-свинцовых, 150000 цинковых, 50000 алюминиевых или 100 .5000 чугунных отливок. Кокили целесообразно применять как в массовом, так и в серийном производстве (при партии отливок не менее 300 .500 штук).
Перед заливкой металла кокили подогревают до температуры 100 .300 °С, а рабочие поверхности, контактирующие с расплавленным металлом, покрывают защитными обмазками. Покрытие обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облегчение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. В процессе работы необходимая температура кокиля поддерживается за счет теплоты, выделяемой заливаемым металлом. После затвердевания отливку извлекают вытряхиванием или при помощи выталкивателя.
Кокильное литье позволяет снизить расход металла на прибыли и выпоры, получать отливки более высокой точности и чистоты поверхности, улучшить их физико-механические свойства. Вместе с тем этот способ литья имеет и недостатки. Быстрое охлаждение металла затрудняет получение тонкостенных отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением — один из наиболее производительных методов получения точных фасонных отливок из цветных металлов. Сущность способа заключается в том, что жидкий или кашицеобразный металл заполняет форму и кристаллизуется под избыточным давлением, после чего форму раскрывают и отливку удаляют.
По способу создания давления различают: литье под поршневым и газовым давлением, вакуумное всасывание, жидкую штамповку.
Наиболее распространено формообразование отливок под поршневым давлением — в машинах с горячей или холодной камерой сжатия. Сплавы, применяемые для литья под давлением, должны обладать достаточной жидкотекучестью, узким температурно-временным интервалом кристаллизации и химически не взаимодействовать с материалом пресс-форм. Для получения отливок рассматриваемым способом используют цинковые, магниевые, алюминиевые сплавы и сплавы на основе меди (латуни).
Литьем под давлением производят детали приборов: барабанчики счетных машин, корпусы фотоаппаратов и корпусные детали массой до 50 кг, головки цилиндров мотоциклетных двигателей. В отливках можно получать отверстия, надписи, наружную и внутреннюю резьбу.
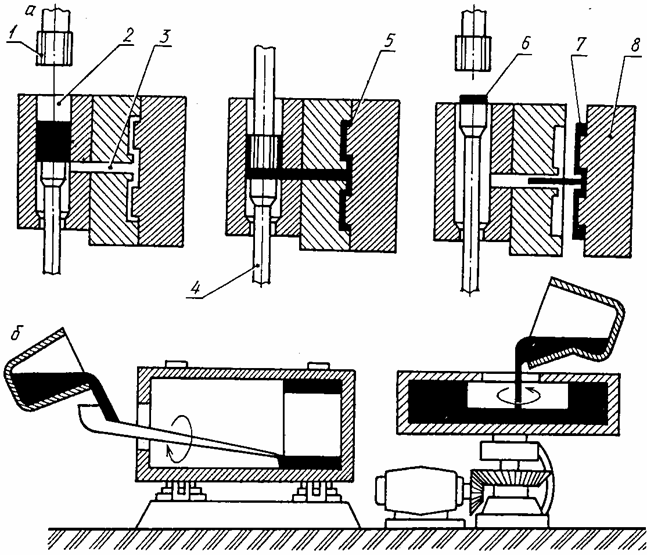
Рис.5 Специальные способы литья
а – под давлением; б – центробежный.
На рис.5, а показана последовательность получения отливки на поршневой машине (с холодной вертикальной камерой сжатия). Расплавленный металл подается порцией в вертикальную камеру прессования 2. При движении вниз поршень 1 давит на металл, перемещает вниз пяту 4, в результате чего открывается питательный канал 3 и металл поступает в полость пресс-формы 5. После заполнения пресс-формы и выдержки в течение 3-30 с поршень и пята поднимаются, при этом пята отрезает литник и выталкивает пресс-остаток б. Подвижная часть пресс-формы 8 отходит вправо, и отливка 7 легко извлекается. Внутренние полости и отверстия в отливках выполняются с помощью металлических стержней.
Перед началом работы пресс-форму подогревают и смазывают. В процессе работы поддерживается необходимая температура и пресс-форма периодически смазывается.
Пресс-формы изготовляют из легированных инструментальных сталей (3Х2В8, ХВГ, Х12М и др.) и подвергают закалке с высоким отпуском. Стоимость пресс-формы в 3 .5 раз превышает стоимость кокиля.
Стойкость пресс-форм в зависимости от размеров и формы отливок составляет при литье из цинковых сплавов 300 .500 тыс. отливок, из алюминиевых — 30 .50 тыс., медных — 5 .20 тыс. отливок. Производительность поршневых машин достигает 500 отливок в час.
В условиях массового производства экономически оправдано применение литья под давлением, так как этот способ позволяет снизить трудоемкость получения отливок в 10 .12 раз, а трудоемкость механической обработки — в 5 .8 раз.
За счет высокой точности изготовления и обеспечения повышенных механических свойств отливок, полученных под давлением, достигается экономия до 30 .50 % металла по сравнению с литьем в разовые формы. Создается возможность полной автоматизации процесса.
Центробежный способ литья применяется главным образом для получения полых отливок типа тел вращения (втулок, обечаек для поршневых колец, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
При рассматриваемом способе литья отливки получаются плотными, очищенными от газов и неметаллических включений, с мелкозернистой структурой.
Центробежное литье высокопроизводительно (за I ч можно отлить 40 .50 чугунных труб диаметром 200 .300 мм), дает возможность получать полые отливки без применения стержней и биметаллические отливки последовательной заливкой двух сплавов (например, стали и бронзы).
Наряду с высокой производительностью и простотой процесса центробежный способ литья по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20 .60 %.
К недостаткам способа следует отнести высокую стоимость форм и оборудования и ограниченность номенклатуры отливок.
Литье по выплавляемым (вытапливаемым) моделям состоит в следующем. Металл заливают в разовую тонкостенную керамическую форму, изготовленную по моделям (также разовым) из легкоплавящегося модельного состава. Этим способом получают точные, практически не требующие, механической обработки отливки из любых сплавов массой от нескольких граммов до 100 кг.
Точность размеров и чистота поверхности получаемых отливок таковы, что позволяют сократить объем механической обработки или отказаться от нее, что особенно важно при изготовлении деталей из труднообрабатываемых сплавов;
Технология производства отливок по выполняемым моделям включает следующие этапы: изготовление пресс-форм для моделей; получение восковых моделей запрессовкой модельного состава в пресс-формы; сборка блока моделей на общий питатель (в случае мелких отливок); нанесение огнеупорного покрытия на поверхность единичной модели или блока; вытапливание моделей из огнеупорных (керамических) оболочек-форм; прокаливание форм; заливка металла в горячие формы.
Разъемные пресс-формы изготовляют из стали или других сплавов по чертежу детали или ее эталону с учетом усадки модельной массы и металла отливки.
Модельный состав (например, из парафина с добавками церезина, нефтяного битума, канифоли, полиэтилена) в пастообразном состоянии запрессовывают с помощью шприца или на запрессовочном станке.
Полученные модели извлекают из пресс-форм и облицовывают в несколько слоев огнеупорным покрытием, окуная несколько раз в связующий состав и обсыпая кварцевым песком. Каждый слой покрытия подсушивается. Модель мелких отливок перед нанесением покрытия собирают в блоки, соединяя их (припаивая) с общей литниковой системой, а затем облицовывают блок.
Вытапливание моделей из керамических оболочек производится горячим воздухом или горячей водой. Модельный материал собирается для повторного использования, а полученная керамическая литейная форма с гладкой рабочей поверхностью поступает на прокаливание. Последнее необходимо для придания форме механической прочности и окончательного удаления модельного материала. Форму помещают в стальной ящик, засыпают кварцевым песком, оставляя литниковую чашу доступной для заливки металла, и прокаливают при температуре 850 .900 °С.
Заливка металла производится в горячую форму, что способствует улучшению жидкотекучести металла и позволяет получать сложнейшие тонкостенные отливки.
После охлаждения отливку очищают от слоя огнеупорного покрытия ударами вручную или на пневмовибраторах. В полостях и отверстиях остатки формы удаляются выщелачиванием в кипящем растворе едкого натра, затем отливку промывают в теплой воде с добавлением соды.
Отделение литниковой системы от отливок может производиться на токарных и фрезерных станках, вулканитовыми абразивными кругами и на вибрационных установках.
Литьем по выплавляемым моделям получают разнообразные сложные отливки для автотракторостроения, приборостроения, для изготовления деталей самолетов, лопаток турбин, режущих и измерительных инструментов.
Стоимость 1т отливок, получаемых по выплавляемым моделям, выше, чем изготовляемых другими способами, и зависит от многих факторов (серийности выпуска деталей, уровня механизации и автоматизации литейных процессов и процессов механической обработки отливок).
В большинстве случаев снижение трудоемкости механической обработки, расхода металла и металлорежущего инструмента при применении точных отливок взамен поковок или отливок, полученных другими способами, дает значительный экономический эффект. Наибольший эффект достигается при переводе на литье по выплавляемым моделям деталей, в структуре себестоимости которых большую долю составляют затраты на металл и фрезерную обработку, особенно при применении труднообрабатываемых конструкционных и инструментальных материалов.
Внедрению литья по выплавляемым моделям уделяется большое внимание, так как большинство операций легко поддается механизации и автоматизации. Совместными усилиями работников научно-исследовательских институтов и передовых заводов создаются высокоэффективные автоматические линии и автоматизированные цехи для литья по выплавляемым моделям.
Литье в оболочковые формы применяется для получения отливок массой до 100 кг из чугуна, стали и цветных металлов. Тонкостенные (толщина стенки 6 .10 мм) формы изготовляют из песчано-смоляной смеси: мелкозернистого кварцевого песка и термореактивной синтетической смолы (3 .7 %). Песчано-смоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100 .120 °С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробится до получения отдельных зерен, плакированных смолой, и загружается в бункер. Формовка производится по металлическим моделям.
Модель в литниковой системе закрепляют на подмодельной плите, нагревают до температуры 200 .250 °С и наносят на их рабочую поверхность тонкий слой разделительного состава. После этого модельной плитой закрывают горловину бункера (модель внутри) и поворачивают его на 180°. Смесь падает на нагретую модель, смола плавится и через 15 .25 с на модели образуется оболочка (полуформа) нужной толщины. Бункер снова поворачивают на 180°, оставшаяся смесь осыпается на дно бункера, а модельная плита с полутвердой оболочкой помещается в печь для окончательного твердения при температуре 300 .400 °С в течение 40 .60 с. При помощи специальных выталкивателей полуформа легко снимается с модели.
Скрепление (сборка) полуформ осуществляется металлическими скобами, струбцинами или быстротвердеющим клеем. Аналогичным способом изготовляют песчано-смоляные стержни для пустотелых отливок.
Собранные оболочковые формы для придания им большей жесткости помещают в опоки, засыпают снаружи чугунной дробью или сухим песком и заливают металлом, После затвердевания отливки оболочковая форма легко разрушается.
Отливки, изготовленные в оболочковых формах, отличаются большой точностью и чистотой поверхности, что позволяет на 20 .40 % снизить массу отливок и на 40 .60 % трудоемкость их механической обработки. По сравнению с литьем в песчано-глинистые формы трудоемкость изготовления отливок снижается в несколько раз. Этим способом получают ответственные детали машин— коленчатые и кулачковые валы, шатуны, ребристые цилиндры и т. п. Процессы изготовления оболочек легко поддаются автоматизации.
Несмотря на большую стоимость песчано-смоляной смеси, по сравнению с песчано-глинистой, при массовом и серийном производстве отливок достигается значительный экономический эффект.
Литье в оболочковые формы применяют для изготовления деталей преимущественно из сплавов на основе железа (чугуна, углеродистой и нержавеющей стали), а также из медных и специальных сплавов.
На Киевском мотоциклетном заводе так отливают ребристые цилиндры из модифицированного хромоникелевого чугуна, на Горьковском автозаводе в оболочковых формах получают коленчатые залы из высокопрочного чугуна.
3. Изготовление изделий давлением
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ — формование металлических материалов механическими средствами без снятия стружки.
Обработка металлов давлением — группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации. Основные виды О. м. д.: прокатка, прессование, волочение, ковка и штамповка. О. м. д. также применяется для улучшения качества поверхности.
Внедрение технологических процессов, основанных на О. м. д., по сравнению с др. видами металлообработки (литьё, обработка резанием) неуклонно расширяется, что объясняется уменьшением потерь металла, возможностью обеспечения высокого уровня механизации и автоматизации технологических процессов.
О. м. д. могут быть получены изделия с постоянным или периодически изменяющимся поперечным сечением (прокатка, волочение, прессование) и штучные изделия разнообразных форм (ковка, штамповка), соответствующие по форме и размерам готовым деталям или незначительно отличающиеся от них. Штучные изделия обычно подвергаются обработке резанием. Объём удаляемого при этом металла зависит от степени приближения формы и размеров поковки или штамповки к форме и размерам готовой детали. В ряде случаев О. м. д. получают изделия, не требующие обработки резанием (болты, винты, большинство изделий листовой штамповки).
Наряду с формообразованием обработка давлением может улучшать качество и механические свойства металла. Обработка металлов давлением производится либо в «горячем» (нагретом), либо в «холодном» (соответствующем комнатной температуре) состоянии. При обработке давлением многих металлов и сплавов сначала производится горячая обработка, позволяющая использовать повышенную пластичность нагретого материала, а затем следует окончательная обработка в холодном состоянии, обеспечивающая высокое качество поверхности и точные размеры. Основные методы обработки металлов давлением — ковка, штампование, прокатка, прессование.
Ковка и штампование. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843, деформировал металл силой падения груза, а пар служил для поднятия последнего. Вслед за таким молотом простого действия в 1888 появился молот двойного действия, верхняя «баба» которого при движении вниз дополнительно разгоняется силой пара. Ковка и объемное штампование могут выполняться на молоте или на прессе. Ковка бывает свободная и в штампах. Штампы объемного штампования молотовые и для горячештамповочных прессов состоят из верхней (закрепляемой на верхней головке молота или пресса) и нижней частей, на соприкасающихся поверхностях которых имеются ручьи для последовательного формообразования изделий. Штампы для листового штампования (вырубные, пробивные, гибочные и др.) состоят из двух основных деталей — матрицы и входящего в нее пуансона, а иногда одна и та же часть штампа служит и пуансоном, и матрицей.
Прокатка. Обжатие прокаткой — самый распространенный процесс обработки металлов давлением. Хотя «отцом» современных методов прокатки принято считать Г.Корта, первый прокатный стан которого относится приблизительно к 1783, исторические документы свидетельствуют о том, что золото и серебро для чеканки монет прокатывались в листы во Франции еще в 1753. Существует много разных типов прокатных станов, но практически во всех таких установках обжатие осуществляется двумя валками, вращающимися навстречу друг другу. Валки захватывают заготовку, и из них она выходит, уменьшившись по толщине и увеличившись в длине. Возникающее при этом боковое, или поперечное, уширение в большинстве случаев незначительно. Названия прокатного стана обычно указывают на вид производимой продукции: блюминговый, слябинговый, листопрокатный, полосовой, толстолистовой. В соответствии с температурой прокатываемого металла различают станы горячей и холодной прокатки.
Прессование. Многие металлы и сплавы при повышенных температурах настолько пластичны, что их можно выдавливать под прессом через отверстие матрицы, как зубную пасту из тюбика. Таким методом прессования выдавливанием, или экструзии, можно изготавливать изделия сложного поперечного сечения. Экструзией получают, например, прутки, трубы, фасонные изделия, покрывают свинцовой оболочкой кабель. Прессованием без истечения осуществляют, в частности, операции глубокой вытяжки — превращения плоской заготовки в гильзу.
Прошивка. Операция прошивки применяется при изготовлении бесшовных труб из литых цилиндрических заготовок и экструдированных прутков. Нагретая заготовка захватывается двумя косыми (коническими) валками прошивного стана, вращающимися навстречу друг другу, и надвигается в процессе поперечно-винтовой (геликоидальной) прокатки на оправку, закрепленную посередине между валками. Из разнообразных устройств для производства бесшовных труб наиболее известен прошивной стан Маннесмана. Прошивке поддаются далеко не все металлы и сплавы, но сталь, медь и некоторые сплавы на основе меди достаточно пластичны для такой обработки, требующей очень большой деформации.
Волочение. Прутки и проволока. Диаметр прутка, полученного экструзией или прокаткой, можно уменьшить, протянув его сквозь отверстие волочильной доски (волки, или матрицы). Протягиванием через ряд волок с последовательно уменьшающимися отверстиями можно получить пруток малого диаметра. Точно так же из прутка самого малого диаметра можно получить проволоку. Обжатие проволоки, особенно очень тонкой, часто производится непрерывным протягиванием ее через ряд волок, число которых может достигать 12.
Трубы. Волочение труб обычно применяется для уменьшения наружного диаметра трубы или толщины ее стенки либо и для того и для другого. Холодное волочение обеспечивает гладкую поверхность трубы, точные размеры и улучшенные механические свойства. Такое «редуцирование» при калибровке труб осуществляется волочением через волоку с несколько уменьшенным отверстием, в центре которого закреплена оправка. Уменьшение толщины стенки трубы определяется диаметром оправки.
Выдавливание. Выдавливанием на токарнодавильном станке формуют тонкий металл, прижимая его к вращающейся оправке. Такой метод пригоден лишь для изготовления симметричных изделий кругового поперечного сечения. Для выдавливания изделий меняющегося по оси диаметра необходимы разборные оправки, допускающие съем готового изделия.
4. Изготовление неразборных соединений
Автоматическая сварка под флюсом. Сущность процесса состоит в том, что сварочная дуга 2 горит между электродной проволокой 1 и свариваемым изделием 9 под слоем сыпучего флюса 6. Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Проволока в зону горения дуги подается механически, а автомат с помощью электродвигателя движется вдоль свариваемых кромок, такой процесс сварки называется автоматическим; если же механизирована только подача проволоки, то это – механизированная сварка под флюсом. Расплавляясь, флюс образует флюсогазовый пузырь 3 и жидкий шлак 5. Расплавленный металл 4 в процессе охлаждения кристаллизуется с образованием сварного шва 8. Почти одновременно с кристаллизацией расплавленного металла твердеет расплавленный флюс — жидкий шлак, образуя шлаковую корку 7 (рис. 1). Давление в газовом пузыре составляет 5-9 г/см3 (0,5-0,9 кПа). Если в процессе сварки дуга вырывается наружу, то это указывает на недостаточный слой флюса. Разновидности сварки под флюсом представлены на рис. 2, при этом виде сварки достигается высокая производительность труда и обеспечивается получение равнопрочного шва с основным металлом.
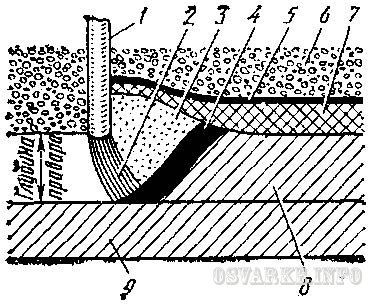
Рис. 1. Схема процесса автоматической сварки под флюсом:
1 — электрод, 2 — сварочная дуга, 3 — флюсогазовый пузырь, 4 — расплавленный металл, 5 — жидкий шлак, 6 — флюс, 7 — шлаковая корка, 8 — сварной шов, 9 — свариваемое изделие
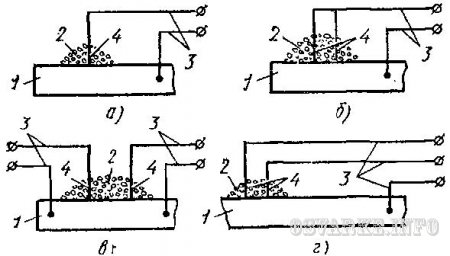
Рис. 2. Разновидности сварки под флюсом:
а — однодуговая, б — однодуговая с расщепленным электродом, в — двухдуговая, г — трехфазной дугой;
1 — свариваемое изделие, 2 — флюс, 3 — сварочные провода, подводящие сварочный ток от источника питания к сварочной дуге, 4 — электрод
Электрошлаковая сварка. Сущность процесса заключается в следующем. В начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает — шунтируется, а ток, проходя по электропроводному расплавленному шлаку, выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки. Расплавленный металл сварочной ванны, кристаллизуясь образует сварной шов (рис. 3, б).
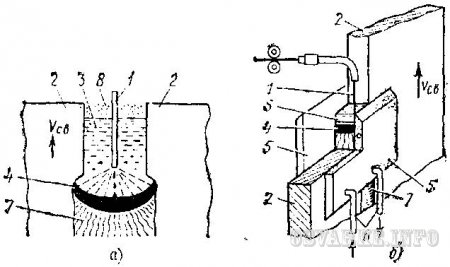
Рис. 3. Схема электрошлаковой сварки:
1 — электрод, 2 — свариваемый металл, 3 — расплавленный флюс — электропроводный шлак, 4 — расплавленный металл, 5 — медные ползуны, 6 — подача воды для охлаждения ползунов, 7 — сварной шов, 8 — флюс; Vсв — скорость сварки
Практически этот процесс (рис. 3, а) происходит между кромками основного металла 2, которые располагаются вертикально с большим зазором. Для формирования шва, т. е. для удержания расплавленного металла сварочной ванны, по обе стороны соединения устанавливаются медные ползуны 5, охлаждаемые водой. В зону сварки подается электродная проволока 1, которая под слоем флюса 8 и возбуждает горение сварочной дуги.
Преимущества этого вида сварки:
возможность сварки за один проход металла большой толщины;
не требуется удаление шлака и настройки режима сварки для выполнения последующего прохода, как это делается при других видах сварки;
возможность выполнения сварки без разделки кромок и исключение разбрызгивания металла;
возможность использования для сварки практически неограниченного количества электродов (проволок);
исключение термической обработки сварного шва при сварке сталей, склонных к образованию усадочных трещин;
высокая производительность и экономия флюса.
Недостатки этого вида сварки:
возможность сварки металла толщиной не менее 16 мм;
сварка практически возможна только в вертикальном положении;
возможно образование неблагоприятных структур за счет термической обработки шва и зоны термического влияния.
По виду электрода электрошлаковая сварка делится на сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода — без колебаний и с колебаниями электрода; по количеству электродов с общим подводом сварочного тока — на одноэлектродную, двухэлектродную и многоэлектродную.
Электронно-лучевая сварка. Этот вид сварки выполняется в камерах с разрежением до 10-4-10-6 мм рт. ст. [133×(10-4-10-6)] Па. Теплота образуется за счет бомбардировки поверхности металла электронами, имеющими большие скорости, анодом является свариваемая деталь, а катодом — вольфрамовая спираль.
Электронно-лучевая сварка может выполняться без колебаний и с колебаниями электронного луча. По направлению колебаний различают электронно-лучевую сварку с продольными, поперечными, вертикальными и сложными колебаниями электронного луча.
Газовая сварка основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пропан-бутановую смесь, пары керосина, бензина, городской, природный, светильный, нефтяной, коксовый и другие газы.
Световая сварка по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света. В практике пока в основном находит применение только лазерная сварка. Этот вид сварки основан на применении специального светового луча, который плавит металл. Для получения сильного светового луча используют лазерные установки.
Термитная сварка состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит — порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 2000ºС), образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор, образуя сварной шов.
Контактная сварка. При этом виде сварки место соединения разогревается и расплавляется теплотой, выделяемой при прохождении электрического тока через контактируемые места свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме сварного соединения различают точечную, шовную, стыковую, рельефную, шовно-стыковую контактную сварку и сварку по методу Игнатьева. Точечная сварка в свою очередь разделяется на одно-, двух- и многоточечную.
Стыковая сварка по характеру протекания процесса делится на сварку с прерывистым и непрерывным оплавлением и сварку сопротивлением. Контактная сварка может выполняться постоянным, переменным и пульсирующим током. По виду источника энергии контактная сварка подразделяется на конденсаторную, аккумуляторную, энергией, накопленной в магнитном поле и в мотор-генераторной системе.
Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
Ультразвуковая сварка основана на совместном воздействии на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
Сварка трением. При вращении одного из стержней и соприкосновении его торца с торцом закрепленного стержня концы стержней разогреваются и с приложением осевого усилия свариваются.
Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
5. Технологии обработки металлов
Большинство деталей машин изготовляется путем обработки резанием. Заготовками таких деталей служат прокат, отливки, поковки, штамповки и др.
Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием.
После снятия припуска на металлорежущих станках обрабатываемая деталь приобретает форму и размеры, соответствующие рабочему чертежу детали. Для уменьшения трудоемкости и себестоимости изготовления детали, а также ради экономии металла, размер припуска должен быть минимальным, но в то же время достаточным для получения хорошего качества детали и с необходимой шероховатостью поверхности.
В современном машиностроении имеется тенденция снижать объем обработки металлов резанием за счет повышения точности исходных заготовок.
Основные методы обработки металлов резанием. В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 12).
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 12.1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи).
Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 12.2).
Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 12.3).
Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгательных станках (рис. 12.4).
Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 12.5).
Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
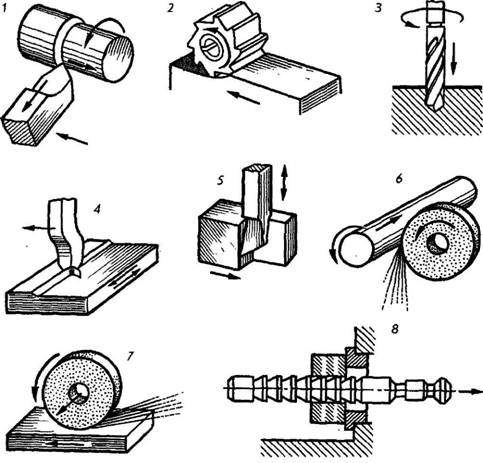
Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 12.6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 12.7).
Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 12.8).
При изготовлении деталей из труднообрабатываемых материалов резанием все большее место занимают электрические и химические методы обработки. Это объясняется особыми физико-механическими свойствами этих материалов, прежде всего высокими прочностью и твердостью, достигающими или даже превышающими эти показатели у современных инструментальных материалов, что делает невозможным в ряде случаев экономически эффективное применение обычного метода резания. Кроме того, электрические и химические методы позволяют изготовлять поверхности сложных форм, обеспечивают более высокие точность обработки и качество поверхности, что повышает эксплуатационные характеристики изготовляемых деталей.
В приборостроении особое значение имеют электронноионные методы обработки (элионика), т. е. применение электронных и ионных лучей для изготовления интегральных схем и полупроводниковых приборов. Электронография делает возможным получение структур субмикроскопических размеров.
Электрическими называют способы обработки, использующие электрическую энергию непосредственно для технологических целей путем подвода ее в зону обработки без промежуточного превращения в другие виды энергии. Преобразование электрической энергии в другой вид энергии (тепловую, химическую и др.) происходит непосредственно в обрабатываемом материале. В соответствии с этим электрические методы обработки разделяют на
электротермические, использующие преимущественно тепловое действие электрического тока
электрохимические, использующие его химическое действие,
электроэрозионные, использующие эрозионное действие тока,
электромеханические, использующие его механическое действие.
Электрохимическая обработка (ЭХО) осуществляется с помощью постоянного тока низкого напряжения в среде движущихся токопроводящих жидкостей — электролитов. Снятие материала удаляемого слоя происходит вследствие его анодного растворения, т. е. преобразования электрической энергии в энергию химических связей; в результате этого материал снимаемого слоя превращается в легко удаляемые из зоны обработки химические соединения.
Электроэрозионная обработка (ЭЭО) осуществляется посредством импульсного электрического газового разряда, вызывающего эрозионное разрушение материала снимаемого слоя.
Электромеханическая обработка (ЭМО) использует механическое действие электрического тока; так, электрогидравлическая обработка использует действие ударных волн, возникающих в результате импульсного пробоя жидкой среды, электромагнитное формование — импульсное формоизменение силами взаимодействия магнитного тока проводника с магнитным полем, индуцированным в заготовке.
Лучевые методы обработки (JIMO) основаны на использовании для съема материала от воздействия сфокусированного луча с высокой плотностью энергии; удаление материала происходит путем испарения вследствие преобразования электрической энергии непосредственно в тепло.
Химическими называют способы обработки, использующие химическую энергию непосредственно для технологических целей; в этом случае обработку детали, т. е. снятие определенного слоя металла, осуществляют в химически активной среде. Сюда относится, например, химическое фрезерование.
Химическими называются методы обработки материалов, в которых снятие слоя материала происходит за счет химических реакций в зоне обработки. Достоинства химических методов обработки:
а) высокая производительность, обеспечиваемая относительно высокими скоростями протекания реакций, прежде всего отсутствием зависимости производительности от величины площади обрабатываемой поверхности и ее формы;
б) возможность обработки особо твердых или вязких материалов;
в) крайне малое механическое и тепловое воздействие в процессе обработки, что делает возможным обработку деталей малой жесткости с достаточно высокой точностью и качеством поверхности.
Размерное глубокое травление (химическое фрезерование) является наиболее распространенным методом химической обработки. Этим методом целесообразно пользоваться для обработки поверхностей сложных в плане форм на тонкостенных деталях, получения трубчатых деталей или листов с плавным изменением толщины по длине, а также при обработке значительного числа мелких деталей или круглых заготовок с большим; количеством обрабатываемых мест (перфорация цилиндрических поверхностей труб). Путем местного удаления этим методом из лишнего материала в ненагруженных или малонагруженных можно снизить общий вес самолетов и ракет, не снижая их прочности и жесткости. В США использование химического фрезерования позволило снизить вес крыла сверхзвукового бомбардировщика на 270 кг. Этот метод позволяет создавать новые элементы конструкций, например листы 1 переменной толщины. Химическое фрезерование находит применение также при изготовлении печатных схем радиоэлектронной аппаратуры. В этом случае у панели из изоляционного материала, покрытой с одной или двух сторон медной фольгой, травлением удаляют заданные схемой участки.
Производительность химического фрезерования определяется скоростью удаления материала по глубине. Скорость травления возрастает с повышением температуры раствора примерно на 50—60% на каждые 10° С, а также зависит от вида раствора, его концентрации и чистоты. Перемешивание раствора в процессе травления можно производить сжатым воздухом. Процесс травления определяется экзотермической реакцией, поэтому подача сжатого воздуха несколько его охлаждает, однако в основном постоянство температуры обеспечивается помещением в ванну водяных змеевиков.
Травление методом погружения имеет ряд недостатков — использование ручного труда, частичный пробой защитных пленок на необрабатываемых поверхностях. При обработке ряда деталей более перспективен струйный метод травления, при котором подача щелочи осуществляется форсунками.
Средством повышения производительности химического фрезерования является использование ультразвуковых колебаний с частотой 15—40 кгц; в этом случае производительность обработки увеличивается в 1,52,5 раза — до 10 мм/ч. Процесс химической обработки также значительно ускоряется под воздействием инфракрасного излучения направленного действия. В этих условиях отпадает необходимость в нанесении защитных покрытий, так как сильному нагреву подвергается металл по заданному контуру нагрева, остальные участки, будучи холодными, практически не растворяются.
Комбинированные методы обработки резанием используют для снятия заданного слоя металла одновременное воздействие нескольких, различных по своей физической сущности явлений или совмещение различных способов подвода энергии. Примерами комбинированных методов обработки являются рассмотренные выше способы обработки, основанные на термомеханическом воздействии,— резание с подогревом заготовок; способы обработки, основанные на одновременном механическом и химическом воздействии на срезаемый слой, например механическая обработка с подачей в зону резания активных смазочно-охлаждающих жидкостей. Сюда же относятся рассматриваемая ниже электроконтактная обработка (ЭКО), которая осуществляется удалением материала срезаемого слоя в результате совмещения электротермического, электроэрозионного и механического воздействий. Другим примером является анодно-механическая обработка (АМО) — она использует электрохимическое, электроэрозионное и механическое воздействие на обрабатываемую заготовку. В настоящее время отрабатываются метод анодно-механической обработки труднообрабатываемых материалов с наложением вибраций низкой и ультразвуковой частот, метод вибрационного сверления с вводом постоянного тока в зону резания, электроэрозионная и электрохимическая обработка с ультразвуковыми колебаниями электрода.
Источник



