
23.3. Структура временных связей в операциях технологического процесса
Структура оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов, степени совмещения выполнения основных и вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
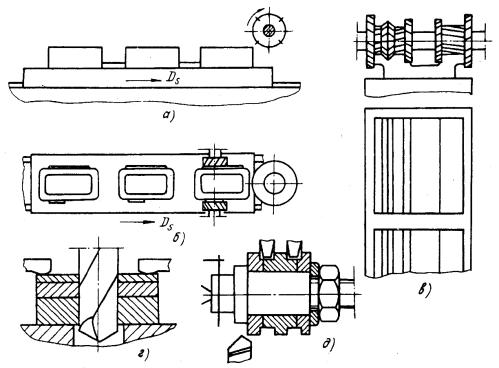
При осуществлении операции основные переходы могут быть выполнены тремя способами: последовательно; параллельно-последовательно и параллельно (рис.22.7).
При последовательнойобработке заготовки выполнение основных переходов следует один за другим (рис.22.7 а). Поэтому, время, затраченное на выполнение основных переходов:
 ,
,
где  – число основных переходов в операции.
– число основных переходов в операции.

Рис. 22.7. Обработка заготовки вала различными способами
При параллельно-последовательнойобработке группа инструментов одновременно обрабатывает одни поверхности заготовки, а затем группа этих же (или других) инструментов обрабатывает другие (или те же) поверхности той же заготовки (рис.22.7 б). Время, затраченное на две группы основных переходов, составит сумма времени выполнения наиболее длительных переходов в каждой из групп основных переходов:
 ,
,
где  – число групп основных переходов.
– число групп основных переходов.

Рис.22.8. Три способа осуществления основных переходов при многоместной обработке
Параллельный способ обработки характеризуется одновременностью обработки поверхности заготовки многими инструментами. Поэтому основное технологическое время равно наибольшему времени обработки одной или нескольких поверхностей равноценных по затратам времени (рис.22.7 в-д):
 .
.
Все три способа выполнения основных переходов можно вести как при одноместной (рис.22.7), так и при многоместной обработке (рис.22.8).
Оперативное время, приходящееся при многоместной обработке на одну заготовку, будет равно оперативному времени обработкиnзаготовок, отнесенному к числу
обработкиnзаготовок, отнесенному к числу :
:
 .
.
22.4. Условия труда и его производительность
Производительность труда каждого работника в значительной мере зависит от интереса к выполняемой работе и условий труда. Работа, которая увлекает, делают быстрее, и человек при этом устает меньше, поэтому очень важно, чтобы работник, получающий задание, понимал цель и значение предстоящей работы и был заинтересован в ней. Утомителен труд, сводящийся к чисто механическим однообразным действиям, как это часто бывает в поточном производстве. Так как он притупляет сознание и внимание человека и может привести к травмам. Учитывая это, на заводах массового производства время от времени переставляют рабочих с одних операций на другие.
Условия, в которых человеку приходится трудиться, существенно влияют на утомляемость, а следовательно, и на производительность труда. Удобное положение работающего на рабочем месте, простота и удобство управления процессом, чистота, свежий воздух, нормальная температура воздуха и освещенность помещения, отсутствие излишнего шума, четкая организация производства, удобная одежда, доброжелательные отношения в коллективе прямым образом отражаются на производительности труда.
Социологические исследования, проведенные на одном из московских станкостроительных заводов, показали, что наибольшего уровня производительность труда достигает через 45 мин после начала смены, снижается за 15 мин до обеда, и опять достигает максимума через 15 мин после обеда и постепенно падает за 1 ч до конца смены (рис.22.9). Теми же исследованиями было установлено, что плохое настроение рабочего приводит к снижению производительности его труда на 9—18%.

Рис.22.9.Изменение уровня производительности труда в течение смены
Забота о человеке должна лежать в основе разработки технологических процессов, конструкций оборудования и технологической оснастки, планировки оборудования, организации производства и рабочих мест, культурного и бытового обслуживания работающих
Источник
Структуры временных связей в операциях технологического процесса
Структуры оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов; степени совмещения с основными переходами выполнения вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
Параллельный способ обработки характеризуется одновременностью обработки поверхностей заготовки многими инструментами, поэтому основное технологическое время равно наибольшему
времени обработки одной или нескольких поверхностей, равноценных по затратам времени:
На рис. 9.8 приведены примеры использования трех способов осуществления основных переходов при многоместной обработке заготовок одинаковых (рис. 9.8, а, б, в) и разных деталей (рис. 9.8, г, д). Оперативное время t о п , приходящееся при многоместной обработке на одну заготовку, будет
равно оперативному времени t оп n обработки п заготовок, отнесенному к числу
Рис. 9.8. Три способа осуществления основных переходов при многоместной обработке
Затраты времени t в на выполнение вспомогательных переходов могут быть разложены на составляющие их элементы:
t в = t с . у + t у п р + t х + t к
где t с . у – время, затрачиваемое на установку и съем заготовки; t у п р – время, затрачиваемое на управление станком и приспособлением; t х – время вспомогательных ходов (подводов заготовки к инструментам или наоборот, поворотов и фиксации положения столов, револьверных головок, смены инструментов и т.п.); t к – время, затрачиваемое на контроль за ходом технологического процесса.
Для упрощения структуры вспомогательного времени представим его в виде двух слагаемых: t с . у и t х , включив в состав последнего все остальные виды вспомогательных переходов. Будем считать, что
t в = t с . у + t х
Вспомогательные переходы могут сочетаться с основными переходами при всех способах выполнения основных переходов и быть А – несовмещенными, Б – частично совмещенными, В – полностью совмещенными.
Когда ни основные, ни вспомогательные переходы не совмещены, оперативное время
t оп t oi t с.у t xj
где s – число вспомогательных ходов.
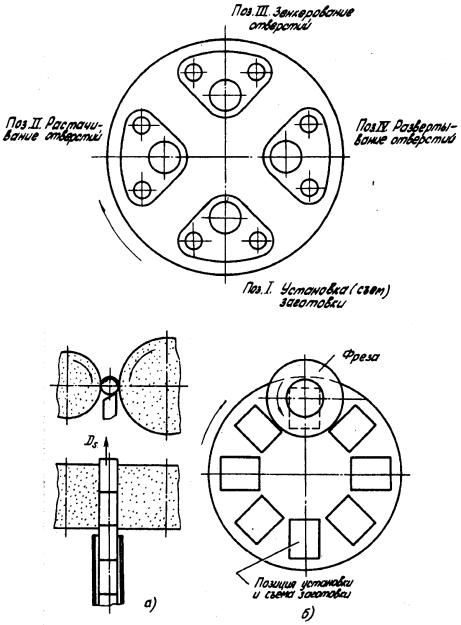
Совмещение затрат времени t c . y на установку заготовки и съем детали с основными переходами возможно при наличии на станке отдельной установочной позиции. Такие позиции обычно предусмотрены на многопозиционных станках, примером которых может быть четырехпозиционвый агрегатный станок с поворотным столом (рис. 9.9).
Рис. 9.9. Совмещение с основными переходами установки (съема) заготовки на четырехпозиционном агрегатном станке
Рис. 9.10. Полное совмещение установки (съема) заготовки и вспомогательных переходов с основными
Полное совмещение t c . y и t x со временем выполнения основных переходов достигается в непрерывных процессах, характеризуемых непрерывностью перемещения заготовок с рабочей подачей. Примерами непрерывных процессов могут быть бесцентровое шлифование поршневых
Источник
Структуры временных связей в операциях технологического процесса
Структуры оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов; степени совмещения с основными переходами выполнения вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
Параллельный способ обработки характеризуется одновременностью обработки поверхностей заготовки многими инструментами, поэтому основное технологическое время равно наибольшему
времени обработки одной или нескольких поверхностей, равноценных по затратам времени:
На рис. 9.8 приведены примеры использования трех способов осуществления основных переходов при многоместной обработке заготовок одинаковых (рис. 9.8, а, б, в) и разных деталей (рис. 9.8, г, д). Оперативное время tоп, приходящееся при многоместной обработке на одну заготовку, будет
равно оперативному времени t оп n обработки п заготовок, отнесенному к числу

Рис. 9.8. Три способа осуществления основных переходов при многоместной обработке
Затраты времени tв на выполнение вспомогательных переходов могут быть разложены на составляющие их элементы:
где tс. у – время, затрачиваемое на установку и съем заготовки; tупр – время, затрачиваемое на управление станком и приспособлением; tх – время вспомогательных ходов (подводов заготовки к инструментам или наоборот, поворотов и фиксации положения столов, револьверных головок, смены инструментов и т.п.); tк – время, затрачиваемое на контроль за ходом технологического процесса.
Для упрощения структуры вспомогательного времени представим его в виде двух слагаемых: tс. у и tх , включив в состав последнего все остальные виды вспомогательных переходов. Будем считать, что
Вспомогательные переходы могут сочетаться с основными переходами при всех способах выполнения основных переходов и быть
А –несовмещенными, Б –частично совмещенными, В –полностьюсовмещенными.
Когда ни основные, ни вспомогательные переходы не совмещены, оперативное время
| p | s |
| tоп=∑toi +tс.у+∑txj | |
| i =1 | j =1 |
где s – число вспомогательных ходов.
Совмещение затрат времени tc . y на установку заготовки и съем детали с основными переходами возможно при наличии на станке отдельной установочной позиции. Такие позиции обычно предусмотрены на многопозиционных станках, примером которых может быть четырехпозиционвый агрегатный станок с поворотным столом (рис. 9.9).
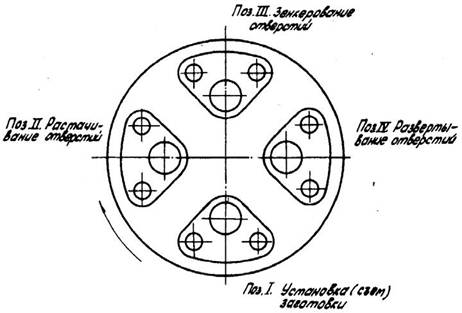
Рис. 9.9. Совмещение с основными переходами установки (съема) заготовки на четырехпозиционном агрегатном станке
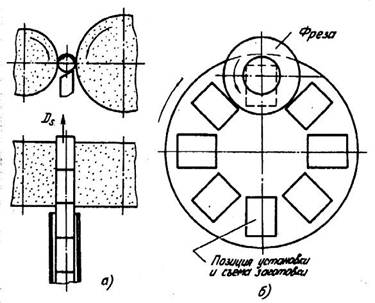
Рис. 9.10. Полное совмещение установки (съема) заготовки и вспомогательных переходов с основными
Полное совмещение t c . y и t x со временем выполнения основных переходов достигается в непрерывных процессах, характеризуемых непрерывностью перемещения заготовок с рабочей подачей. Примерами непрерывных процессов могут быть бесцентровое шлифование поршневых пальцев (рис. 9.10, а) и непрерывное фрезерование плиток на карусельно-фрезерном станке (рис. 9.10, б).
Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Студалл.Орг (0.004 сек.)
Источник
ПАРАЛЛЕЛЬНАЯ ОБРАБОТКА ИНФОРМАЦИИ
Одним из основных факторов, определяющих развитие вычислительной техники в целом и вычислительных систем в частности, является высокая производительность. Общий метод увеличения производительности — организация параллельной обработки информации, т. е. одновременное решение задач или совмещение во времени этапов решения одной задачи.
Во всем многообразии способов организации параллельной обработки можно выделить четыре основных направления:
1) совмещение во времени различных этапов разных задач;
2) одновременное решение различных задач или частей одной задачи;
3) конвейерная обработка информации.
4) параллелизм уровня команд (ILP)
Первый путь — совмещение во времени этапов решения разных задач — это мультипрограммная обработка информации. Мультипрограммная обработка возможна даже в однопроцессорной ЭВМ и широко используется в современных системах обработки данных.
Второй путь — одновременное решение различных задач или частей одной задачи — возможен только при наличии нескольких обрабатывающих устройств. При этом используются те или иные особенности задач или потоков задач, что позволяет осуществить тот или иной параллелизм. Можно выделить несколько типов параллелизма, отражающих эти особенности.
Естественный параллелизм независимых задач заключается в том, что в систему поступает непрерывный поток не связанных между собой задач, т. е. решение любой задачи не зависит от результатов решения других задач. В этом случае использование нескольких обрабатывающих устройств при любом способе комплексирования повышает производительность системы в целом.
Параллелизм независимых ветвей — один из наиболее распространенных типов параллелизма в обработке информации. Суть его заключается в том, что при решении большой задачи могут быть выделены отдельные независимые части—ветви программы, которые при наличии нескольких обрабатывающих устройств могут выполняться параллельно и независимо друг от друга. Двумя независимыми ветвями программы будем считать такие части задачи, при выполнении которых выполняются следующие условия:
— ни одна из входных для ветви программы величин не является выходной величиной другой программы (отсутствие функциональных связей); для обеих ветвей программы не должна производиться запись в одни и те же ячейки памяти (отсутствие связи по использованию одних и тех же полей оперативной памяти);
— условия выполнения одной ветви не зависят от результатов или признаков, полученных при выполнении другой ветви (независимость по управлению);
Таким образом, для того чтобы с помощью нескольких обрабатывающих устройств решить задачу, имеющую независимые параллельные ветви, необходима соответствующая организация процесса, которая определяет пути решения задачи и вырабатывает необходимую информацию о готовности каждой ветви. Заметим, что все это относительно легко реализовать тогда, когда известна достаточно точно длительность выполнения каждой ветви. На практике это бывает крайне редко: в лучшем случае известна приближенная длина ветвей. Поэтому организация оптимального или близкого к оптимальному графика работы является достаточно сложной задачей.
Заметим, что, как правило, трудно избежать некоторых простоев, которые возникают из-за отсутствия исходных данных для выполнения той или иной ветви. Все это приводит в конечном счете к тому, что выигрыш в производительности системы несколько снижается. Следует отметить также и определенные сложности, связанные с выделением независимых ветвей при разработке программ.
Параллелизм объектов или данных имеет место тогда, когда по одной и той же (или почти по одной и той же) программе должна обрабатываться некоторая совокупность данных, поступающих в систему одновременно. Это могут быть, например, задачи обработки сигналов от радиолокационной станции: все сигналы обрабатываются по одной и той же программе. Другой пример — обработка информации от датчиков, измеряющих одновременно один и тот же параметр и установленных на нескольких однотипных объектах. Это могут быть и чисто математические задачи, например задачи векторной алгебры — операции над векторами и матрицами, характеризующиеся некоторой совокупностью чисел. Решение задачи при этом в значительной степени сводится к выполнению одинаковых операций над парами чисел двух аналогичных объектов. Так, например, сложение двух матриц размерностью заключается в сложении соответствующих элементов этих матриц: A+B=[aik]+[bik]=[aik+bik]. При этом операция сложения должна быть проведена над т´ п парами чисел. Произведение матрицы размерностью т´ п на скаляр сводится к выполнению т´ п умножений элементов матрицы на скаляр: aА = a[aik] = [aaik] и т. д. Очевидно, все эти операции могут выполняться параллельно и независимо друг от друга несколькими обрабатывающими устройствами.
Третий путь параллельной обработки информации — конвейерная обработка — может быть реализован в системе и с одним процессором, разделенным на некоторое число последовательно включенных операционных блоков, каждый из которых специализирован на выполнении строго определенной части операции. При этом процессор работает таким образом: когда i-й операционный блок выполняет i-ю часть j-и операции, (i—1)-й операционный блок выполняет (i—1)-ю часть (j+1)-й операции,

| Этап | . | ||||
| СП | а1b1 | а2b2 | a3b3 | а4b4 | а5b5 |
| ВП | а1b1 | a2b2 | a3b3 | а4b4 | а5b5 |
| СМ | а1b1 | a2b2 | a3b3 | а4b4 | а5b5 |
| HP | c1 | с2 | c3 | c4 | c5 |
Рис. 1. Структурная схема и временная диаграмма конвейера операции.
а (i+l)-й операционный блок выполняет (i+1)-ю часть (j—1)-й операции. В результате образуется своего рода конвейер обработки, который хорошо может быть проиллюстрирован следующим простым примером.
Операцию сложения двух чисел с плавающей запятой А´2 х +B´2 y =C´2 xvy можно разделить на четыре последовательно исполняемых этапа, или шага: сравнение порядков (СП); выравнивание порядков — сдвиг мантиссы с меньшим порядком для выравнивания с мантиссой с большим порядком (ВП); сложение мантисс (СМ); нормализация результата (HP). В соответствии с этим в составе процессора предусмотрены четыре операционных блока, соединенных последовательно и реализующих четыре вышеперечисленных шага операции сложения: блоки СП, ВП, СМ и HP (рис. 1). Примем, что время выполнения каждого шага равно соответственно 60, 100, 140, 100 нс. Таким образом, операция сложения будет выполняться последовательностью операционных блоков за время 400 нс.
Далее предположим, что возникает задача сложения двух векторов А и В, содержащих по п элементов с плавающей запятой. Очевидно, для решения этой задачи потребуется многократно сложить пары чисел.
Выполним эти операции на процессоре, организовав обработку данных следующим образом. После того как блок СП выполнит свою часть операции над первой парой операндов, он передает результат в следующий блок — ВП, а в блок СП будет загружена очередная пара операндов. На следующем шаге блок ВП передаст результат выполнения своей части операции в блок СМ и начнет обрабатывать вторую пару операндов и т. д. Для того чтобы не создавались очереди операндов на обработку, примем, что время выполнения каждого из этих этапов одинаково и равно максимальному значению т=140 нс. В результате получим конвейер из четырех операционных блоков. Первый результат на выходе конвейера будет получен через 140 Х 4 = 560 нс, т. е. несколько позже, чем если бы время выполнения всех этапов не выравнивалось. Однако все последующие результаты будут выдаваться через каждые 140 нс.
На рис. 1 представлена временная диаграмма процесса. Общее время сложения двух векторов с помощью описанного конвейера Тк= (п+т— 1)т, где т—число операционных блоков. Если бы конвейер не использовался, то это время было бы равно T0 = n S ti, где ti —время выполнения i-ro этапа обработки. Если применить конвейерную обработку к векторам, состоящим из 25 элементов, то получим Тк= (25+4—1) • 140=3920 нс, T0 =25 • 400=10000 нс.
Нетрудно заметить, что чем длиннее цепочка данных и чем на большее число этапов (а следовательно, и операционных блоков) разбивается операция (при той же длительности ее выполнения), тем больший эффект от использования конвейера может быть получен.
В приведенном выше примере было рассмотрено конвейерное выполнение арифметических операций, но идея конвейера может быть распространена и на выполнение команд. Следует отметить, что конвейер команд применяется в ЭВМ уже давно. При этом цикл выполнения команды разбивается на ряд этапов, например формирование адреса команды, выборка команды из памяти, расшифровка кода операции, формирование адреса операнда, выборка операнда из памяти, выполнение арифметической или логической операции и запись результата в память. В устройстве управления предусматриваются блоки, которые независимо друг от друга и параллельно могут выполнять указанные этапы.
Таким образом, если в конвейере арифметических операций происходит параллельная обработка т пар операндов, то в конвейере команд происходит совмещение во время выполнения S операций (S— число этапов, на которое разбито выполнение команды), что позволяет существенно увеличить производительность такой конвейерной системы.
Разумеется, в вычислительных системах можно одновременно использовать и конвейер команд, и конвейер арифметических операций, и даже несколько параллельно работающих конвейеров команд и арифметических операций. В последнем случае может быть получена очень высокая производительность системы.
Четвертое направление развития параллельной обработки — параллелизм уровня команд — эффективно реализуется суперскалярными процессорами, подробно рассмотренными в другом вопросе.
К понятию уровня параллелизма тесно примыкает понятие гранулярности. Это мера отношения объема вычислений, выполненных в параллельной задаче, к объему коммуникаций (для обмена сообщениями). Степень гранулярности варьируется от мелкозернистой до крупнозернистой. Определим понятия крупнозернистого (coarse grained), среднезернистого (medium grained) и мелкозернистого (fine grained) параллелизма.
Крупнозернистый параллелизм: каждое параллельное вычисление достаточно независимо от остальных, причем требуется относительно редкий обмен информацией между отдельными вычислениями. Единицами распараллеливания являются большие и независимые программы, включающие тысячи команд. Этот уровень параллелизма обеспечивается операционной системой.
Среднезернистый параллелизм: единицами распараллеливания являются вызываемые процедуры, включающие в себя сотни команд. Обычно организуется как программистом, так и компилятором.
Мелкозернистый параллелизм: каждое параллельное вычисление достаточно мало и элементарно, составляется из десятков команд. Обычно распараллеливаемыми единицами являются элементы выражения или отдельные итерации цикла, имеющие небольшие зависимости по данным. Сам термин «мелкозернистый параллелизм» говорит о простоте и быстроте любого вычислительного действия. Характерная особенность мелкозернистого параллелизма заключается в приблизительном равенстве интенсивности вычислений и обмена данными. Этот уровень параллелизма часто используется распараллеливающим (векторизирующим) компилятором.
Эффективное параллельное исполнение требует искусного баланса между степенью гранулярности программ и величиной коммуникационной задержки, возникающей между разными гранулами. В частности, если коммуникационная задержка минимальна, то наилучшую производительность обещает мелкоструктурное разбиение программы. Это тот случай, когда действует параллелизм данных. Если коммуникационная задержка велика (как в слабосвязанных системах), предпочтительней крупнозернистое разбиение программ.
Источник



