
Виды движения предметов труда по операциям.
Под видом движения понимается способ передачи предметов труда в процессе обработки с предыдущих операций на последующую.
Существуют три вида движения партии деталей по операциям технологического процесса:
1) Последовательный вид движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. Продолжительность технологического цикла обработки партии деталей определяется по формуле на основе графика.
 ,
,
где n — число деталей в обрабатываемой партии, шт.;
t — штучное время на i-й операции, мин;
т — число операций в технологическом процессе;
с — число станков на операции, шт.
График последовательного вида движения
| Опера-ция |  , ч , ч |  , ч , ч | Ось времени в часах (минутах) |
 |  |  | |
 |  | ||
 |  | ||
 |  |
Производственный цикл всегда продолжительнее технологического цикла, так как кроме выполнения технологических операций в него включается время на выполнение контрольных и транспортныхопераций, время, затрачиваемое на естественные процессы, и время различных перерывов.
Однако на практике не все виды затрат времени из-за их незначительной величины учитываются при расчете продолжительности производственного цикла.
Преимуществомпоследовательного движения партии деталей является простота его организации.
Недостатки:продолжительность технологического (производственного) цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей, т.е. каждая деталь партии, за исключением первой и последней, пролеживаетна каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали в партии.
Применяется преимущественно в единичном и мелкосерийном производствах.
2) Параллельный вид движения заключается в том, что не большие передаточные партии или отдельные штуки передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей. Партия разделяется на небольшие передаточные партии транспортные партии Р или штуки, при этом обработка ведется на всех операциях технологического процесса без перерывов, т.е. без пролеживания, но при параллельной обработке партии деталей на операции, длительность которых меньше самой продолжительной, возникают простоирабочих мест.
Общая длительность технологического цикла обработки партии деталей по всем операциям определяется:
 ,
,
где р- передаточная партия, шт.
Правило построения производственного цикла при параллельном виде движения:
1. Сначала строится технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними.
2. На самой продолжительной операции строится цикл проведения работ по всей партии n без перерывов.
3. Для всех остальных транспортных партий (деталей), кроме первой, достраиваются операционные циклы по всем операциям, кроме самой продолжительной.
График параллельного вида движения
| Операция | ti, ч | ti, / ci, ч | Ось времени в часах (минутах) |
| t1 | t1 / c1 |  | |
| t2 | t2 / c2 | ||
| t3 | t3 / c3 | ||
| t4 | t4 / c4 |
Недостатки: пролёживание деталей внутри транспортной партии.
Преимущество –обеспечивает наименьшую продолжительность технологического цикла и особенно, если процесс синхронизированный, а также равномерную загрузку рабочих и оборудования и высокую производительность труда.
Данный вид движения применяется в серийном и массово-поточном производствах.
3) Параллельно-последовательный вид движения заключается в том, что на каждом рабочем месте работа ведется без перерывов, но обработка 1ой детали на последующей операции начинается раньше, чем будет закончена обработка последней детали на предыдущей операции, т.е. смежные операции выполняются в течение некоторого времени параллельно. Вся партия п-деталей передаётся транспортными партиями или поштучно.
Длительность технологического циклапри параллельно-последовательном виде движения:

При построении графика возможны 2 варианта сочетания смежных операций:
1) последующая операция длиннее предыдущей, т.е. обработка 1ой детали на последующей операции может быть начата сразу же после обработки ее на предыдущей операции.
2) последующая операция короче предыдущей, начало обработки первой детали на последующей операции устанавливается таким образом, чтобы к моменту окончания обработки последней детали партии на предыдущей операции на последующей были обработаны все детали этой партии, кроме последней.
График параллельно-последовательного вида движения
| Операция | , ч |  , ч , ч | Ось времени в часах (минутах) |
| | |  | |
| | | ||
| | | ||
| | |
Преимущества:значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения. Позволяет вести работу большими партиями и при большой трудоемкости изготовления деталей.
Широко используется в серийном и крупносерийном производстве.
Недостатки:сложность предварительных расчетов.
При изготовлении сложной продукции в производственный цикл включается также время сборки изделия, регулировки, обкатки, испытания, приёмки. Для определения общего производственного цикла изготовления продукции и взаимной увязки во времени отдельных его элементов разрабатывается цикловой график.
Отдельные детали и узлы могут изготавливаться параллельно. Длительность цикла изготовления продукции определяется временем изготовления и сборки ведущей (наиболее трудоёмкой) деталии временем последующих работ по изготовлению продукции. Цикловой графикдаёт возможность определитьсрок запуска деталей в производство.
Источник
Параллельно последовательный способ движения предметов труда
Различают последовательный, параллельный и смешанный (пли последовательно-параллельный) виды движения предмета труда в пространстве. [c.60]
Существует два основных вида движения предмета труда в процессе производства последовательное и параллельное. Сочетание этих видов движения называется параллельно-последовательным движением. Разберем эти виды движения предмета труда на примерах (рис. 2.1). [c.25]
Производственный цикл во многом зависит от способа передачи детали (изделия) с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный, параллельно-последовательный. [c.118]
Иногда координация работы комплекса технологических операций может заключаться в изменении порядка операций, т. е. их последовательности, что, как видно из примера на рис. 3-9, имеет особенно существенное значение при использовании параллельно-последовательной организации движения предметов труда в производственном процессе. [c.50]
Как и параллельно-последовательная организация движения предметов труда, минимально-прерывная организация представляет собой смешанную форму. В ней есть элементы параллельной [c.54]
Для определения продолжительности цикла при параллельном и параллельно-последовательном движении предметов труда в производстве в формуле (1) введен коэффициент параллельности, величина которого определяется отношением длительности цикла обработки при параллельном или параллельно-последовательном движении к его продолжительности при последовательном движении и колеблется от 0,4 до 0,9. [c.21]
При расчете общей длительности производственного цикла следует иметь в виду, что наиболее рациональным в серийном производстве является параллельно-последовательное движение предметов труда. Однако если за рабочим местом закрепляется большое число операций, очень трудно увязать в календарном плане сроки перехода партии деталей с одного рабочего места на другое. При переходе на рабочее место с большим числом операций партия деталей пролеживает в ожидании освобождения станка. В результате этого параллельно-последовательное движение операций превращается в последовательное. [c.42]
При последовательным виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинством этого метода является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно/При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Производственный цикл больше по сравнению с параллельным, но меньше, чем при последовательном движении предметов труда. [c.88]
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции независимо от того, что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса. [c.64]
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего — параллельно-последовательного вида движения предметов труда. [c.65]
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев. [c.66]
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций [c.66]
| Рис. 3.6. График параллельно-последовательного движения предметов труда | 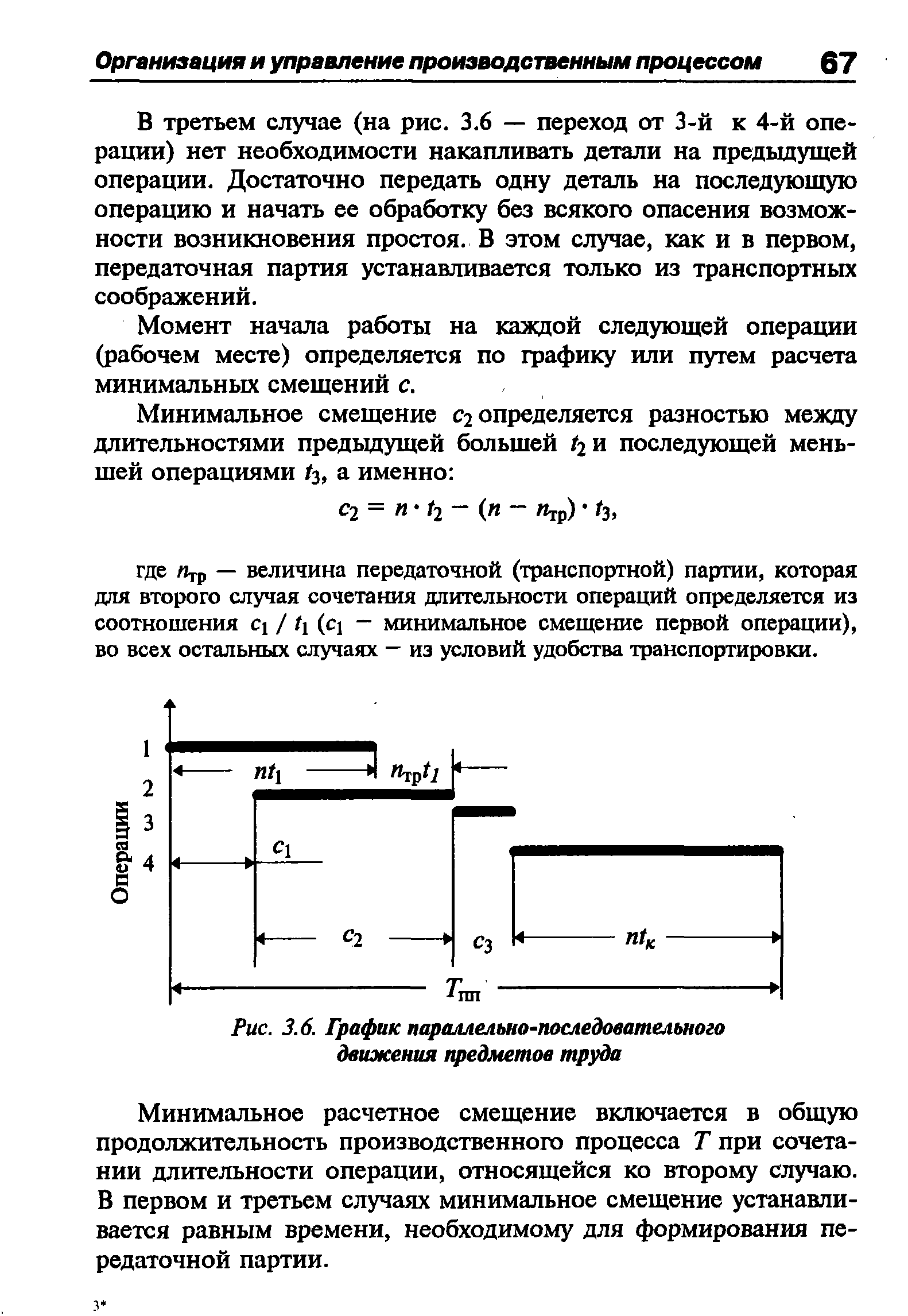 |
Определяя общую продолжительность производственного процесса при параллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес [c.68]
У В производственном процессе существуют три вида движения предметов труда последовательный, параллельный, параллельно-последовательный. [c.112]
Чем выше степень параллельности процесса, тем короче производственный цикл. Для характеристики степени параллельности процесса рассчитывают коэффициент параллельности как отношение длительности цикла при параллельном движении предмета труда ( ц. п) или последовательно-параллельном ( ц. Пп) к продолжительности цикла при последовательной организации его движения (/ц. пос). В нашем примере эти коэффициенты составят следующие величины [c.90]
Процесс производства машин состоит из отдельных процессов изготовления деталей, входящих в машину. Длительность производственного цикла детали зависит, в частности, от способа передачи партии обрабатываемых деталей с одного рабочего места на последующее, т. е. от вида движения предметов труда в производственном процессе. Применяют различные виды движения предметов труда в производственном процессе. Существуют три вида движения 1) последовательное 2) параллельно-последовательное 3) параллельное. [c.58]
Определить (аналитически и графически) длительность цикла при последовательном, параллельном и смешанном движении предмета труда в процессе производства и его сокращение при смешанном движении, если продолжительность самой длинной операции сократится на 3 мин. [c.15]
Длительность технологического цикла при параллельно-последовательном движении предметов труда определяется по формуле [c.5]
Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле (1.3) [c.6]
Построение графика длительности производственного цикла при параллельно-последовательном движении предметов труда показано на рис. 1.6. При построении графика необходимо соблюдать следующие правила [c.9]
| Рис. 1.6. График длительности производственного цикла при параллельно-последовательном движении предметов труда | 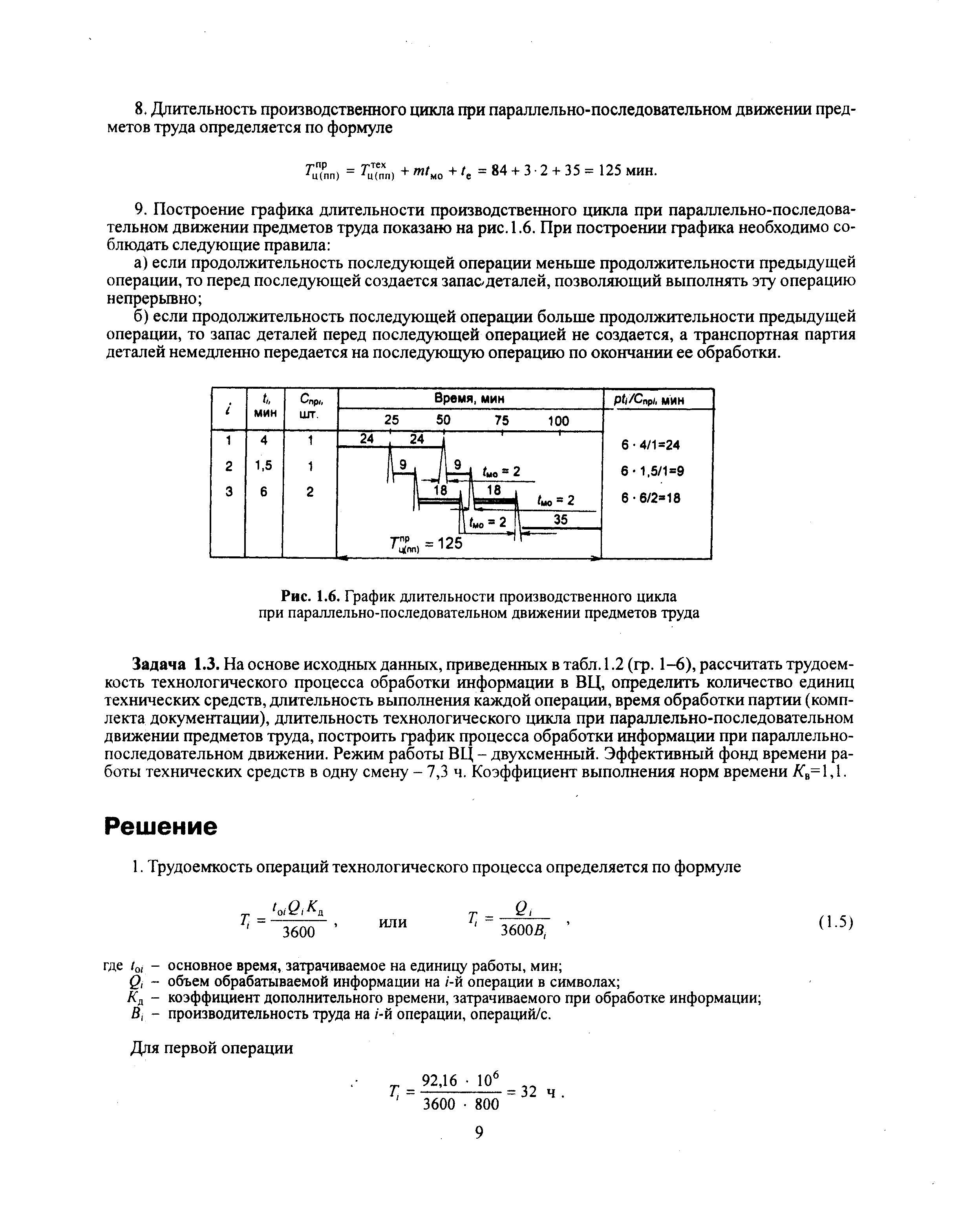 |
Задача 1.3. На основе исходных данных, приведенных в табл. 1.2 (гр. 1-6), рассчитать трудоемкость технологического процесса обработки информации в ВЦ, определить количество единиц технических средств, длительность выполнения каждой операции, время обработки партии (комплекта документации), длительность технологического цикла при параллельно-последовательном движении предметов труда, построить график процесса обработки информации при параллельно-последовательном движении. Режим работы ВЦ — двухсменный. Эффективный фонд времени работы технических средств в одну смену — 7,3 ч. Коэффициент выполнения норм времени Кв=1,. [c.9]
ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНОЕ ДВИЖЕНИЕ ПРЕДМЕТОВ ТРУДА — порядок передачи одинаковых предметов труда в многооперационном процессе произ-ва, при к-ром их обработку на последующей операции начинают до окончания предыдущей, обеспечивая возможность выполнения каждой последующей операции без перерывов с тем, чтобы избежать простоев на рабочих местах. [c.158]
| Рис. 2. Сочетание операций при параллельно-последовательном движении предметов труда. | 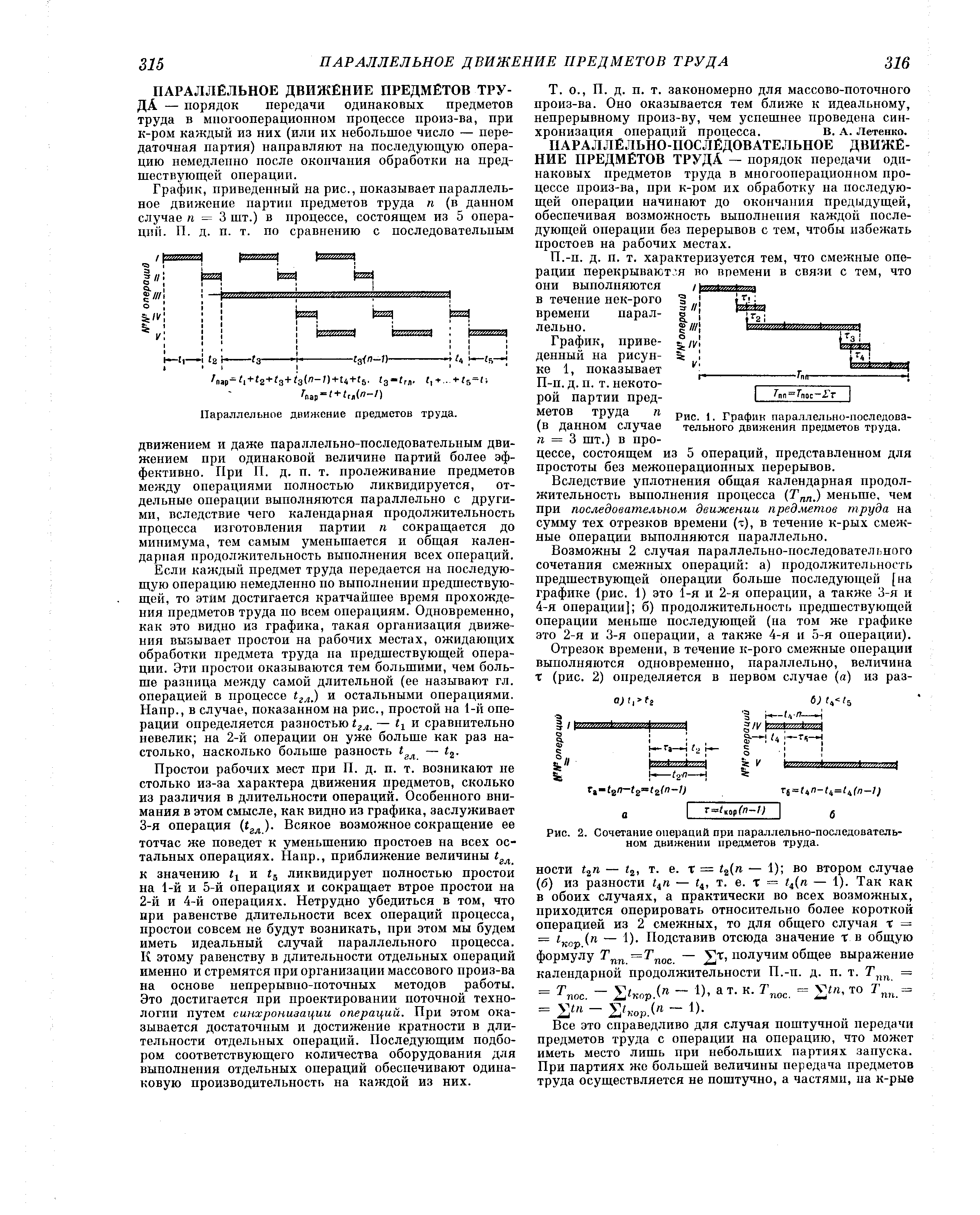 |
П. ц. процесса с параллельно-последовательным движением предметов труда имеет ряд особенностей. Они заключаются в том, что сокращение времени более длительных операций не только не уменьшает, а наоборот, увеличивает общую длительность П. ц. Увеличение длительности меньших операций путем их объединения, т. е. выравнивание операционного времени, приводит к сокращению длительности П. ц. Такие же результаты достигаются объединением нескольких операций с малым временем при условии, что каждая из этих укрупненных операций будет меньше времени главной операции (1гл), под к-рой подразумевается самая длительная операция, имевшаяся в данном процессе до объединения меньших операций. Сочетание операций, выполняемых до главной операции и имеющих одинаковые или возрастающие длительности, а после главной операции — одинаковую или убывающую продолжительность, приводит длительность П. ц. при параллельно-последовательном движении к равенству с П. ц. при параллельном движении. Отсюда следует, что величина П. ц. определяется не суммой времени отдельных операций, а соотношением их длительностей и степенью параллельности их выполнения. Поэтому основным организационным мероприятием по сокращению длительности П. ц. является увеличение коэффициента параллельности сочетания операций при наибольшей синхронизации операций производственного процесса. [c.352]
При параллельно-последовательном движении предметов труда длительность П. ц. каждого изделия будет различной в зависимости от порядкового номера его (а) в той серии (партии), в составе к-рой это изделие изготовляется [c.352]
Пространственная планировка оборудования должна соответствовать общим требованиям цепного. Рабочие места, обслуживаемые рабочими-совместителями, по возможности следует располагать вблизи друг от друга. Применять конвейеры на прямоточных линиях, как правило, нецелесообразно, здесь широко используют различные гравитационные транспортные средства (рольганги, скаты), а также оборудование циклического действия (электрокары, монорельсы с тельферами и т.п.). Движение предметов труда по операциям — параллельно-последовательное с поштучной или партионной передачей. [c.26]
Организация производственного процесса партиями предусматривает использование последовательно-параллельного вида движений предметов труда. При механизации и автоматизации производства чаще всего применяют последовательно-параллельный вид движений, так как он обеспечивает такое частичное совмещение времени выполнения смежных операций, при котором вся изготавливаемая партия деталей проходит через каждую операцию без каких-либо перерывов. Детали с операции на операцию передаются поштучно или небольшими транспортными партиями. Оборудование работает непрерывно, может работать в автоматическом режиме. [c.130]
Как было отмечено выше, единичному производству соответствует технологическая форма организации с последовательной передачей Предметов труда с операции на операцию серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда и, наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию. [c.65]
При параллельном движении предмет труда немедленно передается с одной операции на другую. Для нашего примера длительность цикла процесса равна 62 мин вместо 104 мин для последовательного движения (рис. 2.1). Цикл процесса сокращен на 40 %. Отмеченные на графике для параллельного движения паузы (перерывы) в работе на 1-й и 2-й операциях объясняются тем, что продолжительность цикла в основном определяется наиболее продолжительной операцией tmfix. Для параллельного вида движения длительность цикла определяется по формуле [c.25]
Достоинством последовательного вида движения предметов труда является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность высокой их загрузки в течение смены, но производственный цикл при этом виде движения наибольший, что отрицательно влияет на технико-экономические показатели работы цехов и предприятия. Параллельный вид движения предметов труда яиляется наиболее эффективным, но возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочего. Параллельно-последовательный вид движения предметов труда обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном виде движения предметов труда. [c.118]
В литер атуре по организации и планированию производства довольно широко представлена характеристика и математическая формулировка зависимостей для расчета времени изготовления партии предметов труда при так называемых последовательном и параллельно-последовательном видах движения, которые являются лишь частными случаями прерывного вида движения предметов труда. Что же касается теоретического толкования прерывного движения как обобщенного вида организации производственного процесса во времени, сочетающего эти ч]астные случаи, то его в литературе нет. Между тем на практике часто можно наблюдать использование различных сочетаний последовательного и параллельно-последовательного видов движения в одном процессе изготовления одной партии предметов труда. [c.27]
Производственный цикл детали обычно называют простым, а изделия или сборочной единицы — сложным. Цикл может быть однооперационным и многооперационным. Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный и параллельно-последовательный. [c.88]
II сведение до минимума перерывов, вызванных межоперационным пролеживанием, и перерывов парти-онности за счет применения параллельно-последовательного метода движения предметов труда и улучшения системы планирования [c.91]
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т.д.). [c.66]
Совокупность всех стадий переработки сырья в готовую продукцию называется производственным циклом. Длительность производственного цикла характеризует продолжительность изготовления продукции от начальной стадии до конечной, уровень организации производства во времени и определяется способом передачи предмета труда с одной стадии на другую. Различают следующие виды движения предметов труда последовательный, параллельный и смешанный (последовательно-параллельный). [c.54]
КОНВЕЙЕРИЗАЦИЯ — механизация производственного процесса при помощи конвейеров — транспортирующих машин непрерывного или прерывистого пульсирующего действия—с целью создания поточного и по-точно-автоматич. произ-ва, обеспечения его непрерывности н ритмичности. Необходимость К. поточных и поточно-автоматмч. линий вытекает непосредственно из организации производственного процесса. В основе этой организации лежат свойственные поточному и поточно-автоыаткч. произ-ву прямоточность, непрерывность, параллельность, пропорциональность и ритмичность. Прямоточность сочетается с К., поскольку конвейер объединяет совокупность цехов или линий, участков, отдельных рабочих мест, расположенных в последовательности выполнения производственных операций. К. обеспечивает непрерывность движения предметов труда по всем операциям и стадиям, протекающим одна вслед за другой, не только в пространстве, но н во времени. К. успешно согласуется с параллельностью выполнения различных работ в рамках данной поточной линии, а также с пропорциональностью числа рабочих мест, обеспечивающих производительность на всех включенных в данную линию операциях. К. облегчает поддержание определенного производственного ритма, сущность к-рого заключается в строгом соблюдении установления длительности операции производственного процесса и техпологнч. оборудования с изготовлением в одинаковые отрезки времени одинаковых количеств продукции. Таким образом , действующее в комплексе и синхронно с другими рабочими машинами конвейерное оборудование no- [c.331]
Вследствие уплотнения общая календарная продолжительность выполнения процесса (TnnJ меньше, чем при последовательном движении предметов труда на сумму тех отрезков времени (т), в течение к-рых смежные операции выполняются параллельно. [c.158]
Для уменьшения и полной ликвидации этих проло-живапий и тем самым сокращения длительности производственного цикла во всех случаях, когда это возможно, необходимо переходить от последовательного к параллельно-последовательному движению предметов труда и, наконец, к параллельному движению предметов труда в произ-ве, а когда это по условиям произ-ва [c.289]
Источник



