
Металлографская печать
Глубокая металлографская печать — это способ печати, при котором элементы изображений углублены в печатной форме. При печати краска из форм переходит на бумагу и при высыхании образует выступающий над поверхностью бумаги красочный слой достаточно большой толщины, который легко почувствовать на ощупь. С помощью металлографской печати достигается высокая точность и четкость воспроизведения рисунка. Мельчайшие элементы изображений на купюрах выполняются именно этим способом.
На всех российских купюрах образца 1997 года присутствуют изображения, выполненные металлографской печатью с повышенной рельефностью. Это надпись на лицевой стороне — «БИЛЕТ БАНКА РОССИИ» (в верхней части справа) и метка для людей с ослабленным зрением в виде кружков и прямоугольников. У свежеотпечатанных купюр указанные реквизиты легко воспринимаются на ощупь.


Микротекст на купюре 100 долл. США образца 1996 года,
линии и рисунка выполнены глубокой печатью
II. Исследование оттисков удостоверительных печатных форм, изготовленных по современным технологиям (лазерное гравирование по резине, фотополимерным способом, изготовлением резиновых печатных форм в матрицах, полученных фрезерованием).


На сегодняшний день наибольшее распространение получили такие технологии изготовление печатей:
— технология методом вулканизации резины
Для изготовления печати путем вулканизации предварительно изготавливается матрица с прямым углубленным изображением печатающих элементов, на специальных фрезеровальных станках. Резец формирует печатающие элементы формы. С готовой матрицы, как и в традиционной технологии, путем вулканизации резины получают резиновую удостоверительную печатную форму. В качестве материалов для матриц используют металлы и пластмассы. Установлено, что первые дают более качественное изображение, чем вторые.


Термопресс «сырая» резина
Технология изготовления лазерным гравированием. При изготовлении данного вида удостоверительной печатной формы применяется прямая технология, когда для выборки формного материала используется энергия мощного, тонко сфокусированного лазерного луча. В качестве формного материала используется специальная резина. Лазерный пучок, сфокусированный в пятно размером от единиц до сотен микрон, разогревает формный материал до температуры испарения или термического разложения. В результате в тех местах формы, где она была обработана лазерным пучком, материал удаляется с поверхности и образуются пробельные элементы. При этом одновременно создаются печатающие элементы. Никакая химическая или фотохимическая обработка формы не требуется.

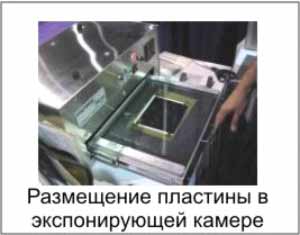
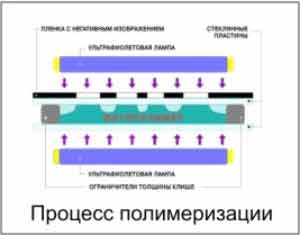
Фотополимерная технология – это изготовление печатей, штампов, факсимиле методом, основанным на свойстве фотополимера постепенно отвердевать по слоям под воздействием ультра-фиолетового освещения определенного спектра.
Метод изготовления печати из жидкого фотополимера.

| Создание макета |


| Монтаж изделия |

Печати, изготовленные при помощи флеш-технологии, имеют ряд немаловажных преимуществ.
На печатающей поверхности нет выступающих частей, которые могут изнашиваться и крошиться, не нужна штемпельная подушка. Количество оттисков, получаемых после одной заправки 5-8 тысяч, после чего печать можно снова неоднократно заправлять. Можно получить многоцветные печати.
Процесс изготовления включает 5 этапов:
1 Вывод оригинал-макета на лазерном принтере (позитив)
2 Монтаж заготовки на флэш-установке
4 Монтаж клише печати в оснастку
5 Наполнение печати чернилами
Этот метод позволяет изготавливать печати с более высокой степенью защиты от подделки.




Для флеш-технологии необходима термочувствительная пористая резина. В процессе изготовления печати некоторые поры резины запекают. На запекаемую поверхность накладывают специальную светочувствительную углеродную пленку.
Световая энергия лампы-вспышки преобразуется в тепловую энергию (70-75 С). При поглощении света лампы углеродная пленка нагревается и при контакте с поверхностью резины запекает ее поры. Находящиеся под изображением поры остаются открытыми. Затем заливаются чернила через специальное отверстие (щтуцер) в оснастку с припаянной или приклеенной печатью.
Для полного насыщения резины необходимо 1-2 часа. Если чернила нагреть до температуры 30-35 С, время заполнения можно значительно сократить. После насыщения чернилами печати или штампа, выход чернил, необходимых для заполнения, определяется из таблицы (для обыкновенной круглой печати диаметром 40-45 мм — 2-3 грамма).
При решении вопроса: «не одной ли и той же печатью нанесены оттиски?» необходимо определиться со способом изготовления печати (штампа), что бы знать в каком направлении вести исследования. Так как, определив способ изготовления печати можно будет целенаправленно искать, и изучать именно те признаки, которые характерны для конкретного способа.
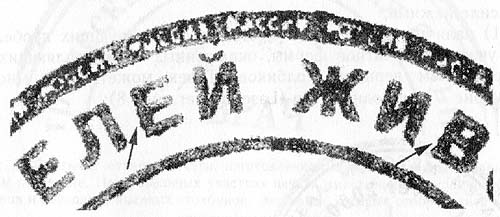
Если это печать, изготовленная традиционным способом, то эксперт прежде всего будет обращать внимание на взаимное размещение элементов оттиска: изучать их смещения по вертикали и горизонтали, положение по отношению к центру, деформацию букв и цифр и др.
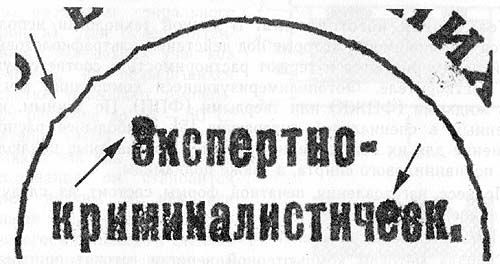
Фрагмент оттиска печати, изготовленной традиционным способом. Стрелками отмечены часто встречающиеся признаки данного вида удостоверительных печатных форм: «забитость» шрифта, деформация линий окружностей
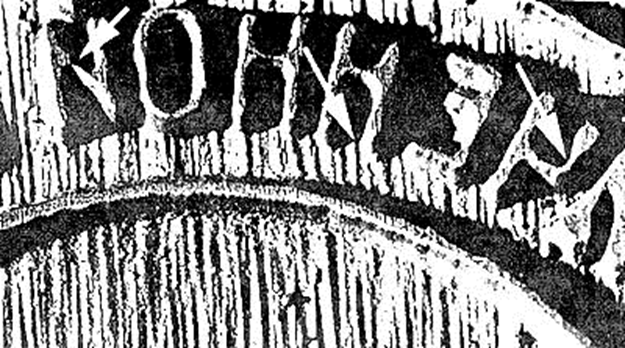
Если будет установлен способ лазерного гравирования, эксперт будет изучать разрывы в тонких штрихах, обращать внимание на отсутствие отдельных элементов, проверять устойчивость выявленных признаков (известно, например, что разрыв может произойти не от отсутствия элемента в печати; при определенных условиях элемент может полностью отобразиться), искать дефекты удостоверительной печатной формы, связанные с качеством использованной резины, и др.
Фрагмент оттиска печати, изготовленной прямым лазерным гравированием по резине. Стрелками показаны линии границы штрихов, имеющие пилообразную форму
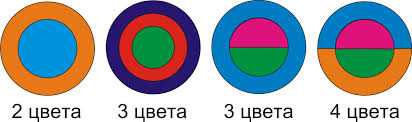
В случае изготовления печати (штампа) по фотополимерной технологии эксперт будет изучать особенности распределения штемпельной краски в штрихах, так как качество изготовления такой удостоверительной печатной формы может быть как очень высоким, так и низким. Наличие на поверхности печатающих элементов следов лопнувших пузырьков воздуха в полимерном слое может отобразиться в виде неокрашенных круглых пятнышек или в виде точки с неокрашенным кольцом. И очень существенным признаком будет наличие посторонних дополнительных небольших штрихов, примыкающих к печатным элементам. Не зная способа изготовления печати (штампа), эти признаки можно не заметить.
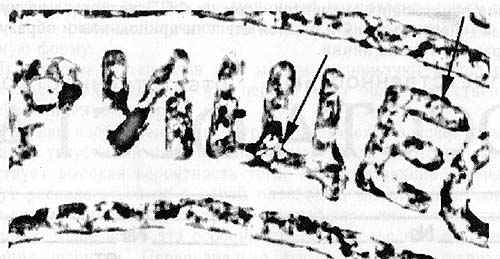
Стрелками показаны неокрашенные участки круглой формы и точки с неокрашенными вокруг них кольцами в которых отобразились особенности строения фотополимера
В оттисках резиновых печатей, полученных с матриц, изготовленных фрезерованием, обычно ищут разрывы в штрихах в местах их пересечения, обращают внимание на отсутствие элементов, особенности их строения (в связи с фрезерованием матрицы). Если будут обнаружены устойчивые различия, то можно говорить о разных печатях, а сходство не может исключить изготовления их с одной матрицы.
Важно при обнаружении и оценке признаков установить причину их возникновения. Например, круглые неокрашенные пятнышки появляются в любых штрихах, если используется штемпельная подушка из крупнопористого материала; признаки маскируются, если подушка обильно смочена краской; образуются новые, нехарактерные для данной печати признаки, если используется непроклеенная бумага или краска не густая.
Фрагмент печати, изготовленной прямым лазерным гравированием по резине с грубыми нарушениями технологических правил, что вызвало затруднение при определении способа ее изготовления. Стрелками показаны неровные края печатающих элементов, утончение, разрывы элементов, а также нагромождение на пробельных участках непараллельных линий различной ширины, являющихся следами обработки лазерным лучом
Таким образом, установив способ изготовления удостоверительной печатной формы, можно целенаправленно изучать другие признаки (зависит от задачи): удостовериться в их устойчивости, влиянии на них условий нанесения, воспроизвести эти условия (по возможности и с разрешения следователя), получив оттиски непосредственно на документе или подобной ему бумаге, запросив печати (штампы), не только изъятые у подозреваемого, но и подлинные.
Более полную информацию о структуре поверхности печатающих элементов и устойчивости отображения признаков можно получить, изучив их оттиски на мелованной бумаге.
Источник
Компью А рт
Максим Платонов, заместитель главного технолога издательско-полиграфического комплекса «Н. Т. ГРАФ», канд. техн. наук
Вот уже более ста лет основным средством защиты от подделок в полиграфии является металлографская печать (интаглио). Связано это с уникальными особенностями металлографского оттиска, не воспроизводимыми обычными способами печати.
Не последнюю роль в этом играет и то обстоятельство, что металлография вследствие высокой трудоемкости не представляет практического интереса для общей полиграфии. Как пишет Е.Л. Немировский, в XVIII веке офорт* (ручной аналог металлографии) был вытеснен торцевой гравюрой, которая, в свою очередь, уступила место литографии — дальней родственнице современного офсета. По данным современных авторов, в России существует всего одна типография, специализирующаяся на выпуске эксклюзивных книг по старинным технологиям, которая применяет в том числе
и офортную печать. В результате образовался некий вакуум информации о процессах металлографской печати. Естественным путем возник и режим секретности. Существуют и юридические ограничения. Так, в ряде стран, в том числе в России, действует запрет на использование машин металлографского способа печати.
Да и производители металлографских печатных машин требуют государственных гарантий при продаже такого оборудования. В этом нет ничего удивительного, потому что речь идет о безопасности банкнотного обращения в мире.
Металлографский способ печати появился в результате автоматизации процесса подачи краски на форму в офортной печати, и во многом работа соответствующих устройств имитирует ручные операции. Первоначально краски накатываются на форму, попадая как в углубленные печатные элементы, так и на пробелы. После этого осуществляется их истирание. При этом краска удаляется как с пробельных элементов, так и частично вытягивается из печатных. В результате в процессе печати требуется очень высокое давление для того, чтобы бумага сдеформировалась, вошла в штрих печатного элемента и соприкоснулась с краской. Это приводит к общеизвестной особенности металлографской печати — рельефности изображения, которая возникает главным образом за счет пластической деформации бумаги. К этому стоит также добавить высокую разрешающую способность металлографии как в негативной, так и в позитивной графике и высокую оптическую плотность изображения вследствие достаточно большой толщины красочного слоя. Этим особенности металлографского оттиска не ограничиваются.
Характерной чертой металлографской печати является частичный выход краски за пределы штриха ввиду высокого давления в зоне печати (эффект шприца или усатость). По разным оценкам, это давление составляет порядка 1 т/м2. Различные производители по-разному оценивают данный эффект. Одни считают его защитным признаком, другие — проявлением брака и пытаются его минимизировать (рис. 1 и 2).

Рис. 1. Эффект шприца (американский доллар)
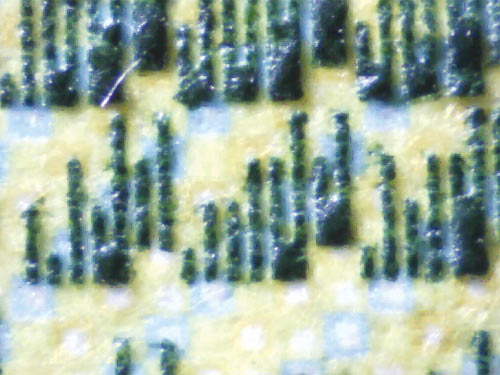
Рис. 2. Эффект шприца (швейцарский франк)
Другая особенность металлографского оттиска — просветление широкого печатного элемента. Данное явление связано с тем, что в процессе печати бумага деформируется, входит в печатный элемент и частично выдавливает краску от середины печатного элемента к его краям. В результате в центре этого элемента слой краски становится тоньше, а следовательно, его оптическая плотность понижается (рис. 3).

Рис. 3. Донный эффект
Еще одной особенностью металлографского оттиска является нестабильный выбор краски из печатного элемента. В процессе печати краска то накапливается в штрихе, то под действием тех или иных случайных факторов попадает на оттиск более толстым слоем. К данному эффекту отношение у мировых производителей также неоднозначное. Например, на азиатских банкнотах он выражен ярко (рис. 4).

Рис. 4. Неравномерный выбор краски
Разработчики дизайна купюр в той или иной степени используют вышеупомянутые особенности металлографского оттиска и создают рисунки, позволяющие их выявить. Например, на банкноте достоинством 5000 руб. применяется совмещение печатных и пробельных элементов (рис. 5), а также комбинация элементов с разной оптической плотностью. Однако говорить о принципиальной новизне не приходится.
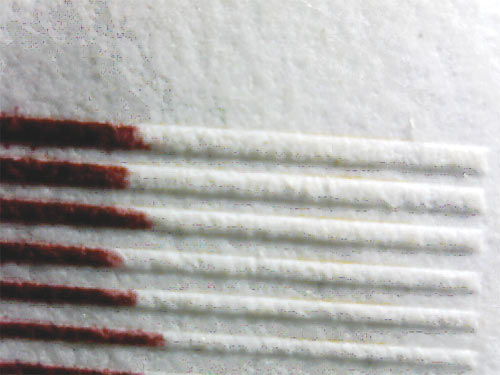
Рис. 5. Комбинация печатных и пробельных элементов

Рис. 6. Водорастворимая металлизированная краска
В последнее время существенным новшеством в металлографии стало использование красок типа OVI (оптически изменяемое изображение). Однако следует отметить, что данные краски могут быть нанесены на банкноту и другими способами печати, например трафаретом. Так произошло с тысячной купюрой. Поэтому в данной комбинации все уникальные особенности металлографии не задействуются.
В полиграфии широкое распространение получило конгревное тиснение фольгой. В ряде случаев при этом создаются динамические эффекты, возникающие за счет отражения света боковыми гранями конгревных элементов. Правда, ни о какой тонкой графике здесь говорить не приходится. Можно ли получить аналогичный эффект, используя металлографский способ печати с учетом его высокой разрешающей способности? Ответ — нет. Причиной этого является упомянутый выше процесс истирания краски с формы, который налагает на последнюю целый ряд ограничений, не позволяющих применять металлизированные краски. Тем не менее работы в данном направлении ведутся. Так, фирма «Гранит» (США) предлагает водорастворимые металлизированные краски для металлографии (рис. 6).
По всей видимости, эта краска имеет сложный состав, включающий маловязкое связующее, которое в момент печати быстро впитывается в бумагу, оставляя на поверхности металлизированные частички. При этом связующее пропитывает бумагу насквозь (рис. 7).
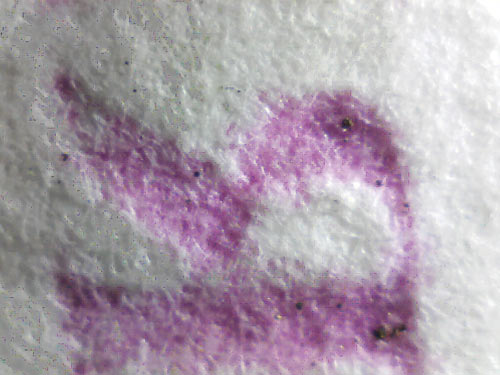
Рис. 7. Оборотная сторона при печати водорастворимыми красками фирмы «Гранит»
В связи с вышесказанным определенный интерес представляет рельефный способ печати Screentaglio (рис. 8 и 9). Собственно говоря, отнести данный способ печати к металлографии уже нельзя, так как в металлографии краска подается на форму сверху, а в рельефной печати — снизу, для чего имеются специальные краскоподающие каналы.
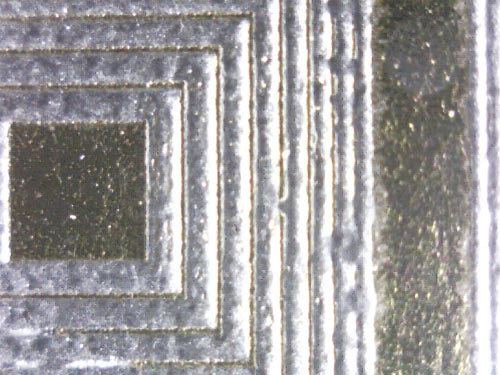
Рис. 8. Оттиск, выполненный металлизированной краской (серебро) рельефным способом печати
По сути, форма рельефной печати представляет собой комбинацию металлографской и трафаретной форм. Отсюда и название: Screen — трафарет, Intaglio — металлография. Таким образом, процесс истирания в рельефной печати отсутствует, поэтому она позволяет использовать более широкий спектр красок, включая металлизированные, что дает возможность создавать принципиально новые защитные признаки, легко видимые глазом.

Рис. 9. Оттиск, выполненный металлизированной краской (золото) рельефным способом печати
В заключение отметим, что рельефный способ печати повторяет многообразие защитных элементов металлографской печати, а в ряде случаев и дополняет их. Это, конечно, не означает, что завтра рельефная печать вытеснит металлографию — рынок защищенной полиграфии инерционен. В то же время нельзя игнорировать и новые возможности, которые открывает рельефная печать. Основной из них является использование более широкого спектра красок, в первую очередь металлизированных. За счет их блеска разного рода кипп-эффекты, которые сейчас выполняют на банкнотах роль скорее дополнительных признаков, могут стать легко видимыми и идентифицируемыми элементами защиты.
Стоит ли ожидать, что в ближайшие годы появится технология, которая вытеснит металлографию как базовый способ защиты банкнот и другой высокозащищенной продукции? Мы не можем заглянуть в будущее, однако если такое и произойдет, то новая технология должна не только обладать трудновоспроизводимыми защитными признаками, но и не привлекать к себе внимание других отраслей промышленности, а быть интересной только производителям защищенной полиграфической продукции.
* В данном случае термин используется в смысле печатного процесса.
Источник



