
- Особые способы ручной дуговой сварки
- Строительный справочник | материалы — конструкции — технологии
- Вы здесь
- Высокопроизводительные способы ручной дуговой сварки
- Виды ручной дуговой сварки. Высокопроизводительные способы ручной дуговой сварки
- Сварка с глубоким проплавлением
- Сварка пучком электродов
- Сварка трёхфазной дугой
- Сварка ванным способом
Особые способы ручной дуговой сварки
Для повышения производительности труда сварщика разработаны электроды, у которых в состав покрытия вводится железный порошок (до 40 % от массы покрытия), при этом коэффициент расплавления может увеличиться в 1,5. 2 раза и более. Однако такие электроды могут использоваться только для сварки в нижнем положении.
Значительное увеличение производительности можно получить при использовании электродов повышенного диаметра при одновременном увеличении силы сварочного тока. При сварке изделий большой толщины для швов в нижнем положении следует использовать электроды максимально возможных диаметров.
Сварка пучком электродов заключается в том, что 2. 4 электрода связывают в пучок и сваривают между собой торцы электродов, устанавливаемые в электрододержатель. При соприкосновении с изделием дуга возбуждается между одним из стержней пучка и по мере его оплавления переходит на соседний стержень, между концом которого и изделием окажется меньшее расстояние. В связи с тем что дуга горит поочередно между каждым стержнем пучка и изделием, нагрев стержней при данном токе будет меньше, чем при сварке одностержневым электродом при том же токе. Это позволяет при одинаковом диаметре стержней пучка и одинарного электрода применить большие токи при сварке пучком и увеличить производительность. При этом тепло дуги используется более рационально, так как во время горения дуги между изделием и одним из электродов другие подогреваются за счет излучения дуги. Однако все эти преимущества действительны только при сравнении со сваркой одним электродом того же диаметра, что и каждый электрод пучка. Если сравнение производить с электродом, имеющим площадь поперечного сечения, равную суммарной площади сечений пучка электродов, то преимущества окажутся на стороне сварки одинарным электродом.
Эффективность электродов большого диаметра используется при сварке лежачим электродом (рис. 1). Для этого в разделку стыкового или в угол таврового соединения укладывают электрод 1 длиной 500. 1200 мм с толстой обмазкой 2. На него накладывают массивный медный брусок 4 с продольной канавкой для электрода. Между электродом и бруском можно проложить полоску бумаги 3. Деталь и электрод подключают к полюсам источника тока. Угольным стержнем 5 зажигают дугу, которая уходит под брусок 4, становясь невидимой, и двигается вдоль стыка, расплавляя электрод и свариваемые кромки. Образуется сварной шов. Сварку лежачим электродом выгодно применять в труднодоступных местах и при большом количестве длинных швов на изделии.
Другой способ повышения производительности — сварка наклонным электродом (рис. 2). Электрод 1 с толстой обмазкой закрепляют в зажиме с обоймой 2, которая под действием собственной массы может перемещаться по стойке 3 до упора 4. После зажигания дуги электрод плавится, обойма 2 опускается по стойке 3, электрод перемещается, сохраняя постоянный угол наклона α к поверхности изделия (см. рис. 2, а). Можно сваривать наклонным электродом с переменным углом α (см. рис. 2, б). В этом случае электрод 1 устанавливают в оправке 5, соединенной со стойкой 3 шарниром 6. Укорачиваясь при сварке, электрод поворачивается, конец электрода перемещается по свариваемому изделию. В обоих вариантах электрод в процессе сварки опирается на изделие перед сварочной ванной и стержень электрода изолируется от изделия выступающим краем обмазки — козырьком. На этом же основан способ ручной сварки с опиранием электрода (см. рис. 2, в), который можно считать разновидностью сварки наклонным электродом. При этом способе электрод располагают углом вперед, угол наклона берут несколько меньше обычного, а силу тока — максимальную для выбранного диаметра электрода. Дуга горит внутри чехольчика из обмазки и заглубляется в основной металл. Уменьшается разбрызгивание, улучшается защита шва.

Рис. 1. Схема сварки лежачим электродом:
1 — электрод; 2 — обмазка; 3 — полоска бумаги; 4 — брусок; 5 — угольный стержень
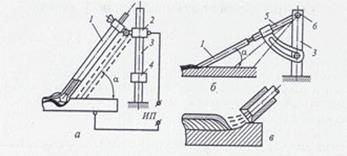
Рис. 2. Схема сварки наклонным электродом:
а — с постоянным углом наклона; б — с переменным углом наклона;
в — ручная сварка с опиранием электрода; 1 — электрод; 2 — обойма;
3 — стойка; 4 — упор; 5 — оправка; 6 — шарнир
Для соединения стержневых изделий (стержней арматуры железобетонных конструкций, рельсов) используется ванный способ сварки, сущность которого состоит в том, что стык помещается в специальную форму-скобку из стали, меди или керамики с зазором между торцами стержней 12. 25 мм в зависимости от их диаметра. Сварку начинают в нижней части формы, причем в течение всего времени ванну металла поддерживают в жидком состоянии, для чего смену электродов производят быстро. Сварку ведут до заполнения металлом всей формы несколько выше поверхности стержней.
Источник
Строительный справочник | материалы — конструкции — технологии
Вы здесь
Высокопроизводительные способы ручной дуговой сварки
Чтобы облегчить труд сварщика и повысить производительность труда в промышленности, применяют различные высокопроизводительные способы сварки:
Сварка пучком электродов . Принцип этого способа состоит в том, что два или несколько электродов соединяют в пучок (в двух-трех местах, контактные концы сваривают друг с другом), которым при помощи обычного электрододержателя ведут сварку. При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренним теплом будет меньше, чем при сварке одностержневым электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом такого же диаметра. А это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проваром . Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем, чем обычно, позволяют сконцентрировать поток тепла сварочной дуги, повысить ее проплавляющее действие — увеличить глубину расплавления основного металла. Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрытия на основной металл. Этот способ применяют в основном при сварке угловых и тавровых соединений.
Сварка наклонным электродом . При данном способе сварки оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
Сварка лежачим электродом . Сущность этого способа заключается в том, что электрод с качественным покрытием укладывается в разделку шва. Длина дуги в процессе горения равна толщине слоя покрытия. Для сварки лежачим электродом используют электроды диаметром 6—10 мм, длину которых подбирают равной длине шва, но не более 800— 1000 мм. Для удержания уложенного электрода в разделке, а также для изоляции и защиты дуги применяют медные накладки.
Сварка электродами больших диаметров . Для сварки этим способом применяют электроды диаметром 8, 10, 12 мм (при величине тока 350, 450 и 600 А). Сварка электродами больших диаметров имеет следующие недостатки:
- большая масса электрододержателя с электродом приводит к быстрой утомляемости сварщика;
- электродами больших диаметров трудно выполнять сварку в узких местах;
- при сварке электродами больших диаметров возникает значительное магнитное дутье.
Ванная сварка . Сварка широко применяется при соединении стержней арматуры железобетонных конструкций, железнодорожных рельсов и т. д. Ее выполняют одним или несколькими электродами.
Чаще всего применяют электроды УОНИ-13/55У и УОНИ-13/85У при повышенной величине тока, что обеспечивает разогрев свариваемых элементов для создания большой ванны жидкого металла. Ванну жидкого металла удерживают специальной формой. Сварку начинают в нижней части формы в зазоре между торцами стержней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавлямый металл все время должен находиться в жидком состоянии, поэтому электроды следует менять как можно быстрее. Когда уровень жидкого металла будет находиться выше середины сечения стержней, тепловое действие дуги уменьшают, для чего ее направляют в среднюю часть ванны. Для получения прочного сварного шва его выполняют с усилением; уровень шва должен быть выше поверхности стержней.
В конце процесса сварки для ускорения охлаждения ванны периодически прерывают дугу. Для экономии металла применяют разъемные формы, изготовленные из меди или керамики.
Сварка трехфазной дугой . Сущность способа состоит в следующем: в держатель, имеющий два токоподвода, закрепляют электрод, представляющий собой два электродных стержня в общем слое покрытия или два обычных электродных стержня с качественным покрытием. Через токопроводы в держателе к электродным стержням подводят две фазы сварочной цепи. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием.
Сварку трехфазной дугой применяют при изготовлении конструкций, требующих значительного объема наплавленного металла, при наплавке твердых сплавов, исправлении дефектов в стальном литье, при сварке соединений, требующих глубокого проплавления, и при сварке ванным способом стальной арматуры диаметром 60—120 мм.
Сущность способа заключается в том, что электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь металл его стержня. Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10—15% сократить расходы сварочных материалов.
Безогарковая сварка . Недостатком этого способа сварки является некоторое ухудшение условий манипулирования электродом и перегрев электрододержателя.
Источник
Виды ручной дуговой сварки. Высокопроизводительные способы ручной дуговой сварки
Сварка с глубоким проплавлением
.jpg) Высокопроизводительный способ ручной дуговой сварки с глубоким проплавлением также часто называют «сварка методом опирания». Схема данного вида ручной дуговой сварки показана на рисунке слева.
Высокопроизводительный способ ручной дуговой сварки с глубоким проплавлением также часто называют «сварка методом опирания». Схема данного вида ручной дуговой сварки показана на рисунке слева.
Для того, чтобы обеспечить большую глубину проплавления, электроды для ручной дуговой сварки (поз.4 на рисунке) должны быть с утолщённым покрытием. При использовании таких электродов, металлический стержень плавится быстрее защитного покрытия, в результате чего на конце электрода получается своеобразный «футляр». Опираясь этим «футляром» на свариваемый металл (поз.5 на рисунке), электрод перемещают вдоль разделки кромок, не совершая, при этом, поперечных перемещений.
В результате, электродный металл сплавляется с основным металлом, образуя сварной шов (поз.2 на рисунке). Образовавшийся шлак (поз.1 на рисунке) остаётся на поверхности шва. Если требуется получить узкий сварной шов, то необходимо сильнее нажимать на электрод в направлении сварки. Если же требуется выполнить широкие швы, то нажим на электрод рекомендуется ослабить.
Данный способ сварки позволяет увеличить производительность за счёт уменьшения объёма наплавляемого металла. Короткая электрическая дуга и высокая концентрация теплоты в зоне сварки позволяют гораздо глубже проплавить основной металл. В закрытой «футляром» зоне сварки (поз.3 на рисунке), разбрызгивания металла почти нет и его угар сведён к минимуму. При выборе режимов ручной дуговой сварки с глубоким проплавлением, возможно увеличение силы тока на 40-60% от номинальной.
Такой вид сварки хорошо подходит при сварке угловых швов, тавровых соединений, при сварке швов в нижнем положении, или «в лодочку» и позволяет повысить производительность до 70% от обычной. Наиболее распространённым электродом для ручной дуговой сварки глубоким проплавлением является электрод марки ЦМ-7с. Применяются, также, электроды марок МЭЗ-04, но они не так эффективны. Такой способ сварки несложно освоить даже сварщику с невысокой квалификацией.
Сварка пучком электродов
.jpg) Сущность процесса сварки пучком электродов состоит в том, что несколько электродов с защитным покрытием закрепляют друг с другом тонкой проволокой в трёх местах. Оголённые от покрытия концы электродов скрепляют между собой сварочными прихватками. Схема сварки показана на рисунке:
Сущность процесса сварки пучком электродов состоит в том, что несколько электродов с защитным покрытием закрепляют друг с другом тонкой проволокой в трёх местах. Оголённые от покрытия концы электродов скрепляют между собой сварочными прихватками. Схема сварки показана на рисунке:
Сварочный ток подводят одновременно ко всем электродам. Возбуждение дуги происходит на том электроде, который находится ближе всего к свариваемому металлу. В процессе сварки электрическая дуга переходит от одного электрода к другому. Использование такого способа ручной дуговой сварки позволяет избежать большого нагрева электродов, поэтому, появляется возможность устанавливать большую силу тока.
К примеру, если используются три электрода диаметром 3мм, то силу сварочного тока устанавливают 300А. Потери на угар и разбрызгивание металла не увеличиваются. Такой способ сварки позволяет увеличить производительность сварочных работ на 50-100%. Из-за постоянного подогревания электродов, коэффициент их наплавки увеличивается. Недостаток такого способа сварки состоит в том, что не получается проварить корень сварного шва из-за большого размера пучка электродов. Поэтому, для провара корня шва используют тонкий электрод, а затем, заплавляют шов пучком электродов.
Сварка трёхфазной дугой
.jpg) Сварка трёхфазной дугой производится двумя электродами (схема б) на рисунке). При этом электроды изолированы друг от друга. К держателю электродов подаются две фазы источника тока. Третья фаза подаётся на свариваемый металл. Одновременно зажигаются и горят три дуги: между каждым электродом и изделием и между самими электродами.
Сварка трёхфазной дугой производится двумя электродами (схема б) на рисунке). При этом электроды изолированы друг от друга. К держателю электродов подаются две фазы источника тока. Третья фаза подаётся на свариваемый металл. Одновременно зажигаются и горят три дуги: между каждым электродом и изделием и между самими электродами.
Схемы ручной дуговой сварки трёхфазной дугой представлены на рисунке. Они обеспечивают более устойчивое горение дуги, улучшают коэффициент использования теплоты дуги и дают возможность уменьшить напряжение холостого хода. Для такого вида сварки применяют электроды марок ЦМ-7, ОММ-5, УОНИ-13.
Существуют и другие разновидности сварки трёхфазной дугой: сварка двумя отдельными электрододержателями (схема б) на рисунке), или сварка одним электрододержателем, в то время, как второй электрод уложен вдоль разделки шва и изолирован от свариваемого металла (схема в) на рисунке). А также схема сварки пучком электродов, из которых сварочный ток подводится только к двум. Остальные электроды холостые, т.е. не входят в состав цепи плавятся от теплоты дуги.
Данный способ применяется как при сварке в нижнем положении, так и при сварке в любых наклонных положениях. Способ хорошо подходит для сварки угловых швов «в лодочку» и тавровых швов.
Сварка ванным способом
.jpg) Сваркой ванным способом (схема а) на рисунке) соединяют стыки арматур железобетонных конструкций. Сущность такой сварки заключается в том, что к стержню арматуры приваривают металлическую форму, в которой, за счёт электрической дуги, формируют ванну расплавленного металла. Металл постоянно поддерживается дугой в жидком состоянии. Далее, расплавленный металл начинает плавить концы свариваемых стержней. Когда это происходит, ванну остужают, и получается сварное соединение.
Сваркой ванным способом (схема а) на рисунке) соединяют стыки арматур железобетонных конструкций. Сущность такой сварки заключается в том, что к стержню арматуры приваривают металлическую форму, в которой, за счёт электрической дуги, формируют ванну расплавленного металла. Металл постоянно поддерживается дугой в жидком состоянии. Далее, расплавленный металл начинает плавить концы свариваемых стержней. Когда это происходит, ванну остужают, и получается сварное соединение.
При сварке вертикальных швов роль формующей ванны исполняет листовая штампованная форма (см. схему б) на рисунке). Штампованная форма сваривается с нижним стержнем, а край верхнего стержня прихватками соединяется с нижним. Затем, получившуюся формующую ванну заполняют жидким металлом. Для удаления шлака в боковых её стенках электродом прожигают отверстия. После удаления шлака, отверстия заваривают.
Для сварки ванным способом устанавливают большую силу сварочного тока. К примеру, при использовании электродов диаметром 5-6мм, силу тока устанавливают 400-450А. Если сварка металлов происходит при низких температурах, то силу тока увеличивают на 10-12%.
При этом, рекомендуемый зазор между свариваемыми кромками составляет не меньше двух диаметров электрода. При сварке используются один, или несколько электродов одновременно. Хорошие результаты показывают электроды марок УОНИ-13/55, типа Э50А. Ванный способ ручной дуговой сварки позволяет существенно сократить потребление электроэнергии и расход электродов, повысить производительность за счёт снижения трудоёмкости. Всё это, в совокупности, уменьшает себестоимость процесса сварки.
Источник



