
Алгоритм и особенности изготовления цельнолитой коронки.




![]()
![]()
Показанием к изготовлению коронок является значительное поражение окклюзионной или режущей поверхности зубов при сохраненной витальной пульпы. Коронки изготавливаются на зубы после проведения лечения кариеса дентина пломбированием. Цельнолитые коронки при кариесе дентина изготавливают на любые зубы для восстановления анатомической формы и функции, а также для предупреждения дальнейшего разрушения зуба. Коронки изготавливаются в несколько посещений.
Особенности изготовления цельнолитых коронок:
— при протезировании моляров рекомендуется использование цельнолитой коронки или коронки с металлической окклюзионной поверхностью;
— при изготовлении цельнолитой металлокерамической коронки моделируется оральная гирлянда (металлический кантик по краю коронки);
— пластмассовая (по потребности — керамическая) облицовка производится в области фронтальных зубов на верхней челюсти лишь до 5 зуба включительно и на нижней челюсти до 4 зуба включительно, далее — по потребности;
— при изготовлении коронок на зубы-антагонисты необходимо соблюдать определенную последовательность:
· первым этапом является одновременное изготовление временных капп на подлежащие протезированию зубы обеих челюстей с максимальным восстановлением окклюзионных соотношений и обязательным определением высоты нижнего отдела лица. эти каппы должны как можно точнее воспроизводить конструкцию будущих коронок;
· сначала изготавливают постоянные коронки на зубы верхней челюсти;
· после фиксации коронок на зубы верхней челюсти изготавливают постоянные коронки на зубы нижней челюсти.
После диагностических исследований, необходимых подготовительных лечебных мероприятий и принятия решения о протезировании на том же приеме приступают к лечению.
Подготовка к препарированию
Для определения жизнеспособности пульпы протезируемых зубов проводится электроодонтометрия до начала лечебных мероприятий.
Перед началом препарирования получают оттиски для изготовления временных пластмассовых коронок (капп).
Источник
Цельнолитые коронки и их производство
Коронки – это ортопедический компонент для реставрации зубов, насчитывающий сотни лет истории. За это время десятки форм были забыты, как несостоятельные методики, другие прошли через века практически без изменений. Изготовление коронки из металлокерамики проводится в лабораторных условиях, чтобы соблюсти все аспекты процесса. Рассмотрим один из вариантов – цельнолитые коронки.

Показания/противопоказания
Цельнолитые протезы являются одной из разновидностей ортопедических систем, которые призваны восстановить целостность зубных рядов, суть их в том, что на основе металлического сплава отливается форма, имитирующая внешний вид и функционал природных единиц. Изготовление коронок из металлокерамики требует соблюдения оптимального режима, чтобы выдержать стабильные характеристики готового изделия.
Чаще всего для выпуска продукции используется кобальт-хромовый сплав, но есть варианты на базе драгоценных и недрагоценных металлов.
Изделия позволяют решить следующие проблемы:
— дефекты анатомических аспектов;
— эстетическая неполноценность рядов;
— утрата функциональности вследствие травмы или прочих причин.

Выделяют два варианта компонентов:
С помощью коронок этого типа удается решить множество проблем, в частности:
— разрушение полное или частичное единицы, если исправить недостатки не позволяют вкладки/пломбы, что обычно связано со слишком большим процентом поражения тканей;
— аномальное положение и развитие переднего ряда, когда ортодонтическое лечение не дает ожидаемого результата;
— интенсивное стирание твердой ткани, флюороз, клиновидные дефекты и прочие аномалии развития;
— ухудшение эстетики вследствие потери естественного блеска, изменение цвета и аналогичные искажения.

Метод не дает возможности решить абсолютно все проблемы, но выделяют два варианта противопоказаний: относительные и абсолютные. Первая группа – это ситуации, при которых метод может дать хороший результат, например, если клиническая ситуация не слишком запущена. Абсолютные противопоказания – это случаи, когда метод гарантированно не подходит.
К абсолютным относится:
— реставрация детских/подростковых зубов при живой пульпе;
— запущенная степень пародонтита.
Относительными считаются такие проблемы, как аномалии прикуса с глубоким перекрытием резцами, патологическая стираемость, парафункции жевательных мышц, малая высота коронок, особенно в случае выявленных серьезных дефектов рядов. Изготовление металлокерамической коронки на имплантате является точной операцией, что повышает приживаемость и комфорт клиента.
Клинические этапы
Клинические этапы выпуска коронок проводятся стоматологом в условиях кабинета, часть из них прямо при приеме пациента. Необязательными являются два: создание диагностической модели, предварительное планирование, которые обычно реализуют при сложном случае еще до препарирования единиц.

К клиническим этапам относят следующие:
— препарирование единиц под цельнолитые коронки, снятие оттисков;
— определение центрального соотношения;
— припасовка мостовидной системы в ротовой полости;
— фиксация конструкции на цемент.
Очевидно, что этапы чередуются с работой техника в лаборатории.
Оттиск для конструкции получают с помощью различных масс, называют полученный отпечаток двухслойным, так как он позволяет создать субгингивальный и супрагингивальный оттиск. Смеси в этом случае имеют различную степень вязкости, допускается их задействование по отдельности или одновременно.
В первом случае сначала создается базисный отпечаток, а потом формируется корригирующий слой. Базис получают благодаря массе с высокой вязкостью, текучий состав используют для создания окончательного варианта формы.
Работу рекомендуется проводить через 6-7 дней после препарирования единиц, именно этот период необходим для фиксации компонентов после заживления тканей. Изготовление временной коронки армированной металлом позволяет создать более надежную реставрацию, чем альтернативы.

При фиксации на зубных рядах ложка с составом должна располагаться равномерно и не смещаться, необходимо распределить давление, чтобы исключить несоответствия. Извлечение после застывания происходит без раскачки, иначе возможны отклонения.
После промывки проточной водой поверх схватившегося слоя наносится корригирующий, он не должен деформировать или выдавливать первый, его задача уточнить полученный отпечаток. Для оптимальной формы нужно смазывать всю поверхность первого слоя, а не только каналы, образованные единицами рядов.
Давление нужно равномерно распределить, но не вдавливать его чрезмерно, особенно если используется очень текучая корригирующая масса. В противном случае можно выдавить практически весь материал и всю работу придется проводить заново.
При одномоментном создании оттиска на ложку наносится сразу два слоя, после чего процесс идентичен двухмоментной методике. Важно исключить чрезмерное давление при введении материала, иначе значительно ухудшается качество полученной модели. Этот принцип в любом случае уступает по точности описанной выше, так как низкое динамическое давление на корригирующий слой не позволяет получить такое же достоверное отображение поверхностей.
Лабораторные этапы

Лабораторные этапы создания коронок следующие:
— создание гипсовых моделей (рабочая, комбинированная), гипсовка в окклюдатор или артикулятор, покрытие поверхности штампа компенсационным лаком, изготовление воскового колпачка;
— моделирование анатомической формы восстанавливаемой единицы в полном объеме на основе воска;
— литье металла, обточка, припасовка, шлифовка заготовки, полировка.
Модели челюстей из гипса создаются тремя основными методами:
— на основе полимерного цоколя модели без штифтов;
— аналогичный, но со штифтами;
— на базе гипсового цоколя и штифтов.
В основном в этом случае используют гипс 3 и 4 класса.
При литье материал естественным образом усаживается в процессе застывания, уменьшаются размеры изделия, что необходимо компенсировать. В этом случае применяются компенсационные лаки, которые наносятся на поверхность в 2-3 слоя.
Цельнолитая коронка моделируется одним из распространенных способов:
— послойное нанесение/снятие воска;
— погружение в расплав воска;
— моделирование основы и обжатие бюгельным воском.
Готовая коронка должна иметь толщину не более 0,5 мм.

При послойном нанесении на поверхность модели наносится тонкий слой воска, превышающий объем восстанавливаемого участка. Заготовка обрезается, обтачивается, шлифуется и подгоняется под параметры единицы. Плюс в том, что можно восстановить или убрать любой объем воска в случае ошибки.
Погружение проводится при создании одиночных коронок, процесс в последнее время значительно упростился за счет появления воскотопок и восков с минимальным коэффициентом усадки и повышенной прочностью. Модель просто погружается в жидкий состав, который находится в топке и поддерживается при определенной температуре. Нагрев регулируется, чем он выше, тем тоньше отпечатавшийся слой.
Модели литых одиночных коронок допускается создавать путем обжатия пластинками материала. Их разогревают над электроплиткой или горелкой, после чего фиксируют на поверхности заготовки, лишнее срезается инструментом. Для контроля толщины нанесенного состава либо укладывают несколько слоев, либо повторно обжимают поверхность с большим усилием.

Замещение восковой модели металлом происходит в литейной форме, создается литниковая система, основанная на конструкции с каналами, по которым расплавленный металл подается в отливку. Метод эффективен в том числе благодаря тому, что позволяет получить точные коронки без пористой и пузыристой структуры, снижающей прочность.
Литье
Литник строится с учетом нескольких основных принципов:
— необходимо обеспечить равные условия для заполнения всех участков восковой модели, для этого задействуется восковая проволока и профилированные элементы для точного позиционирования. Мелкие детали удается сформировать одним литником, протяженные конструкции – совмещая два и более;
— размеры литниковой системы должны быть в строгом соответствии с параметрами подготавливаемой единицы. Необходимо обеспечить запас по толщине, высоте и в стороны для точного заполнения и распределения, равномерного поступления расплава во все полости;
— важно обеспечить перемещение жидкого сплава от толстостенных участков к тонкостенным, для этого в литнике подготавливается специальный отвод для свободного продвижения материала, что исключает образование воздушной полости, пор;
— учитываются не только описанные параметры, но и расположение и направление течения сплава в литнике. Это позволит добиться уплотнения металла.

Завершающий этап
В качестве финальной обработки проводится шлифовка и полировка, так как поверхность после литья далека от идеала, а в процессе расширения/сжатия возможно появление мелких дефектов. Обычно изменения, связанные с температурой, компенсируются аналогичными трансформациями моделировочного материала, но доработка чистоты поверхности необходима всегда.
Опока после литья охлаждается на воздухе, интенсивное охлаждение может быть вредным, так как провоцирует возникновение внутренних напряжений. Далее конструкция разбирается и извлекается отлитая заготовка, иногда необходимо удаление припеченных элементов, например, часто наблюдается такая проблема при литье нержавеющей стали. В этом случае используют кислоты/щелочи, ультразвук или пескоструйную обработку.

Литники удаляют различным методом, стальные и хром-кобальтовые изделия – на микромоторе карборундовым диском. Далее шлифовка проводится пескоструйкой, металлическими борами, которые придают ровную поверхность. Если обнаружились недостатки литья, как пустые участки, процесс повторяется, начиная с моделирования.
Качественное изделие в финале полируется. Изготовление металлокерамической коронки зуба подразумевает объединение положительных качеств обоих составляющих.
Источник
Классическое моделирование коронок и мостов под металлокерамику фронтальной и жевательной группы
- Главная →
- Новости и статьи по стоматологии →
- Зуботехническая →
- Классическое моделирование коронок и мостов под металлокерамику фронтальной и жевательной группы
В профессиональной деятельности зубного техника используется огромное количество материалов. От их качества и эксплуатационных характеристик зависит конечный результат его работы. К важным материалам относятся и зуботехнические воски.

Основные требования, которые предъявляются к воскам – это:
- Низкая усадка
- Хорошая пластичность
- Отсутствие расслоения при нанесении и обработке
- Достаточная твёрдость, обеспечивающая стабильность восковой конструкции
- Беззольность
Последние два десятка лет в своей работе я использую воски немецкого производителя, поэтому воск «Денест» буду сравнивать с ними.
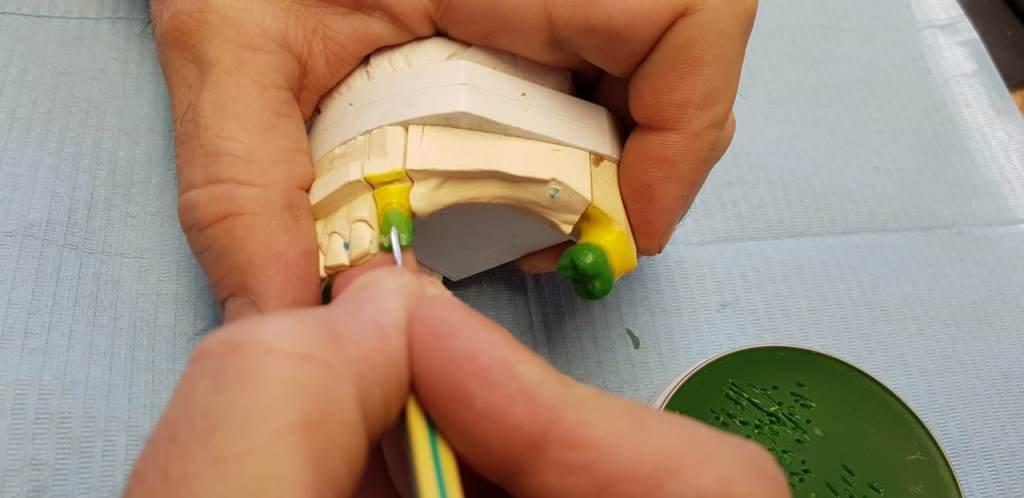
Тестировать будем на примере моделирования под металлокерамику фронтальных и жевательных зубов. Также по конструкции предусмотрены цельнолитые коронки. Подготовлены разборные модели, изготовлены гипсовые штампики. Разогрет погружной воск в воскотопке. На рабочих температурах останавливаться не будем, так как и воскотопки, и электрошпатели у всех работают по-разному – в зависимости от используемой насадки, качества и возраста прибора. В общем, интуитивно подстроиться несложно.
Погружной воск жёлтого цвета, достаточно прозрачный. Хорошо контролируется толщина начальной конструкции. При корректировке моделировочным инструментом не трескается, хорошо скоблится. При остывании достаточно твёрдый и прочный.




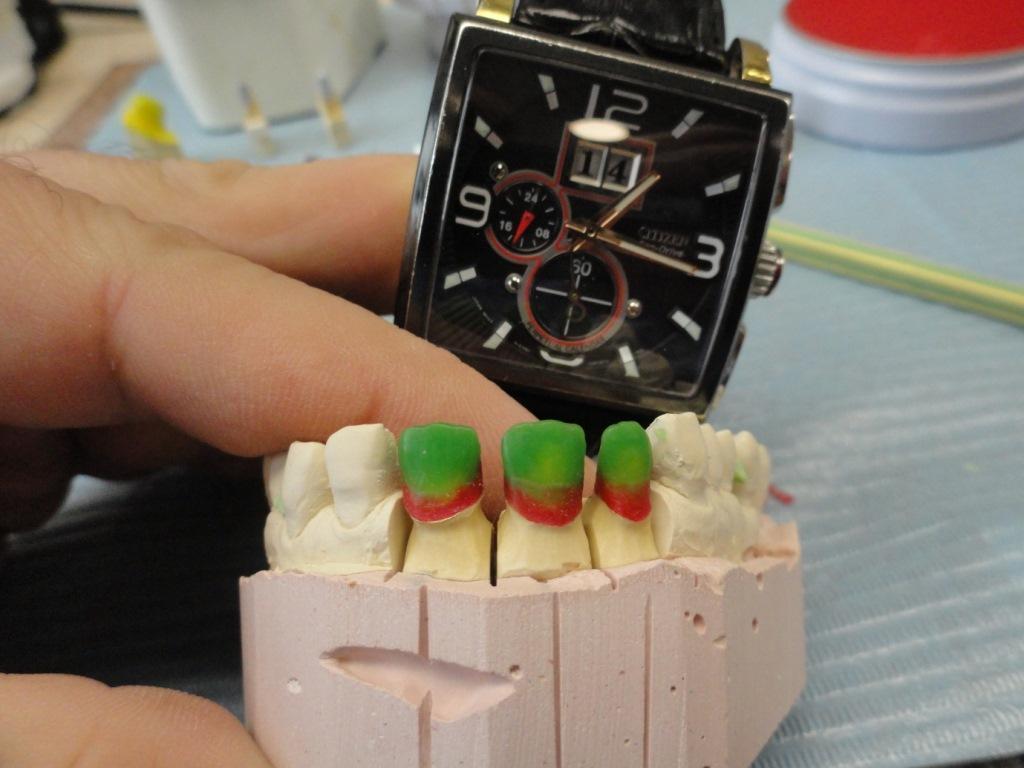
Моделировочный воск зелёного цвета
Наносится легко. При правильно подобранной температуре шпателя обладает предсказуемой текучестью, стружка легко сдувается с модели, не прилипает к ней. Немного мягче немецкого воска, которым я пользуюсь, но это мне больше понравилось. Кисточкой заполировывается лучше. Оценим это при моделировании цельнолитых коронок. Также отлично подойдет для моделировки промежуточных частей мостовидных протезов.






Цервикальный воск красного цвета
Также обладает хорошей текучестью, легко наносится на пришеечную часть культи. Хорошо соединяется с погружным и моделировочным воском.

При корректировке моделировочным инструментом обратил внимание, что он чуть мягче привычного мне немецкого. Это не минус, просто наблюдение. Лучше заполировывается кистью. Небольшая работа была оставлена на сутки перед отливкой каркаса.
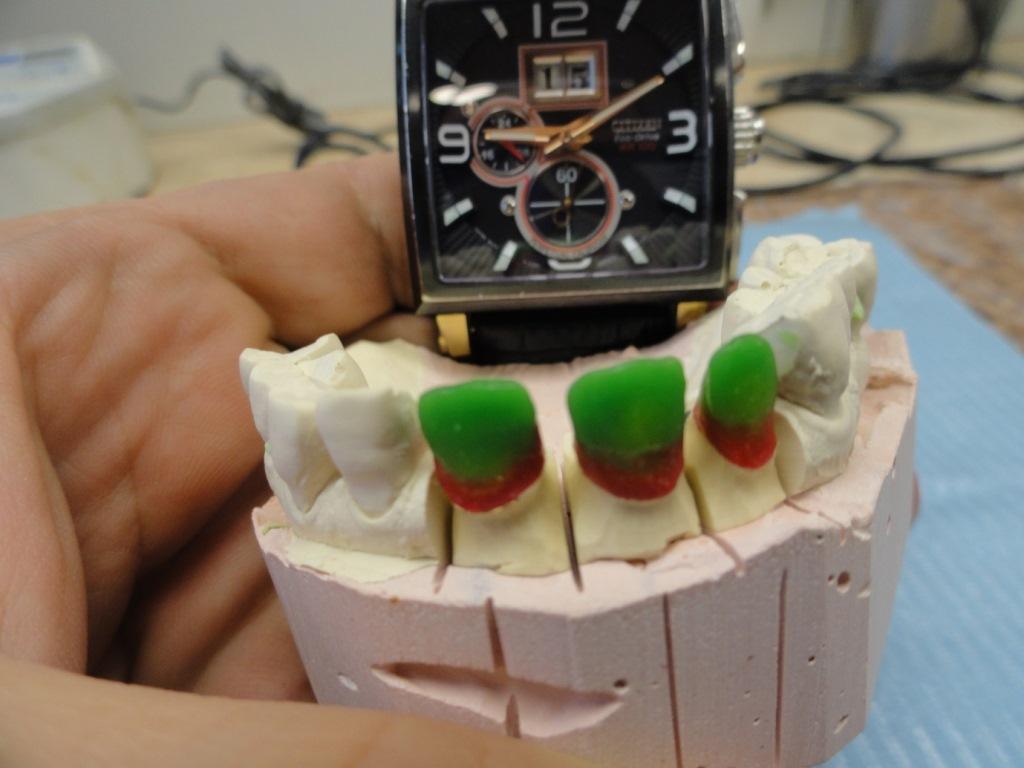
Видимых усадочных процессов не обнаружено. В своё время у меня был инцидент с цервикальным воском одного уважаемого известного немецкого производителя: усадка пришеечного воска за несколько часов достигала почти полмиллиметра, вследствие чего работа не успевала доехать до литейной лаборатории. Возможно, это была бракованная партия.
Отмоделированные коронки снимаются со штампиков легко, без всяких трещин и деформаций. Места соединения разных восков монолитные, без расслоений.


Соединительный синий воск
Наносится легко, обладает необходимой текучестью, хорошо формируется, обеспечивает стабильность соединительных элементов. Очень похож на соединительный воск немецкого производителя, только чуть более прозрачный.
Выводы
Поработав с восками «Денест», сделал вывод, что эти воски качественные, ни в чём не уступают зарубежным аналогам.
- Хорошие, контрастные цвета, где требуется
- Необходимая прозрачность
- Хорошая, предсказуемая текучесть при правильно подобранной температуре приборов
Воски пластичны, хорошо обрабатываются, заполировываются. В разогретом состоянии держат форму.
Отдельное внимание хочу уделить упаковке в жестяной герметичной банке, с удобной крышкой. Удобнее, чем у зарубежных аналогов, которые сделали свою упаковку из пластика (крышки ломаются, случайно прожигаются шпателем и так далее) или же сам воск сделали в форме зуба, да так красиво смоделировано, что жалко в такую красоту горячий шпатель погружать.

Подводя итог, скажу, что с чистой совестью могу рекомендовать воск «Денест» как качественный, не уступающий зарубежным аналогам материал. По крайней мере те воски, которые я попробовал из их широкой линейки, обладают отличными характеристиками. Думаю, и остальные не уступают по качеству и удобству в работе.
Автор: Зубной техник (Муниципальная поликлиника, г. Новосибирск, категория высшая, стаж работы — 28 лет).
Источник



