
Часть вторая
Глава VI
ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ КЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
Все производственные процессы керамической технологии на современном заводе подразделяются на: основные, дополнительные, подсобные, вспомогательные.
К основным производственным процессам относятся:
— подготовка сырьевых материалов для керамической массы и глазури;
— приготовление керамической массы и глазури;
— формование керамических изделий;
— сушка отформованных полуфабрикатов;
— обработка керамических изделий.
К дополнительным производственным процессам относят добычу сырья и его обогащение.
Подсобные производственные процессы обеспечивают функционирование основной керамической технологии. К ним относятся: приготовление эмалей, глазурей, красок, ангобов, огнеприпасов для обжига изделий, изготовление пористых форм для формования изделий.
Вспомогательные производственные процессы создают и поддерживают условия, необходимые для обслуживания и осуществления основных и подсобных процессов. К ним относят: ремонтные работы, энергообеспечение, складские работы и т. п.
Подготовка сырьевых материалов включает в себя операции по грубому, среднему измельчению, среднему и тонкому помолу, разделению по зерновому составу, очистке от примесей, обжигу. Многие физико-механические свойства масс, полуфабрикатов и готовых изделий в значительной степени формируются еще на первичных этапах переработки исходного сырья и зависят от конструктивных особенностей и режимов работы перерабатывающего оборудования. Например, использование в массе тонкоизмельченного каолина (с размером частиц менее 2 мкм) повышает пластичность массы, увеличивает прочность высушенных полуфабрикатов в 2 раза; уменьшение размера зерен кварца приводит к увеличению плотности и усадки изделий.
Для получения определенного зернового состава каменистые виды сырья (полевой шпат, кварц, пегматит и др.) последовательно измельчают на дробилках, бегунах, размалывают в шаровых мельницах мокрого помола, расположенных в массозаготовительном цехе (МЗЦ).
Приготовление керамической массы и глазурей. Керамическая масса представляет собой смесь исходных сырьевых материалов, из которой в дальнейшем изготовляют керамические изделия. В зависимости от методов формования изделий различают массы: формовочные, литейные и прессовочные, имеющие различную степень влажности. Технология приготовления каждой массы характеризуется своими особенностями, которые будут рассмотрены ниже.
В процессе приготовления керамических масс и глaзyрей производят весовое дозирование предварительно измельченных каменистых и глинистых компонентов и их перемешивание. Измельченные компоненты, слитые из шаровых мельниц и мешалок, смешивают в сборниках, оборудованных размешивающими механизмами. Жидкую массу, в которую входят все ее компоненты, процеживают через сито для удаления крупных частиц и по сторонних включений, а затем очищают на магнитных установках от железистых магнитных включений. Оно тащенную керамическую суспензию далее подвергают частичному обезвоживанию на камерных фильтр-прессах или в башенно-распылительных сушилках или используют самостоятельно в виде шликера для формования изделий методом литья. Перед подачей на формование массу с фильтр-прессов в виде «коржей» направляют в вакуумные прессы для улучшения ее формовочных свойств.
Сырые (нефриттованные) глазури приготовляют путем совместного мокрого тонкого помола в шаровом мельнице предварительно измельченных и дозированных сырьевых материалов. Время помола глазурей значительно больше времени помола керамических масс.
В процессе приготовления (измельчения, просеивания, обезвоживания и т. п.) керамических масс и глазурей около 5. 6% сырья безвозвратно теряется. Еще большие потери (15. 25%) наблюдаются при сортировке и предварительном обжиге жильного кварца, пегматита и полевого шпата.
Формование керамических изделий. В производстве художественной керамики для изготовления изделий применяют преимущественно методы формования из пластичной (пластическое формование) или жидкой массы — шликера (литье). В последние годы за рубежом широко используется метод изостатического (гидростатического) прессования изделий из порошкообразных масс. Все методы формования обеспечивают сохранение приданной изделиям в процессе формования формы.
Пластическое формование — наиболее древний метод, который прошел путь от ручной отминки до современных многошпиндельных автоматов и полуавтоматов. Этим методом изготовляют плоские изделия (блюдца, тарелки), а также полые изделия в форме тел вращения. Изделия же более сложной конфигурации, а также тонкостенные (суповые овальные вазы, селедочники, сервизные изделия, скульптура) изготовляют методом литья в пористые формы. Метод литья осуществляют вручную или на литейных полуавтоматах и механизированных установках.
Сушка отформованных полуфабрикатов. Для придания отформованному изделию механической прочности, необходимой для последующих технологических операций, его подвергают сушке. В процессе сушки происходит удаление воды, сопровождающееся уплотнением (усадкой) отформованного изделия (полуфабриката) за счет объемных изменений. Максимальное уплотнение изделий наступает в начальный период сушки и соизмеримо с количеством удаляемой влаги.
Усадочные изменения в полуфабрикате протекают неравномерно по всему объему изделий, что может привести к появлению напряжений и, как следствие, к браку в виде коробления (деформации) и трещин. Поэтому очень важно правильно выбрать режим сутки и параметры сушильного агента — нагретого воздуха.
Плоские изделия обычно сушат в формах. Изделия, изготовленные методом литья, сначала подвяливают в формах до придания изделиям необходимой прочности, а затем извлекают из форм и досушивают до влажности 1. 2,5%.
Для сушки массовых изделий используют конвейерные сушилки с направленными потоками горячего воздуха. В этих сушилках процесс сушки совмещается с операцией транспортирования изделий в направлении технологического потока. Отдельные художественные изделия сушат в камерных сушилках периодического действия, где полуфабрикаты высушиваются на полках или вагонетках. Для особо сложных изделий применяют естественную сушку на многоярусных стеллажах, расположенных у рабочих мест. Длительность искусственной сушки зависит от типа применяемых сушилок, методов сушки и других факторов и колеблется в пределах от 0,25 до 3 ч.
Обжиг. Тонкостенные керамические изделия обычно обжигают двукратно. При первом обжиге черепку придается механическая прочность, а также завершается процесс разложения глинистых минералов и дегазация черепка. Операция первого обжига необходима для высокохудожественных и тонкостенных изделий, подвергающихся впоследствии процессу глазурования, основанному на способности керамического черепка впитывать в себя влагу без размокания и коробления.
Второй обжиг — политой, т. е. обжиг изделий после нанесения глазури, придает изделиям необходимые эксплуатационные свойства: термостойкость, механическую прочность, химическую стойкость, водо- и газонепроницаемость и др. В процессе обжига в керамическом черепке происходят необратимые физико-химические процессы, придающие ему декоративные и технические свойства.
Обжиг керамических изделий состоит из нагревания, выдержки при конечной температуре и охлаждения. При этом скорость нагревания спекаемой керамики должна быть такой, чтобы обеспечивалось постепенное удаление газов. Продолжительность выдержки и максимальная температура при обжиге зависят от типа и назначения керамических изделий. Обычно оптимальная температура спекания находится в пределах 950. 1450°С.
Изделия художественной керамики обжигают в камерных печах (горнах) периодического действия, а также в туннельных печах непрерывного действия. При низкотемпературном обжиге (до 1000°С) используют безвагонеточные щелевые печи, где изделия перемещаются на плитах, лещадках, ленточных конвейерах. Продолжительность обжига изделий в таких печах колеблется от 2 до 30 ч и более.
Обработка керамических изделий. Некоторые виды керамических изделий после первого обжига с целью придания им определенных свойств подвергаются дальнейшей обработке, например ангобированию, глазурованию, а после окончательного (политого) обжига — росписи.
Ангобирование применяют для декоративной отделки изделия. Толщина слоя ангобного покрытия зависит от состава и назначения и колеблется от 0,1 до 0,2 мм.
Глазурь—тонкий стекловидный слой толщиной 0,1. 0,3 мм наносят на поверхность керамических изделий, чтобы придать им красивый внешний вид, повышенную стойкость к воздействию воды, пыли, агрессивных сред и др.
Роспись керамических изделий выполняют керамическими красками методом живописи, отводки, печати, аэрографии, деколи, рельефной декорировки накладными эмалями, гравировки, резьбы и т. д.
Ангобы, глазури и краски закрепляют на изделиях дополнительным обжигом. После закрепления красок и ангобов готовые изделия сортируют, комплектуют и упаковывают для отправки потребителям.
Особенности технологии производства различных видов изделий художественной керамики. Технология изготовления той или иной группы керамических изделий отличается в основном количественным составом компонентов, входящих в состав шихты, методами их переработки, способами формования, режимами обжига, методами декорирования.
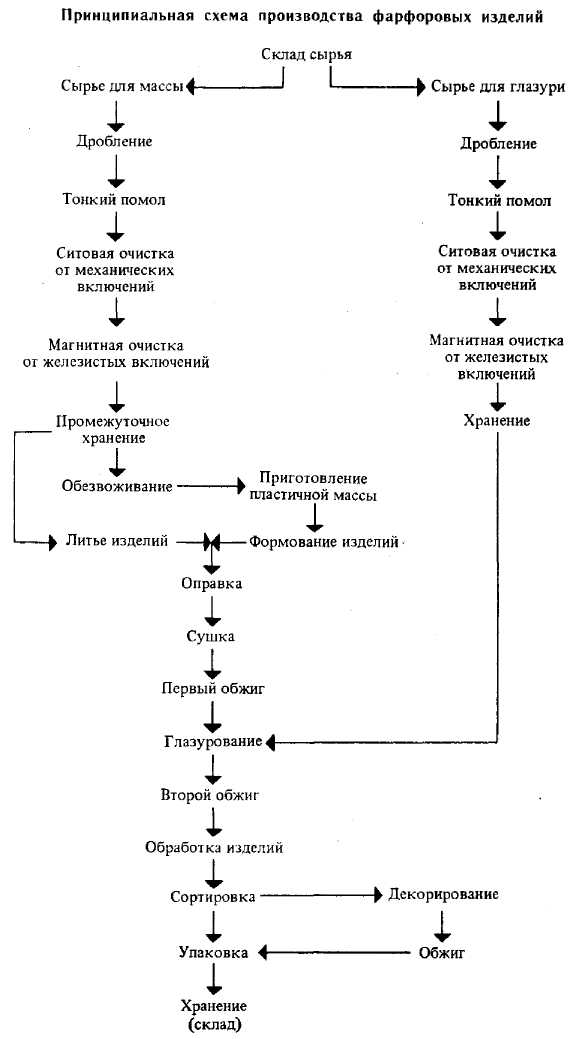
Из рассматриваемых в данном учебнике изделий наиболее сложной технологией обладают фарфоровые и фаянсовые изделия. На примере этой технологии изучается весь технологический процесс изготовления изделий художественной керамики. Принципиальная схема производства фарфоровых изделий приведена на стр. 53.
Для производства фарфора и фаянса используют в отличие от других видов художественной керамики более чистые, обогащенные сырьевые материалы, с ограниченным содержанием красящих оксидов железа и титана. Такое сырье обеспечивает фарфоровым и фаянсовым изделиям белизну, что позволяет при декорировании использовать большую палитру красок и методов их нанесения.
Для производства терракотовых, гончарных и майоликовых изделий используют местные легкоплавкие глины. Чтобы улучшить однородность керамических масс, для производства этих изделий широко применяют точное дозирование компонентов шихты, тщательное ее перемешивание. Состав майоликовых масс готовят аналогично гончарным и терракотовым, но в шихту вводят большее количество компонентов для регулирования свойств изделия.
Составы масс каменных изделий по сравнению с фарфоровыми содержат больше легкоплавких глин, поэтому в каменную массу плавней вводят в 2. 3 раза меньше, чем в фарфоровую. С технологической точки зрения производство каменных изделий существенно не отличается от производства фарфоровых и фаянсовых изделий.
Источник
Основы технологии керамики
Технология керамики — наука о совокупности технологических методов и последовательности выполнения процессов изготовления керамических изделий, их практическом воплощении.
Керамика(гр. keramike — гончарное искусство
Подготовка глиняной массы заключается в разрушении естественной структуры глины, удалении твердых каменистых включений, измельчении и увлажнении для получения однородной массы с требуемыми формовочными свойствами. На этой стадии используются в основном механические и гидромеханические процессы (см. подпараграфы 4.2.1, 4.2.2).
В зависимости от свойств исходного сырья и вида изготовляемой продукции различают следующие способы подготовки глиняной массы: полусухой, пластический и мокрый (шликерный). При полусухом способе сырьевые материалы после предварительного дробления выдерживают в сушильном барабане (до остаточной влажности 6—8 %), затем измельчают, просеивают, увлажняют (до влажности 8—12 %) и тщательно перемешивают. Полусухой способ подготовки глиняной массы используется в основном при производстве плитон для облицовки стен, иолов.
При пластическом способе подготовки глиняной массы исходное сырье дробят, тонко измельчают и увлажняют до получения однородной пластичной массы влажностью 18—22 %. Этот способ применяется при производстве глиняного кирпича, черепицы, труб.
При шликерном способе подготовки глиняной массы высушенные сырьевые материалы измельчают в порошок и смешивают с водой до получения однородной массы — щдикера, который используют для получения изделий способом литья (сани-тарно-технические изделия, декоративная керамика и др.).
Формование заключается в придании керамическим изделиям требуемых формы и размеров. При полусухом и пластическом способах подготовки глиняной массы оно осуществляется преимущественно на прессах, при шликерном — в заранее подготовленных гипсовых формах методом литья.
При производстве бытовой керамики в условиях единичного
производства используется вращающийся вокруг вертикальной оси гончарный круг, на котором формование осесиммет-ричных изделий осуществляется методом пластической деформации (под действием пальцев рук).
Сушка — обязательная промежуточная стадия технологического процесса производства керамических изделий, по своей сущности являющаяся массообменным процессом (см. подпа-раграф 4.2.4). Если сырые изделия сразу после формования подвергнуть обжигу, то они растрескаются. Сушка в естественных условиях производится на стеллажах в помещениях или под навесами вне их. При серийном и массовом производстве ускорение процесса сушки керамических изделий достигается путем использования либо камерных сушилок периодического действия, либо туннельных сушилок непрерывного действия.
По мере удаления влаги при сушке частицы материала сближаются и происходит его усадка. Для получения высококачественных изделий процесс сушки должен осуществляться по строгому режиму согласно определенному графику в зависимости от вида керамических изделий. Продолжительность процесса сушки составляет от 24 ч до 3 сут. Изделия необходимо высушить до остаточной влажности, не превышающей 5 %, во избежание неравномерной усадки и растрескивания при обжиге.
Обжиг является наиболее ответственной стадией производства керамических изделий, так как в процессе обжига формируется их структура, определяющая наиболее важные свойства изделий: прочность, водостойкость, морозостойкость и др. В процессе обжига происходят сложные физико-химические превращения в исходном материале (см. параграф 4.3).
Обжиг производят преимущественно в туннельных печах непрерывного действия, в которых навстречу изделиям, перемещаемым вагонетками, подаются дымовые газы. Условно печь делят на три зоны — подогрева, обжига_и охлаждения.
Вначале происходит досушивание керамических изделий дымовыми газами, отходящими из зоны обжига (при 100—200 °С). При температуре 200— 800 ° С выделяется летучая часть органических примесей глины и выгорающих добавок, введенных в состав исходной сырьевой смеси. В интервале температур 550—800 ° С происходят дегидратация (полное обезвоживание) глинистых минералов и удаление химически связанной воды. При этом разрушается кристаллическая решетка наиболее легкоплавких глинистых минералов, и глина теряет пластичность. Легкоплавкие составляющие глины расплавляются, и частицы глины в местах их контакта сближаются, происходит усадка изделий. Дальнейший подъем температуры до максимальной обусловливает существенные необратимые изменения
в структуре керамики: глина необратимо переходит в камне-видное состояние. После достижения максимальной температуры обжига изделия подвергают изотермической выдержке для выравнивания температуры по всей их толщине. Последующее охлаждение ведут очень медленно, постепенно снижая температуру до 500—600 °С. Затем вагонетки с изделиями обдувают холодным воздухом.
Поверхностная обработка керамических изделий предназначена главным образом для придания им привлекательного вида, декорирования и повышения стойкости к внешним воздействиям. При этом поверхность некоторых керамических изделий перед обжигом покрывают глазурью — стекловидным покрытием толщиной 0,15—0,3 мм.
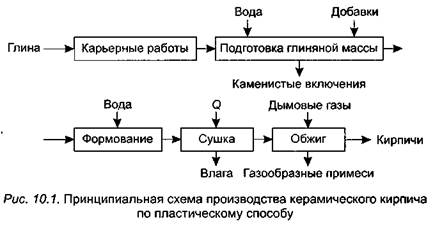
В целом процесс производства керамических изделий (например, керамического кирпича) условно может быть представлен в виде блок-схемы (рис. 10.1).
Для технологии керамики характерны высокая энергоемкость и капиталоемкость производства и в то же время высокий уровень его механизации и автоматизации.
Основными направлениями развития технологии керамики являются следующие:
• улучшение технологии производства керамических изделий за счет совершенствования процессов подготовки, сушки и обжига, разработки эффективных методов формования, использования малоотходных и энергосберегающих процессов (революционное развитие технологии);
• увеличение единичных мощностей используемого оборудования и создание непрерывных технологических линий по производству керамических изделий (эволюционное развитие технологии);
• повышение уровня механизации и автоматизации трудо
емких стадий производства керамических изделий (рациона-
диетическое развитие технологии).
10.3.3. Осповы технологиистекла
Технология стекла — наука о совокупности технологических методов и последовательности выполнения процессов изготовления стекла и изделий на его основе, практическом их воплощении.
Стекло — твердый аморфный, прозрачный в той или иной области оптического диапазона (в зависимости от состава) материал, полученный при переохлаждении расплава, содержащего стеклообразующие компоненты (оксиды Si, В, Al, P и т.д.) и оксиды металлов (Li, К, Mg, Pb и т.д.).
Изделия из стекла характеризуются высокими механической прочностью и твердостью, химической стойкостью, водо- и газонепроницаемостью, отличными оптическими свойствами» что обусловливает высокую долговечность стеклянных изделий в строительных конструкциях. Вместе с тем существенными недостатками изделий из стекла являются их повышенная хрупкость, сложность механической обработки и опасность порезов и травм осколками стекла.
Стекло, как и керамика, является одним из древнейших искусственных материалов. Его технология в последнее время бурно развивается — создаются так называемые ситаллы, а также стекловолоконная оптика.
Основным классификационным признаком изделий из стекла является их назначение. По данному признаку стеклянные изделия подразделяют на следующие группы:
• бытовое стекло (посуда, художественные изделия, имитации под драгоценные камни в бижутерии, хрусталь, стеклотара и др.);
• техническое стекло (изоляторы, стеклоткань, триплекс, сталинит, оптическое стекло и др.);
В свою очередь, строительное стекло подразделяется на следующие основные подгруппы:
• изделия и материалы для заполнения проемов зданий и сооружений (листовое стекло — оконное, витринное, армированное, узорчатое, увиолевое и др.; стеклопакеты);
• материалы и изделия для строительных конструкций (стекло профильное, стеклоблоки и др.);
• облицовочные и отделочные материалы (плитки стеклянные облицовочные, коврово-мозаичные, марблит, стемалит, смальта);
• теплоизоляционные материалы (пеностекло, стекловолокно, стекловата и др.).
Сырьевые материалы, используемые для производства стеклянных изделий, подразделяют на главные и вспомогательные.
Главные сырьевые материалы — это основные компоненты стекла: кремнезем (оксид кремния), глинозем (оксид алюминия), а также оксиды натрия, калия, кальция, магния и др. Главные сырьевые материалы предопределяют потребительские свойства стекла и вводятся в стекломассу главным образом в виде природных соединений. В частности, кремнезем, являющийся основным стеклообразующим компонентом, вводится в стекломассу в виде специально подготовленного кварцевого песка.
Вспомогательные сырьевые материалы вводятся в стекломассу для придания стеклу особых свойств или улучшения технологии его производства. Вспомогательные сырьевые материалы по своему назначению подразделяют па следующие группы:
• ускорители варки стекла — для снижения температуры процесса и увеличения скорости образования стекломассы (фтористые соединения);
• осветлители — для освобождения стекломассы от газовых пузырей (хлористый натрий, селитра и др.);
• обесцвечиватели — для предотвращения окрашивания стекла (селитра, сульфат натрия и др.);
• глушители — для получения непрозрачного стекла (соединения фтора и фосфора);
• красители — для окрашивания стекла в различные оттенки (соединения кобальта, хрома, марганца, урана, железа, серебра).
Кроме того, в состав смеси вводят также стеклобой. Вне зависимости от вида и назначения стеклянных изделий в технологии стекла выделяют следующие основные стадии:
• подготовка сырьевых материалов;
• приготовление стекольной шихты;
• формование (выработка стекла);
Подготовка сырьевых материалов включает в себя следующие основные процессы: предварительное дробление, сушку, тонкое измельчение, классификацию по размерам частиц. Таким образом, на данной стадии используются преимущественно механические и тепловые процессы (см. подпараграфы 4.2.1, 4.2.3).
Приготовление стекольной шихты включает в себя следующие основные процессы: дозирование исходных материалов, их тщательное перемешивание для получения однородной смеси исходных компонентов — шихты, брикетирование и гранулирование шихты. Благодаря этим процессам устраняются пы-ление и расслаивание шихты, ускоряется процесс варки стекла. На этой стадии используются в основном механические процессы (см. подпараграф 4.2.1).
Варка стекла (стекловарение) — основная и самая сложная стадия в производстве стекла. По своей сущности это совокупность высокотемпературных химических процессов (см. параграф 4.3). Процесс варки стекломассы условно подразделяют на следующие этапы: силикатообразование, стеклообразова-ние, гомогенизация, студка.
В ходе силикатообразования (при температуре около 400 ° С) начинаются химические реакции в твердой фазе с образованием плотного монолитного спека.
При дальнейшем подъеме температуры (до 1000 °С) силикаты расплавляются, начинается стадия стеклообразова-н и я, в ходе которой образуется неоднородный, приобретающий прозрачность расплав исходных компонентов и продуктов их химического взаимодействия, а также выделяются газообразные продукты реакции, удаляемые из расплава. Удаление газовых пузырьков ускоряется путем введения осветлителей, перемешивания стекломассы, воздействия ультразвука.
На стадии гомогенизации (1400—1600 °С) обеспечивается химическая однородность стекломассы, получается стекло требуемого состава и свойств.
Студка представляет собой процесс охлаждения стекломассы до температур, при которых она имеет вязкость, оптимальную с точки зрения выбранного способа выработки изделий из стекла.
Варка стекла осуществляется в специальных стекловаренных печах периодического или непрерывного действия. Производительность современных стекловаренных печей может доходить до 600 т стекломассы в сутки, а их размеры — до 70 м длины, 10 м ширины и 1,5 м глубины. В качестве топлива в абсолютном большинстве случаев используется природный газ, подаваемый в пространство печи через специальные грелки.
Охлажденная до необходимой температуры выработки стекломасса поступает на стадию формования изделий. В зависимости от вида получаемой продукции в настоящее время используют следующие способы выработки стекла:
• вытягивание и прокат (например, производство листового стекла);
• прессование (например, производство сплошных изделий в заранее подготовленных пресс-формах);
• литье (например, производство полых изделий в литейных формах);
• выдувание, когда форма изделию придается с помощью сжатого воздуха;
• сварка, когда изделие состоит из двух и более деталей.
Кроме того, возможно комбинирование вышеперечислен
ных способов.
В последнее время для производства полированного листового стекла используют так называемый флоат-процесс, когда гладкая лицевая поверхность стекла формируется на поверхности расплавленного олова.
Таким образом, при формовании изделий из стекла используют сочетание механических и температурных воздействий с целью получения требуемых формы и размеров.
Термическая обработка является заключительной стадией в производстве изделий из стекла. В большинстве случаев стеклянные изделия подвергают отжигу — нагреву до температуры, которая на 20 ° С ниже температуры размягчения стекла (400— 600 °С) и последующему медленному охлаждению. Отжиг снимает внутренние напряжения, возникшие в выработанном изделии из-за неравномерности охлаждения его наружных и внутренних слоев, и тем самым уменьшает вероятность разрушения изделия под действием незначительных механических нагрузок.
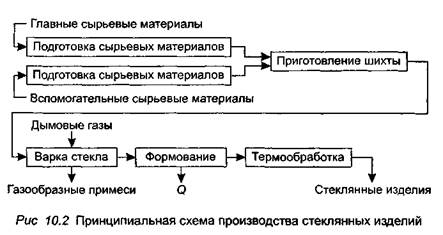
В целом процесс производства стеклянных изделий условно может быть представлен в виде блок-схемы (рис. 10.2).
Основными направлениями развития технологии стекла являются следующие:
• улучшение технологии производства стеклянных изделий за счет совершенствования процессов подготовки сырьевых материалов и приготовления стекольной шихты, варки стекла, разработки эффективных методов формования, использования малоотходных и энергосберегающих процессов (революционное развитие технологии);
• увеличение единичных мощностей стекловаренных печей и создание непрерывных технологических линий по производству стеклянных изделий (эволюционное развитие технологии);
• повышение уровня механизации и автоматизации трудоемких стадий производства стеклянных изделий, особенно на стадиях формования и окончательной обработки готовых стеклянных изделий (рационалистическое развитие технологии).
Дата добавления: 2015-09-14 ; просмотров: 4305 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



