
Измельчение резанием




![]()
![]()
Резанию подвергают овощи, фрукты, конфетную и тестообразную массу, мясные, кисломолочные, рыбные и другие продукты.
На практике применяют следующие основные способы резания: пуансоном, резцом, ножом и фрезой. Наиболее распространенный способ — резание ножом и фрезой.
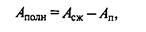
Ножи бывают односторонние и двухсторонние (рис.2). Грань 1 одностороннего ножа является рабочей. В двухстороннем ноже обе грани 2 — рабочие. Угол между гранями называется углом заточки. Линия пересечения граней ножа образует лезвие.
Применяют ножи разнообразных форм: серповидные в куттерах, дисковые в слайсерах для резки хлеба, овощей, а также при порционировании продуктов, ленточные, крестовидные в измельчающих машинах и др. Ножи могут совершать возвратно-поступательное, вращательное и колебательное движение. В некоторых резательных машинах ножи остаются неподвижными, а изрезаемый материал движется определенным образом относительно ножей. Ножом режут в основном мягкие продукты.
Для распиливания туш применяют фрезы и пилы.
Помимо резания ножом применяют резание резцом и пуансоном (рис. 3). Пуансоном режут твердые пищевые продукты, например морковь, капусту, картофель и т. д. Резец применяют для резания твердых и пластических продуктов.
Рис.2. Виды ножей
а — односторонний нож: 1 — режущая кромка; б—двухсторонний нож: 2—рабочая режущая грань
Резание можно разделить на собственно резание и рубку. При рубке резец перемещается только в перпендикулярном направлении к материалу, а при резании он движется как в перпендикулярном, так и в параллельном направлении к кромке материала. При рубке резец или клин проникает в толщу, например, мяса и уплотняет его верхний слой. При рубке поверхность получается не гладкой, не имеющей определенной формы. Рубку применяют, когда к поверхности среза не предъявляют специальных требований.
Для резания пластических материалов применяют струну. Полная работа, затрачиваемая на резание, Дж,
 (8)
(8)

Резание можно рассматривать как процесс, состоящий из двух последовательных стадий: сначала лезвие ножа сжимает материал, а затем перерезает его, образуя ровную поверхность среза.
Работа, затрачиваемая на сжатие, выражается уравнением, предложенным акад. В. Л. Горячкиным,
 (9)
(9)
 |
 (10)
(10)

Обычно пользуются понятием «удельное усилие резания», которое характеризует усилие резания, отнесенное к 1 м длины лезвия ножа. Так, удельное усилие резания моркови составляет 1400. 1600 Н/м, а картофеля — 600. 700 Н/м.
Условный модуль сжатия материала лезвием ножа определяют экспериментальным путем. Его величина зависит от свойств материала, вида ножа, состояния лезвия, усилия резания и других факторов. Лезвие режущего инструмента характеризуется режущей способностью, которая в процессе эксплуатации уменьшается. Из-за перечисленных причин полную работу резания определить расчетным путем достаточно трудно.
Технологическим свойством материала при резании является его податливость резанию. Величина, обратная податливости, определяет способность материала сопротивляться резанию.
Коэффициент полезной работы лезвия представляет собой отношение полезной работы к полной:
 (11)
(11)
Способность лезвия разделять материал на части является его режущей способностью, которая зависит от усилия резания: чем усилие резания меньше, тем режущая способность лезвия больше. Однако режущая способность лезвия уменьшается по мере его износа. Важным технологическим параметром лезвия является скорость резания, под которой понимают скорость перемещения лезвия в направлении резания. С увеличением скорости резания усилие резания уменьшается. Естественно, что при резании мягких продуктов уменьшается усилие резания, увеличиваются скорость резания и срок эксплуатации лезвия.
В пищевой промышленности применяют режущие инструменты разнообразных форм: прямоугольные, дисковые, ленточные, серповидные и др. Режущие инструменты могут совершать вращательное, возвратно-поступательное, колебательное движение, но могут быть и неподвижными, в то время как изрезаемый материал находится в движении в машине.
Источник
Основные способы резания продуктов
Основным условием для осуществления процесса резания является наличие относительного перемещения режущего инструмента и продукта.
В зависимости от направления скорости перемещения рабочего инструмента относительно продукта возможны три ситуации (рис. 2)
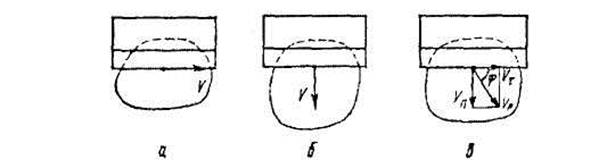 Рис. 2 – Схема перемещения ножа относительно продукта а – касательное; б – нормальное ; в – перемещение под углом к кромке Рис. 2 – Схема перемещения ножа относительно продукта а – касательное; б – нормальное ; в – перемещение под углом к кромке |
Если скорость перемещения направлена вдоль режущей кромки (рис. 2, а), то резания продукта не произойдет. При движении ножа по нормали к режущей кромке процесс разделения продукта называется рубящее резание (рис. 2, б), а при движении под углом φ к режущей кромке имеет место, скользящее резание (рис. 2, в).
Рубящее резание. В процессе рубящего резания лезвие ножа деформирует и одновременно уплотняет поверхностный слой продукта, в котором возникают контактные напряжения сжатия, значение которых возрастает по мере увеличения силового воздействия ножа на продукт. При достижении предельных значений контактных напряжений происходит разрушение (разделение продукта) под режущей кромкой лезвия ножа.
При рубящем резании характер силового взаимодействия между режущим инструментом и продуктом определяется условиями протекания процесса резания: либо это рубящее резание со свободным отгибанием отрезаемой части продукта (слой, ломтик и т. п.), либо это рубящее стесненное резание в случае применения многолезвенного рабочего органа, когда не происходит отгибания отрезанного продукта и на режущий инструмент оказывается дополнительное силовое воздействие по плоскостям раздела продукта.
Скользящее резание. При скользящем резании (рис. 2 в), нож одновременно перемещаетяс относительно продукта в двух направлениях: перпендикулярно к режущей кромке – при этом происходит его проникновение в толщу продукта, и вдоль режущей кромки – при этом происходит перепиливание микрозубчиками лезвия волокон и стенок клеток продукта. При этом величина общего усилия на режущий инструмент уменьшается по сравнению с рубящим резанием, что в свою очередь приводит к снижению степени деформации продукта при нарезании и способствует более высокому качеству процесса резания.
Качество процесса резания продукта определяется требованиями чистоты и ровности поверхности среза, а также степенью деформирования продукта под действием усилия, прилагаемого к режущему инструменту. Гладкая и ровная поверхность среза обеспечивается, как уже отмечалось, наличием микрозубцов на режущей кромке лезвия ножа, каждый из которых в процессе скользящего резания перепиливает волокна и стенки клеток продукта на очень малых площадях контакта.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Основные способы резания продуктов
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МАТЕРИАЛОВ
Тема 1
ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ТЕОРИИ РЕЗАНИЯ МАТЕРИАЛОВ
Лекция 1.1.
Классификация основных способов и видов обработки резанием
Рабочие процессы токарно-фрезерного станка ( Продолжительность видео 9 минут)
Точение, строгание, сверление, фрезерование ( Продолжительность видео 8 минут)
Продольное точение, обработка торца и конуса ( Продолжительность видео 2 минуты )
Фасонное точение ( Продолжительность видео 1 минута)
Полигональное точение ( Продолжительность видео 8 минут)
Вибрационное точение ( Продолжительность видео 1 минута)
Основные поверхности режущего инструмента ( Продолжительность видео 8 минут)
Прерывистое резание ( Продолжительность видео 1 минута)
Нестационарное резание ( Продолжительность видео 1 минута)
Текст для чтения вслух (Microsoft Edge) и с мобильных устройств
Понятие обработка связано с действием, направленным на изменение свойств предмета труда (заготовки) при выполнении технологического процесса. В зависимости от вида применяемой энергии для воздействия на заготовку обработка может быть механической, термической, химической, электрической и др. Под механической понимают обработку заготовки давлением или резанием.
Резание есть процесс управляемого разрушения (отделения) материала припуска и формообразования поверхности детали. Доминирующим фактором при этом является пластическое деформирование в сочетании со сложным комплексом явлений – механических, физических, химических, тепловых и т.д.
Обработка резанием заключается в образовании новых поверхностей путем отделения срезаемого слоя 5 с заготовки 3 (рис. 1.1) режущим лезвием инструмента 1 с режущей кромкой 4 с образованием стружки 2 в целях достижения заданных свойств (формы, размеров, точности, шероховатости, физико-химико-механического состояния) обработанной поверхности 6 и поверхностного слоя. Лезвие инструмента – клинообразный элемент режущего инструмента, созданный для проникновения в материал заготовки и отделения стружки. Стружка – деформированный и отделенный в результате обработки резанием поверхностный слой материала заготовки, составляющий припуск.
Для того чтобы режущий инструмент мог срезать с заготовки припуск, он, заготовка или они вместе совершают движения с определенными направлениями и скоростями. В зависимости от соотношения скоростей движений, которые выполняют инструмент и заготовка, различают методы обработки. Одно из движений, необходимое для реализации процесса превращения срезаемого слоя в стружку, которое осуществляется с наибольшей скоростью, называют главным движением резания, – D r , а другие – движениями подачи D S (рис. 1.2). Движение подачи D S – прямолинейное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Движение подачи может быть непрерывным (точение, сверление и др.) или прерывистым. Прерывистое движение подачи может происходить в перерывах циклов резания, например, при строгании (рис. 1.2 б ).
Скорость главного движения резания V – скорость рассматриваемой точки режущей кромки или заготовки в главном движении. Скорость движения подачи V S – скорость рассматриваемой точки режущей кромки или заготовки в движении подачи. Как следует из вышеизложенного, характерным признаком главного движения резания является то, что его скорость V во много раз превышает скорость движения подачи V S .
Размер срезаемого слоя t , измеренный по нормали к направлению движения подачи D S (или по нормали к обработанной поверхности 3 ), называют глубиной резания (рис. 1.3).
В технической литературе скорость главного движения резания V называют скоростью резания , а вместо понятия скорость движения подачи может употребляться термин подача.
Подача – отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов или определенных долей цикла другого движения во время резания. Под циклом движения понимают один полный оборот при точении (рис. 1.3 а ), ход или двойной ход режущего инструмента или заготовки при строгании или долблении (рис. 1.3 б ), а частью цикла может быть поворот многозубого инструмента на один угловой шаг d ф (рис. 1.3 в ).
Исходя из этого, различают подачи:
· подача на оборот S ( S 0 ), мм/об – подача, соответствующая одному обороту заготовки или инструмента;
· подача на зуб S z , мм/зуб – подача, которая соответствует повороту инструмента на один угловой шаг зубьев d ф (см. рис. 1.3 в ), при этом S=S z z , где z – число зубьев режущего инструмента;
· подача на ход S x , мм/ход – подача, которая соответствует одному ходу инструмента или заготовки;
· подача на двойной ход S 2x , мм/дв.ход – подача, которая соответствует одному двойному ходу заготовки или инструмента; подачу на двойной ход используют при строгании (рис. 1.3 б ), долблении, шлифовании и некоторых других видах обработки;
· минутная подача S мин , мм/мин – перемещение инструмента или заготовки за одну минуту времени: S мин = Sn = S z zn , где n – число оборотов в минуту заготовки или инструмента (частота вращения).
Движения подачи могут отличаться по направлениям (рис. 1.4).
Например, при точении перемещение резца параллельно оси заготовки называют продольной подачей (рис. 1.4 а ), а перпендикулярно к оси – поперечной (рис. 1.4 б , в ).
В случае комбинированного движения при точении образуется коническая или фасонная поверхности (рис. 1.4 г , д ).
Суммирование скоростей V и V S позволяет определить скорость результирующего движения резания V e (см. рис. 1.2). Вектор этой скорости V e всегда касательный к траектории результирующего движения D e данной точки инструмента.
На обрабатываемой заготовке при снятии стружки различают три поверхности: обрабатываемую , которая частично или полностью удаляется при обработке; обработанную , созданную на заготовке в результате обработки, и поверхность резания , образованную режущей кромкой инструмента в результирующем движении резания (рис. 1.5, рис. 1.6).
В современной промышленности используются режущие инструменты, которые отличаются один от другого эксплуатационным назначением (например, резцы, фрезы), видом оборудования, на котором они применяются (токарное, фрезерное), материалом режущей части, конструктивным исполнением и т.п. Однако в каждом из них можно выделить одно или несколько режущих лезвий (в форме режущего клина), которые созданы для срезания слоя материала (припуска). Форма режущих лезвий, образованная определенными поверхностями, зависит от геометрических параметров режущей части инструмента и непосредственно влияет на условия резания. Как правило, особенности геометрии лезвий любых сложных инструментов изучают на основе формы, понятий и определений самого простого инструмента – токарного резца.
Резец (рис. 1.7) состоит из двух частей: рабочей ( I ) – режущего лезвия и крепежной части ( II ), которая служит для фиксирования лезвия, а также для базирования и закрепления резца на станке. Режущее лезвие образуется пересекающимися передней и задними поверхностями.
Передней поверхностью 1 ( A γ ) называют ту поверхность лезвия инструмента, которая в процессе резания контактирует со срезаемым слоем и стружкой.
Поверхности лезвия инструмента, которые контактируют в процессе резания с поверхностями на заготовке (резания и обработанной), называются задними поверхностями. Передняя и задние поверхности инструмента могут быть вогнутыми, выпуклыми, плоскими или их комбинациями.
Главная задняя поверхность 3 ( A α ) является поверхностью инструмента, которая контактирует с поверхностью резания. Поверхность лезвия инструмента, которая контактирует с обработанной поверхностью, называется вспомогательной задней поверхностью 5 .
Линия пересечения передней и главной задней поверхности называется главной режущей кромкой . Линия пересечения передней и вспомогательной задней поверхностью называется вспомогательной режущей кромкой. Участок режущего лезвия в месте пересечения двух задних поверхностей (или главной и вспомогательной режущих кромок) образует вершину лезвия. Для улучшения работы инструмента часто режущую кромку вершины лезвия очерчивают дугой окружности радиуса r в (радиус при вершине) или прямой линией длиной l 0 (рис. 1.8).
Независимо от способа окончательной заточки режущего лезвия оно не может быть сформировано идеально острым. В действительности передняя и задняя поверхности лезвия соединяются с помощью некоторой округляющей поверхности, которая характеризуется радиусом округления режущей кромки r (рис. 1.9) в сечении ее нормальной секущей плоскостью. Для инструментов разных типов этот радиус находится в пределах 0,005…0,05 мм.
Существующее в наше время разнообразие обработок резанием, конструкций и геометрии инструментов, свойств обрабатываемых материалов, широкие пределы изменения режимов резания обусловливают практически безграничное число возможных комбинаций условий резания. Однако все они могут быть сведены к сравнительно небольшому числу основных типов обработки режущим лезвием. Их классификация, как правило, выполняется по следующим признакам.
1. По количеству режущих кромок, которые принимают участие в резании, – свободное и несвободное (рис. 1.10).
2. По ориентации главной режущей кромки относительно вектора скорости главного движения – прямоугольное ( ортогональное ) и косоугольное (рис. 1.11).
3. По количеству лезвий, которые одновременно принимают участие в работе, – одно- и многолезвийное . К первому виду относится точение, строгание, долбление; ко второму – сверление, фрезерование и т.п.
4. По форме сечения срезаемого слоя – с постоянным и переменным сечениями .
5. По времени и условиям контакта режущего лезвия с заготовкой – непрерывное, прерывистое и нестационарное резание (рис. 1.12).
Источник



