
- Способы механической обработки металлов резанием
- Существующие способы резания металла
- Давайте подробно рассмотрим основные методы обработки металлов резанием, какие они бывают, чем выполняются и т. д.
- Основная терминология при резании металлов
- Для чего предназначен каждый станок
- Основные методы обработки резанием
- Лекции на тему «Обработка материалов резанием»по дисциплине материаловедение
- Просмотр содержимого документа «Лекции на тему «Обработка материалов резанием»по дисциплине материаловедение»
Способы механической обработки металлов резанием
Металлических деталей существует целая масса, они отличаются своей формой, весом, качеством, поэтому и виды обработки металлов резанием тоже будут отличаться друг от друга. Для изготовления любой детали понадобится металлический материал, им может выступать: сварные заготовки, пластмассы, штамповки, отливки сортовой прокат, поковки. Такие названия можно соединить в одну группу под названием «заготовки».
Чтобы деталь соответствовала всем заданным параметрам, токарь или фрезеровщик должен снять с заготовки весь лишний металл. До получения нужной формы, мастер будет обрабатывать деталь используя, станок для резки металла или слесарное ручное оборудование. Тот ненужный снятый слой металла называется «припуском на обработку». В этом и состоит вся сущность обработки металлов резанием.
 Обработка металла
Обработка металла
Существующие способы резания металла
Давайте подробно рассмотрим основные методы обработки металлов резанием, какие они бывают, чем выполняются и т. д.
1. Точение (обточка). Выполняется, когда заготовка не слишком отличается размерами от нужной детали. Этот процесс может выполняться на таком оборудовании (станках): токарных, фрезерных, сверлильных, шлифовальных, долбежных, строгальных и т. д. Для этого резания используют резец токарного станка. Процесс происходит при большой скорости вращения детали, которую ей обеспечивает резец. Это движение называется «главным». А резец двигается медленно и поступательно, вдоль или поперек. Такой вид движения имеет название «движение подачи». Скорость резания определяется главным движением.
2. Сверление. Это методы обработки металлов резанием, где название говорит само за себя. Происходит на любом станке, где есть сверло. Заготовка зажимается прочно в тисках, а сверло вращается медленными поступательными движениями по одной прямой. В результате, в детали появляется отверстие с диаметром равным размеру сверла.
3. Фрезерование. Такие способы обработки металлов резанием могут выполняться лишь на специальных столах-станках — горизонтально-фрезерных. Главным инструментом станочника выполняющего фрезерную обработку металла, которое и совершает главное движение, является фреза. Движение подачи производит в продольном направлении заготовка, оно происходит под прямым углом относительно движению станка. Будущую деталь крепко зажимают на столе, и все время она остается неподвижной.
4. Строгание. Происходит на поперечном строгательном оборудовании, станках. Обработка заготовки происходит резцом, выполняющим медленные движения по заданному направлению и обратно. Главное движение принадлежит инструменту — немного изогнутому резцу. Движение подачи совершает заготовка, при чем, оно не сплошное, а прерывистое. Направление последнего движения прямо перпендикулярно главному. В этом виде станков движение резания высчитывается путем сложения рабочего и холостого ходов.
5. Шлифование. Мероприятие выполняется при помощи шлифовального круга на кругло шлифовальных станках. Режущий круг делает вращательные движения, а заготовка получает прямолинейную и круговую подачу, но если вытачивается деталь цилиндрической формы. Когда предметом обработки есть плоская поверхность, то заготовка получает подачу лишь в прямом направлении.
Проходившая выставка в Москве «металлообработка 2013» поражает наличием современного оборудования. фото оборудования с которой представлены в следующем сюжете :
Основная терминология при резании металлов
Глубиной резания называется толщина металла, выраженная в миллиметрах, которая удаляется при одном движении станка. Подачей принято называть расстояние в миллиметрах, совершаемое за одно движение режущего предмета или на которое он передвигается за один свой оборот. Скорость резания — это длина, описанная в метрах, которая понадобится для работы станка за определенно взятый отрезок времени. Такой единицей измерения принято брать минуту.
Для тех, кто хочет лично разобраться в подробностях, достаточно набрать в поисковике — обработка металлов резанием справочник технолога.
Для любого вида резания нужно приложить усилия, чтобы помочь инструменту отделить слой металла. Такие усилия называются «усилиями резания», именно это понятие помогает найти сопротивление резанию. Сила, с которой материал противостоит инструменту, называют «коэффициентом резания», для каждого металла он различный. Размер этой величины берется с сечением в 1 мм².
Какие бывают станки по назначению, мы уже описывали выше, а вот по уровню автоматизации они бывают: гидрофицированные, оснащенные программным управлением, автоматы и полуавтоматы.
Хотите сделать металлическую печку для бани самостоятельно? Как соорудить ее своими руками, читайте в этой статье.
Финальным этапом работы с металлом является его закалка. Как правильно ее производить, читайте в статье по https://elsvarkin.ru/texnologiya/texnologiya-zakalki-i-otpuska-stali/ ссылке.
Для чего предназначен каждый станок
- Токарные станки производят отверстия в цилиндрах и конусах. Им можно нарезать резьбу, просверлить или зенкеровать. Инструментом этого станка есть резцы разных типов.
- Сверлильные станки делают такие же операции, как и токарные, но еще умеют растачивать резьбы или отверстия. Работа выполняется при помощи сверл, энкеров, разверток, метчиков, резцов.
- Фрезерные станки предназначены для работы с плоской поверхностью или фигур, которые сложно сконструированы. Такие операции проводятся с помощью множества лезвий, которые имеет фреза. Такой инструмент тоже имеет свою классификацию.
- Строгальные станки работают с помощью резцов. Обрабатывают плоские и фасонные заготовки, могут выстрогать траншею.
- Шлифовальные станки шлифуют с высокой точностью, производят все отделочные работы. Инструмент такого станка — брус и круг.
- Зуборезные станки помогают вырезать зубья на детали формой конуса или цилиндра.
Если Вы захотите прочесть подобную информацию в несколько развернутом виде, то Вам понадобится учебник обработка металлов резанием, или регулярное издание такое как «журнал металлообработка и станкостроение».
Источник
Основные методы обработки резанием
Основы обработки металлов резанием
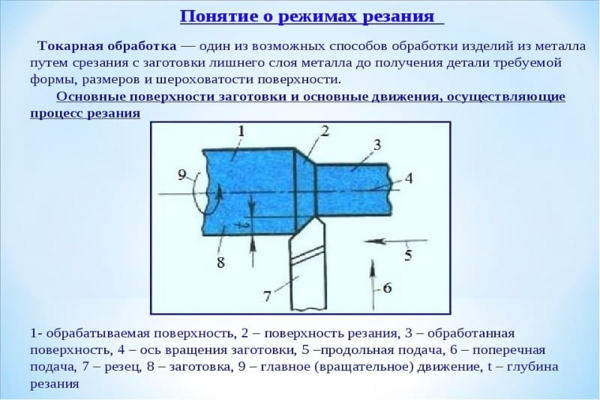
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую заготовку для придания ей необходимой формы и размеров с указанной точностью. Одним из таких способов является механическая обработка заготовок резанием, осуществляемая на металлорежущих станках. Обработка резанием заключается в проникновении лезвия инструмента с режущей кромкой в материал заготовки с последующим отделением определенного слоя материала в виде стружки . Лезвие инструмента представляет собой клинообразный элемент . На рабочей части инструмента может располагаться одно или заданное число лезвий (клиньев) определенной формы. Режущий инструмент с заданным числом (1, 2, 3 и т.д.) лезвий установленной формы называют лезвийным инструментом, а обработку таким инструментом – лезвийной обработкой. Слой материала заготовки, деформированный и отделенный в результате обработки резанием, называется стружкой. Обработка резанием заключается в срезании с обрабатываемой заготовки некоторой массы металла, специально оставленной на обработку и называемой припуском. Припуск может удаляться одновременно с нескольких поверхностей заготовки или последовательно друг за другом с каждой обрабатываемой поверхности. После срезания с заготовки всего припуска, оставленного на обработку, исходная заготовка прекращает свое существование и превращается в готовую деталь. Срезанная с заготовки стружка является побочным продуктом – отходом обработки материалов резанием. Пластическое деформирование и разрушение материала припуска с превращением его в стружку протекает при резании в специфических условиях, справедливых только для обработки материалов резанием. Таким образом, характерным признаком обработки резанием является стружка. Все способы и виды обработки, основанные на срезании припуска и превращении материала в стружку, составляют разновидности, определяемые единым термином резание материалов и подчиняющиеся общим закономерностям. Способы разделения материалов на части, при которых стружка не образуется, например разрезка ножницами, к обработке резанием не относятся. Условия деформирвания обрабатываемого материала и образования новых поверхностей при разрезке ножницами не подчиняются закономерностям теории резания материалов.
Основные методы обработки резанием
Точение(рис. 21.2,а). Главным движением со скоростьюVв этом случае является вращение заготовки2вокруг оси, а движением подачи — поступательное перемещение инструмента1относительно заготовки (вдоль ее оси, перпендикулярно или под углом к ней).
 Рис. 21.2. Схемы основных методов обработки резанием
Рис. 21.2. Схемы основных методов обработки резанием
Точением обрабатывают преимущественно поверхности вращения на токарных, карусельных, револьверных, расточных станках, токарных автоматах и полуавтоматах. Оно применяется для обработки цилиндрических, конических и фасонных внешних и внутренних поверхностей, торцовых поверхностей, а также для нарезания резьб.
Сверление(рис. 21.2,б). При обработке отверстий на сверлильных станках главным движением является вращение инструмента1, а движением подачи — перемещение инструмента вдоль своей оси. Так обрабатывают отверстия в сплошном материале2или увеличивают размеры имеющихся отверстий. Сверлить можно также на токарных, револьверных, расточных, фрезерных станках, токарных автоматах и др. При сверлении отверстий на станках токарной группы главным движением является вращение заготовки, а движением подачи— перемещение сверла вдоль оси. Чтобы получить более точные отверстия, после сверления их необходимо зенкеровать, растачивать или развертывать.
Фрезерование(рис. 21.2,в). При фрезеровании главным движением является вращение инструмента1, а движением подачи — поступательное перемещение заготовки2или фрезы. Применяя различные фрезы и фрезерные станки, можно обрабатывать разные поверхности и их комбинации: плоскости, криволинейные поверхности, уступы, пазы и др.
Строгание(рис. 21.2,г). Главным движением при строгании является возвратно-поступательное перемещение резца1у поперечно-строгальных станков или заготовки2в продольно-строгальных. Движением подачи является периодическое перемещение заготовки или резца. Чаще всего строгание используют для обработки плоскостей.
Протягивание(рис. 21.2,д) осуществляют с помощью специальною инструмента — протяжки1,имеющей на рабочей части зубья, высота которых равномерно увеличивается вдоль протяжки. Главным движение» является продольное перемещение инструмента, движение подачи отсутствует. Протягивание — производительный метод обработки, обеспечивающий высокую точность и малую шероховатость обработанной поверхности заготовки2.
Шлифование(рис. 21.2,е, ж).При шлифовании главным движением является вращение шлифовального круга1.Движение подачи обычно комбинированное и слагается из нескольких движений. Например, при круглом внешнем шлифовании — это вращение заготовки2,продольном — перемещение ее относительно шлифовального круга и периодическое перемещение шлифовального круга относительно заготовки.
Шлифованием пользуются для окончательной обработки поверхностей деталей. Чаще всего применяют следующие его методы: 1) круглое внешнее шлифование (рис. 21.2, е) для обработки внешних поверхностей вращения; б) круглое внутреннее шлифование — для обработки отверстий; в) плоское шлифование (рис. 21. 2,ж) —для обработки плоскостей.
Источник
Лекции на тему «Обработка материалов резанием»по дисциплине материаловедение

Курс лекций по теме «Обработка металлов резанием» по дисциплине Материаловедение
Просмотр содержимого документа
«Лекции на тему «Обработка материалов резанием»по дисциплине материаловедение»
Общие сведения обработки металла резанием
Виды обработки металла резанием
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Характеристика и расчет режимов резания при токарных работах
Ключевые моменты процесса
 Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Кратко опишем процесс:
Деталь закрепляется в патроне или на двух центрах;
В зависимости от необходимых манипуляций выбираются параметры режима резания при токарной обработке;
Предмет устанавливается в правильное положение и проверяется надежность всех фиксаций;
Находим первую точку касания;
Начинаем снимать металл или другой материал;
Контролируем габариты штангенциркулем и микро́метром;
Следует четко понимать, что приемы достаточно разнообразны, и невозможно коротко описать все нюансы. Заготовка может быть величиной от доли миллиметра до нескольких десятков метров. Характеристики изделия кардинально отличаются по твердости и вязкости. Уровень первичной отделки болванки может быть самым разным и иметь внешний слой с другими качествами. Часто нужно сделать сферическую поверхность на маленьком участке. Это накладывает определенные ограничения, так как часть приспособлений не рассчитана на циклические нагрузки.
Какие бывают станки
В зависимости от технологических потребностей применяют разное оборудование. Принято деление на следующие подвиды:
Токарно-винторезный. Это наиболее распространенный агрегат, позволяющий выполнять внушительный спектр работ. Пожалуй, любимым у токарей является К 62 в различных модификациях. Вся группа включает в себя универсальные устройства, отличающиеся степенью автоматизации и габаритами обрабатываемой детали. Большемерные заготовки точатся на ДИП 500. Для обучения специалистов используют модели ТВ-4 или ТВ-16.
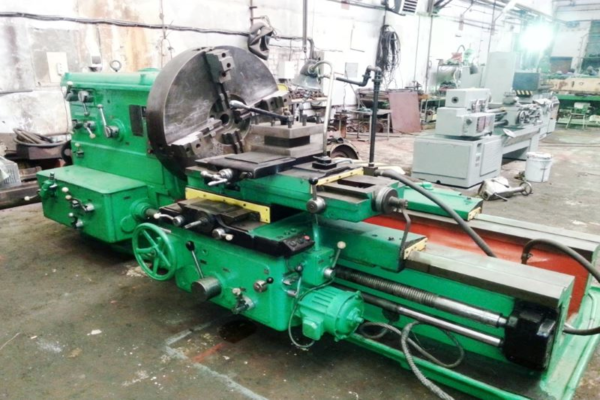
 Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Лобовой. Можно сказать, что это такой же станок, только положенный набок. Это продиктовано технологической целесообразностью при некоторых производствах. Конструкции этой группы не имеют задней бабки и фиксация происходит только благодаря губкам. Основное преимущество – возможность придания изделию конической формы.
 Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
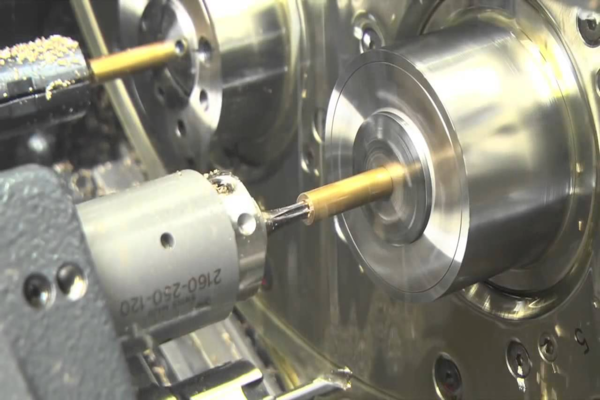
 Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
 Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
 ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.
ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.

Способы и правила определения режимов приемлемого резания при точении: формулы
Для разных материалов и необходимой чистоты существуют свои оптимальные системы, включающие в себя скорость подачи, глубину захода и вид заточки.
Многие универсальные токари определяют эти параметры «на глазок». Тем более, они сильно зависят от технических характеристик самого́ станка. При создании программ для ЧПУ и полуавтоматики применяются конкретные математические варианты расчета. За основу берутся качества заготовки (твердость, вязкость, хрупкость, абразивность, подверженность температурным изменениям). Под это разрабатываются инструменты (как правило, несколько для различных технологических приемов). Затем происходит определение режимов идеального резания при умелой токарной обработке на основе жестких правил. Это дает приблизительные показатели, по которым можно назначить оптимальные значения. Более точные данные получаются эмпирическим путем (в процессе стендовых испытаний).
После этого возможно задать для каждой конкретной цели темп вращения шпинделя, интенсивность движения стержня для рассечения и его заглубление.
Источник



