
- Черчение
- Нарезание резьбы
- Как нарезать резьбу вручную
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
- Технология нарезания резьбы метчиком
- Как нарезать резьбу вручную? Обзор резьбонарезного инструмента.
- Содержание:
- Выполнение внутренней резьбы метчиком
- Тонкости нанесения наружной резьбы плашкой и клуппом
- 5 советов по успешному выполнению работ
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
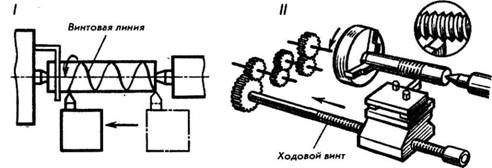
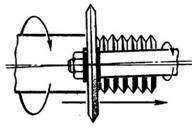
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
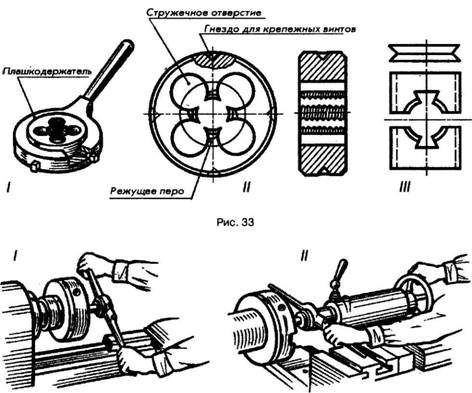
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
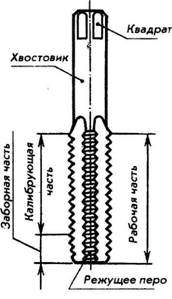
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
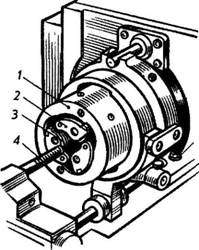
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
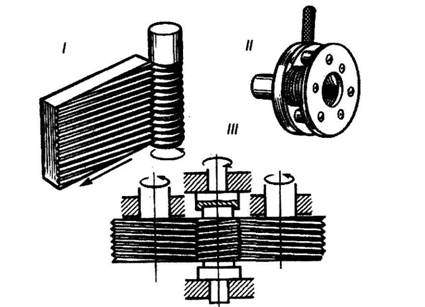
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

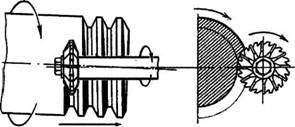
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Источник
Как нарезать резьбу вручную? Обзор резьбонарезного инструмента.

Содержание:
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом

Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.

По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8×1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он изготавливается из прочного качественного металла и строго отвечает требованиям ГОСТа.

Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-H32 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
Источник



