
Основные способы формообразования изделий
Понятие о процессе формообразования
Формообразование — это совокупность процессов, методов, способов и приемов получения из заготовки готовой детали с заданной формой, размерами и качеством поверхностного слоя.
Резание — это наиболее распространенный способ (вид) формообразования.
Остальные виды служат в основном для получения заготовок или полуфабрикатов (литье, прокатка, сварка, ЭХО, ЭФО, штамповка и ряд других).
В основу классификации формообразования положен энергетический принцип.
Энергетический баланс формообразования можно выразить равенством (смотри рисунок 1):
Eф — энергия формообразования.
Eo — энергия заготовки.
Eфп — энергия формообразования потерь.
Eфи — энергия формообразования изделия.
Eфс — энергия формообразования стружки.
Eи — энергия изделия.
Eс — энергия стружки.
Оценка процессов формообразования происходит по трем показателям:
- коэффициент использования материала;
- коэффициент приращения энергии;
- энергетический коэффициент использования формообразования.
Необходимое условие формообразования: энергия формообразования должна быть больше энергии связи электронов детали.
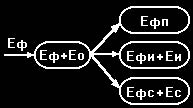
Рис. 1. Схема энергетического баланса формообразования
Основные показатели процессов формообразования
1) Энергия, подводимая к заготовке:
♦ механическая;
♦ химическая;
♦ электрическая;
♦ магнитная или электромагнитная.
2) Энергия формообразования (энергия для придания окончательной формы изделию):
♦ При электроэрозионной обработке — электрическая энергия;
♦ При резании — механическая энергия.
3) Распределение энергии во времени:
♦ Непрерывно;
♦ В виде импульсов.
4) Распределение энергии в пространстве:
♦ Точечная;
♦ Линейная;
♦ Поверхностная;
♦ Объемная.
5) Основной процесс формообразования:
♦ Пластическое деформирование — резание, обработка давлением;
♦ Хрупкое разрушение — ультразвуковая обработка;
♦ Плавление — литье и электроэрозионная обработка;
♦ Химические процессы — ЭХО;
♦ Выращивание кристаллов;
♦ Взаимодействие твердых частиц и связующих — порошковая металлургия и абразивная технология;
♦ Различные виды взаимодействия в электрических и магнитных полях —нанесение покрытий и т.п.
6) Метод формообразования:
♦ Путем удаления припуска — резание, ЭХО, ЭФО, ЭМО (электромеханическая обработка);
♦ Перераспределение объема материала заготовки при переходе из твердого состояния в жидкое — литье;
♦ Взаимодействие по коду или генетическому признаку.
7) Среда формообразования (в которой происходит процесс):
♦ Вакуум;
♦ Воздух;
♦ Инертный газ;
♦ Эмульсии;
♦ Жидкость;
♦ Диэлектрик;
♦ Суспензии;
♦ Твердое тело и другие.
8) Давление среды:
♦ Нормальное;
♦ Повышенное;
♦ Высокое.
9) Кинематика процесса формообразования.
Один и тот же процесс формообразования может быть организован при разных формах обработки (смотри рисунок 2).
Схематизировано Грановским.
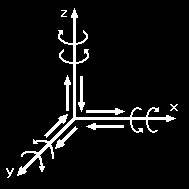
Рис. 2. Кинематика процесса формообразования
10) Состояние удаленного припуска:
♦ Стружка различной формы и размера;
♦ Раствор — ЭХО;
♦ Расплав или капли жидкости при электроэрозионной обработке;
♦ Пар при лучевой или лазерной обработке.
Резание — как технологический способ обработки заключается в том, что с обрабатываемой заготовки срезается слой металла специально оставленный для обработки.
Этот слой называется припуском.
В ряде случаев припуск может быть достаточно большим, и он может сниматься (срезаться) за несколько проходов.
В результате чего заготовка превращается в деталь.
Металл, срезаемый с заготовки, пластически деформируется, а затем отделяется от заготовки.
Он приобретает определенную форму и размеры, и в таком виде его принято называть стружкой.
Пластическое деформирование и разрушение металлов в процессе резания протекают в особых условиях.
Именно это и определяет специфику и закономерности, определяемые физикой этого процесса, которые могут быть отражены зависимостями (частными, в основном), отражающими процесс обработки резанием.
Обрабатываемость материала резанием — это его способность подвергаться обработке резанием (как правило, на металлорежущих станках).
Если в процессе обработки металл удаляется в виде стружки, то инструмент выполняющий эту операцию называется режущим.
Обрабатываемость материала резанием — совокупность свойств определяемая:
- Химическим составом материала;
- Структурным состоянием;
- Механическими свойствами (упругость, пластичность);
- Склонностью к образованию стружки;
- Способностью сопротивляться резанью (косвенный признак);
- Энергетическими затратами на резание;
- Тепловыми процессами;
- Теплопроводностью материала;
- Истираемостью материала.
В настоящее время существует более 300 марок сталей (сплавов, как черных, так и цветных).
Их по обрабатываемости подразделяют:
- Легкие сплавы, как наиболее легко обрабатываемые резанием. Это сплавы на основе алюминия (различные латуни и бронзы);
- Средне обрабатываемые стали и сплавы. К ним относятся, углеродистые стали типа: Сталь 20. Сталь 50, чугуны, легированные стали 40Х, 20Х, 20ХН и другие;
- Трудно обрабатываемые. Это аустенитные стали, стали легированные хромом (13-20%), специальные сплавы с никелем (Ni) (30-70%), сплавы с ниобием.
При резании на контактных поверхностях режущего инструмента возникают давления (тысячи атмосфер) и одновременно выделяется много тепла (температура резания сотни, а иногда и тысячи градусов).
Также в процессе обработки происходит скольжение и трение обрабатываемого материала по контактным поверхностям режущего инструмента.
Поэтому материал режущего инструмента должен обладать свойствами, создающими ему работоспособность.
Качество инструментального материала оценивается физико-механическими свойствами, зависящими от структурного состояния или химического состава.
Твердость режущего инструмента (РИ) колеблется в пределах от 62. 64 единицы и измеряется, в основном, по шкале HRC, твердомером.
При твердости HRC 64 лезвия выкрашиваются из-за излишней хрупкости.
Твердые сплавы и минералокерамика имеют твердость близкую к твердости алмаза.
Металлорежущим инструментом (МРИ) из инструментальной стали с твердостью 62. 64 HRC обрабатывают, в основном, все конструкционные материалы с твердостью до 30. 35 HRC.
Наиболее распространенная твердость конструкционных материалов — 12. 20 HRC.
Конструкционные материалы с твердостью выше 35. 40 HRC обрабатывают твердыми сплавами, минералокерамикой или эльбором (кубический нитрит бора), а в особых случаях алмазами (синтетическими или натуральными).
Прочность . Силы резания, возникающие при работе режущего инструмента, вызывают в материале лезвия и корпуса напряжения сжатия, изгиба, а иногда и кручения.
Для того чтобы не произошло разрушение, инструмент должен быть достаточно прочным.
Наибольшей прочностью обладают термообработанные, быстрорежущие стали, менее прочные — низколегированные и углеродистые стали.
Твердые сплавы, минералокерамика, эльбор и алмаз имеют высокие прочностные показатели при сжатии, но при растяжении они в 4-5 раз меньше.
Поэтому при проектировании режущего инструмента необходимо, чтобы лезвие имело напряжения сжатия, а не изгибов.
Теплостойкость . В процессе резания непрерывно выделяется тепловая энергия эквивалентная механической работе затраченной на резание.
В инструментальных материалах, из которых изготовлено лезвие и прилегающие к лезвию части корпуса инструмента, создается тепловое поле с максимальной температурой на контактных поверхностях инструмента.
Под теплостойкостью понимают способность инструментального материала сохранять при нагреве свою структуру и свойства, необходимые для резания.
Теплостойкость характеризуется температурой, при которой материал сохраняет определенную установленную ранее твердость (температура красно стойкости).
Для разных марок инструментальных материалов, в зависимости от структурного и фазового состава, эта температура колеблется от 200. 1000 °C .
Теплопроводность — это способность отводить тепло. Присутствие кобальта (Co) в быстрорежущих сталях и твердых сплавах существенно увеличивает теплопроводность.
Для быстрорежущих сталей (БРС) таким же свойством обладает молибден (Mo), а ванадий (V) и вольфрам (W) снижают теплопроводность.
Износостойкость — способность инструментального материала сопротивляться разрушению истиранием.
Причиной потери режущих свойств у всех инструментов является износ, то есть диспергирование и унос части инструментального материала составляющего лезвие инструмента, и, следовательно, нарушение исходной формы и геометрических параметров режущего инструмента.
Износ — сложный недостаточно изученный процесс, зависящий от множества факторов.
Важнейшие из них: нормальное давление; скорость взаимного скольжения инструментального материала (ИМ) и обрабатываемого материала (ОМ); температура в зоне резания.
Износостойкость количественно выражается работой силы трения затраченной на превращение единицы массы инструментального материала в продукт износа.
1. Углеродистые стали. ГОСТ 1425-74, марки: У10А, У12А, θс = 220 °С ( температура в зоне резания ).
2. Легированные инструментальные стали. ГОСТ 12265-72, марки: ХВГ, ХВ5, 9ХС, θс = 250 °С.
3. Быстрорежущие стали (с содержанием вольфрама (W) — обозначается Р, ГОСТ 19265-73, θс = 550 − 580 С°.
- С максимальным количеством вольфрама: Р18, Р18Ф2, Р14Ф4 и другие.
- Со средним количеством вольфрама: Р9Ф5, Р9К5, Р9К5Ф5 и другие.
- С низким содержанием вольфрама: Р6М5.
4. Твердые сплавы, θс ≈ 900 °С.
- Однокарбидные: ВК8, ВК6 и другие.
- Двукарбидные: Т15К6 (в нем: карбида титана (Ti) — 15%, Кобальта (Co) — 6%, а остальное — карбид вольфрама (W)) и другие.
- Трехкарбидные: ТТК и другие.
5. Минералокерамика. Марка: ЦМ332, θс ≈125 °С.
6. Алмазы (натуральные и синтетические), θс = 850 −1000 °С.
7. Эльбор (кубанит, буразол, кубический нитрит бора). θс =1200 С°.
На рисунке 3 показана зависимость, износостойкости быстрорежущей стали от твердости.
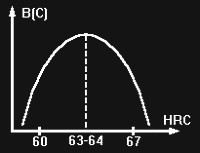
Рис. 3.
На рисунке 4 изображена зависимость твердости быстрорежущей и инструментальной сталей от температуры в зоне резания.
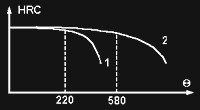
Рис. 4.
На рисунке 5 показаны зависимости износостойкости некоторых инструментальных сталей от скорости резания.
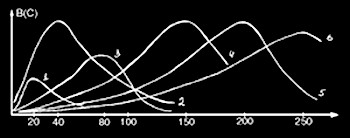
Рис. 5.
1. Производительность — отношение количества произведенных деталей к единице времени.
Обозначение — Q = [штук / ед. времени].
2. Энергоемкость — отношение работы затраченной на производство к единице веса продукции.
Обозначение — Э = [работа / ед. веса продукции].
Некоторые значения энергоемкости для распространенных видов обработки:
- При резании Э = 1;
- При литье Э = 5;
- При штамповке Э = 8. 10;
- При ЭФО, ЭХО Э = 100.
3. Точность обработки — характеризуется квалитетом, достигаемым при обработке.
При резании достигается наиболее высокая точность обработки.
- При лезвийной обработке до 6 квалитета;
- При абразивной обработке до 4 квалитета;
- При тонком алмазном точении до 0,3 мкм.
4. Шероховатость обработанной поверхности.
Измеряется в единицах Ra, Rz.
- При лезвийной обработке Ra = 1;
- При абразивной обработке Ra → 0;
- При тонком алмазном точении до 0,04 мкм.
5. Глубина поврежденного слоя — слоя, в котором в результате обработки резанием изменилась структура.
Например, возникли повышенные напряжения, которые отрицательно сказываются на эксплуатационных характеристиках обработанной детали (время жизни уменьшилось в 3. 5 раз).
При грубой обработке глубина поврежденного слоя может быть 0.01. 0.1 мкм, а при тонкой абразивной — его можно свести к нулю.
Пусть с заготовки нужно удалить припуск толщиной a , для чего нужно устранить физические связи по плоскости 1-2-3-4 (смотри рисунок 6).
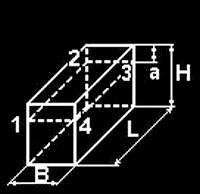
Рис. 6.
Если для формообразования детали используется метод резания, то в качестве режущего инструмента применяется резец.
Резец, перемещаясь равномерно в направлении Dr со скоростью V , срезает припуск в виде стружки размером B ⋅ L ⋅ a и при этом совершается работа равная произведению A = Pz · L , где L — путь резания; Pz — сила резания.
Эта работа может быть совершена только в том случае, если со стороны резца и заготовки будет приложена необходимая сила резания Pz.
Этой же величине работы будет равно количество энергии затраченное на снятие данного припуска.
В случае если величина припуска будет очень большой, то его разделяют на несколько проходов режущего инструмента.
Основа любого режущего инструмента — режущий клин AOB с углом заострения β (смотри рисунок 7).

Рис. 7.
Клин имеет переднюю поверхность OA, контактирующую непосредственно со стружкой, и заднюю поверхность, обращенную к заготовке.
Пересечение передней и задней поверхностей режущего инструмента образует главную режущую кромку.
Н. Ф. Зеленцова, Лекции по основам процесса резания и режущему инструменту, М.: МГТУ им. Н. Э. Баумана, 1999г.
Источник
Формообразование поверхностей
Формообразующие поверхности
Любая деталь есть замкнутое пространство, ограниченное реальными геометрическими поверхностями, которые образованы в результате обработки детали тем или иным технологическим способом (литьем, штамповкой, резанием и т. д.).
При этом полученные реальные поверхности детали на металлорежущих станках резанием, отличаются от идеальных отклонениями от правильности формы, точностью размеров и величиной шероховатости.
Теоретически процесс формирования реальных поверхностей на станках резанием базируется на идеальных представлениях о поверхностях в геометрии, в которой любая поверхность представляется в виде непрерывного множества последовательных местоположений (или следа) одной движущейся геометрической линии, называемой образующей, по другой, называемой направляющей. Таким образом, любая реальная поверхность детали является приближением к идеальной геометрической поверхности и может быть представлена совокупностью нескольких элементарных поверхностей (рис. 2.4.).
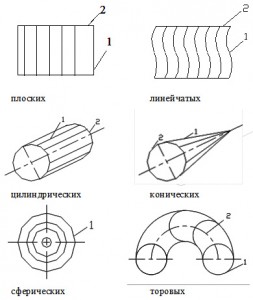
Таким образом, для получения таких поверхностей на металлорежущих станках необходимо получить образующую линию 1 и обеспечить ее движение по направляющей линии 2, т.е. заготовке и инструменту необходимо сообщить относительные согласованные движения, движения формообразования.
В зависимости от формы производящей линии (образующей) и метода ее образования движения формообразования могут быть простыми или сложными.
К простым движениям формообразования относятся вращательные Ф(В), и поступательные Ф(П), каждое из которых может быть получено за счет одного элементарного движения, при чем эти движения не зависят друг от друга.
Источник



