Реферат: Стружкодробление и удаление отходов производства
Название: Стружкодробление и удаление отходов производства Раздел: Промышленность, производство Тип: реферат Добавлен 22:12:54 01 июля 2011 Похожие работы Просмотров: 936 Комментариев: 14 Оценило: 3 человек Средний балл: 5 Оценка: неизвестно Скачать
Стружкодробление иудаление отходов
При обработке резанием большинства труднообрабатываемых материалов и прежде всего жаропрочных и нержавеющих сталей и сплавов образуется сливная стружка. Наматываясь на вращающиеся и поступательно движущиеся узлы станков и инструментов, попадая в зазоры, она препятствует работе как автоматизированного, так и универсального оборудования и является причиной преждевременного износа и аварий станков и приспособлений. Будучи нагретой до высокой температуры, она представляет опасность для рабочего и является причиной травм. Помимо этого, сливная стружка загромождает цеховое пространство и создает большие трудности при последующей транспортировке и переработке.
Стабильность удаления стружки со станка обеспечивается двумя способами: дробление стружки непосредственно в зоне резания и удаление стружки из рабочего пространства.
Способы дробления стружки
Форма стружки удобная для удаления из рабочей зоны технологического оборудования в настоящее время является важнейшей характеристикой процесса резания. Особенно остро вопрос дробления стружки возник в связи с внедрением в производство малолюдных технологических процессов на автоматических линиях, автоматах и ГПС, что вызвало необходимость создания простых и вместе с тем надежных средств дробления или завивания стружки .
В настоящее время металлообрабатывающая промышленность располагает различными средствами воздействия на форму и размеры стружки, которые базируются на кинематическом (прерывистом) и некинематическом (непрерывном) методах. Некинематический метод дробления стружки основан на создании условий, обеспечивающих изменение механических свойств и возникновение дополнительных местных напряжений в сечении стружки при неизмененных кинематических параметрах процесса резания. Некинематический метод включает в себя способы, оказывающие механическое и физическое воздействие на процесс стружкообразования. Кроме того, дробление стружки может достигаться путем подбора соответствующих режимов резания, создания специальных марок сталей и сплавов для заготовок и разработки технологических режимов их термической обработки.
К механическим способам дробления стружки следует отнести:
— специальные типы заточек передней грани режущего инструмента, такие как выкружки, порожки, круглые, секторные и продольные лунки, отрицательные фаски на главной и вспомогательной режущих кромках, которые обеспечивают необходимый характер завивания стружки, и принудительное направление ее на обрабатываемую поверхность заготовки .
— различные типы стружкозавивающих и стружколомающих устройств, являющихся препятствием на пути движения сходящей стружки, вызывая ее дополнительную деформацию и снижение пластических свойств;
— опережающую пластическую деформацию обрабатываемой поверхности, получаемую за счет нанесения прямозубой, винтовой или косозубой накаткой рисок, ослабляющих сечение стружки и являющихся концентраторами напряжений;
— предварительную подготовку обрабатываемой поверхности заготовки путем нанесения стружкоразделительной канавки или локального физического воздействия (высоко или низкотемпературного, а также деформационного воздействий) .
К способам физического воздействия на процесс резания, обеспечивающим дробление стружки, относятся электроискровой разряд, следующий за основной механической обработкой и создающий интенсивное тепловое воздействие, разрушающее стружку; предварительный периодический подогрев зоны резания с нанесением стружкоразделительных канавок кратковременным импульсом тока плазматрона; электродуговое распределение стружки, подаваемой в ориентированном состоянии в зону термического влияния дуги.
Более надежное и эффективное дробление стружки при возможных изменениях режимов резания и механических свойств обрабатываемого материала в процессе обработки высокопрочных, жаропрочных материалов и пластичных сплавов возможно только кинематическими способами, когда создаются колебательные движения инструмента или заготовки в направлении подачи .
При наличии мелкодробленой стружки процесс ее удаления из рабочего пространства не вызывает затруднений и конструктивно решен в виде применяющихся с успехом на многих станках и автоматических линиях шнековых устройств. Комплексную механизацию уборки и переработки стружки осуществляют в следующей последовательности: сначала стружку удаляют из зоны резания станков, затем транспортируют линейным транспортером до магистрального и перемещают на участки переработки. Все транспортные средства в механическом цехе расположены обычно ниже уровня пола. Если необходима гибкость в переоборудовании производства, то нет необходимости в создании капитальных транспортеров для перемещения стружки. Стружку из поддона станка собирают в специальную тару, а затем, используя транспортные средства, вывозят ее в зону брикетирования. Известны два способа брикетирования стружки – холодное брикетирование на гидропрессах и горячее под молотом. В целях упрощения транспортировки переработку стружки рационально вести в непосредственной близости от места ее образования. Поэтому применение горячего брикетирования менее рационально, прежде всего, из-за возникновения в механических цехах ударных воздействий.
Количество стружки зависит от типа металлорежущего оборудования (табл. 1), припусков на обработку заготовки, вида применяемого инструмента. Различают стружку в виде мелкой крошки, кусочков, высечки, колечек, жгутика, мелкого, среднего и крупного вьюна, саблевидную.
Данные по видам стружки в зависимости от материала заготовки и металлорежущего оборудования приведены в табл. 2. Применяемость конвейеров в зависимости от группы стружки приведена в табл. 3. Технические характеристики серийных конвейеров приведены в табл. 4 — 6.
Выбор схемы транспортирования стружки в ГПС зависит от общей системы стружкоудаления в цехе. При отсутствии общей системы стружкоудаления необходимо руководствоваться следующим:
— для систем, расположенных на площади 300…500 м 2 , с количеством стружки до 300 кг/ч целесообразно устанавливать линейные конвейеры для линии станков, а в конце линии – емкости для сбора стружки;
Количество стружки в зависимости от типа
Источник
Способы дробления стружки
Форма стружки удобная для удаления из рабочей зоны технологического оборудования в настоящее время является важнейшей характеристикой процесса резания. Особенно остро вопрос дробления стружки возник в связи с внедрением в производство малолюдных технологических процессов на автоматических линиях, автоматах и ГПС, что вызвало необходимость создания простых и вместе с тем надежных средств дробления стружки.
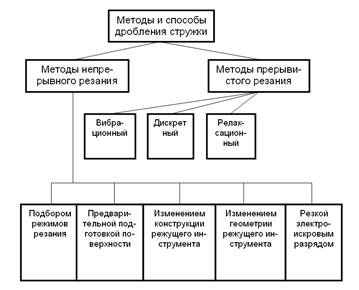
Существующие методы и способы дробления стружки представлены на рис. 1.
В настоящее время металлообрабатывающая промышленность располагает различными средствами воздействия на форму и размеры стружки, которые базируются на некинематическом(непрерывном) и кинематическом (прерывистом) методах.
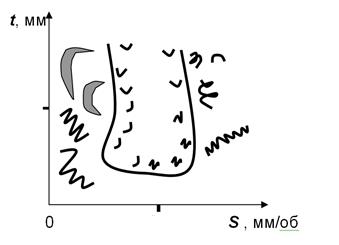
Метод непрерывного резания при дроблении стружки основан на создании условий, обеспечивающих изменение механических свойств и возникновение дополнительных местных напряжений в сечении стружки при неизмененных кинематических параметрах процесса резания. Некинематический метод включает в себя способы, оказывающие механическое и физическое воздействие на процесс стружкообразования. Кроме того, дробление стружки может достигаться путем подбора соответствующих режимов резания (рис 2.), создания специальных марок сталей и сплавов для заготовок и разработки технологических режимов их термической обработки.
Рис.2. Область оптимального размера стружки, определяемая режимными параметрами процесса резания.
К механическим способам дробления стружки следует отнести:
— специальные типы заточек передней грани режущего инструмента, такие как выкружки, порожки, круглые, секторные и продольные лунки, отрицательные фаски на главной и вспомогательной режущих кромках, которые обеспечивают необходимый характер завивания стружки, и принудительное направление ее на обрабатываемую поверхность заготовки;.
— различные типы стружкозавивающих и стружколомающих устройств, являющихся препятствием на пути движения сходящей стружки, вызывая ее дополнительную деформацию и снижение пластических свойств;
— опережающую пластическую деформацию обрабатываемой поверхности, получаемую за счет нанесения прямозубой, винтовой или косозубой накаткой рисок, ослабляющих сечение стружки и являющихся концентраторами напряжений;
— предварительную подготовку обрабатываемой поверхности заготовки путем нанесения стружкоразделительной канавки или локального физического воздействия (высоко или низкотемпературного, а также деформационного воздействий).
К способам физического воздействия на процесс резания, обеспечивающим дробление стружки, относятся электроискровой разряд, следующий за основной механической обработкой и создающий интенсивное тепловое воздействие, разрушающее стружку; предварительный периодический подогрев зоны резания с нанесением стружкоразделительных канавок кратковременным импульсом тока плазматрона; электродуговое распределение стружки, подаваемой в ориентированном состоянии в зону термического влияния дуги.
Кинематические способы позволяют обеспечитьболее надежное и эффективное дробление стружки при возможных изменениях режимов резания и механических свойств обрабатываемого материала в процессе обработки.
Дискретный способдробления стружки заключается в периодическом выключении подачи на время, достаточное для прерывания процесса резания.
При вибрационном способе перемещение инструмента в направлении подачи является суммой равномерного поступательного и колебательного движения. При этом элемент стружки образуется за один период колебаний инструмента.
Для осуществления вибрационного и дискретного способов дробления стружки требуются устройства сложной конструкции. К тому же недостатком дискретного дробления стружки является необходимость приводить в колебательное движение узлы значительной массы, например суппорт. Кроме того, для обеспечения в этом случае той же производительности, что и при обычной обработке, необходимо устанавливать увеличенную подачу, которая определяется из условия равенства площадей, обработанных за равное время при одних и тех же частотах вращения шпинделя.
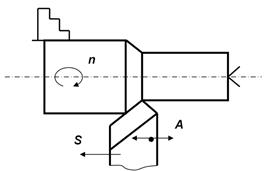
При релаксационном способе дробления стружки инструмент получает результирующее движение в направлении подачи, состоящее из равномерного прямолинейного движения и относительного движения, подчиняющегося закону релаксационных колебаний, которые резко отличаются по форме от гармонических. Устройства, осуществляющие указанный способ, приводятся в действие силами резания.
Рис.3. Кинематический метод дробления стружкипосредством вынужденных колебаний инструмента, где: S – подача; A – амплитуда перемещения инструмента; n – частота вращения заготовки.
Дата добавления: 2016-12-16 ; просмотров: 4555 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Дробление стружки
Кинематика сливного стружкообразования
Рассмотрим схему стружкообразования.
Все частицы материала, лежащие левее плоскости сдвига
перемещаются относительно лезвия инструмента со скоростью резания
После пересечения плоскости сдвига частицы за счет пластических сдвигов получают дополнительные смещения со скоростью
которая направлена вдоль плоскости сдвига.
На плоскости сдвига скорость
а на верхней границе переходной пластически деформированной зоны она достигает максимума. Таким образом, в каждый момент времени частица материала имеет абсолютную скорость, складывающуюся из скорости резания и скорости пластических сдвигов соответствующей той линии скольжения, на которой частица находится в данный момент.
в теории резания называется скоростью деформирования и измеряется она в метрах в секунду или в минуту, в отличие от скорости деформации, измеряемой в c -1 .
По теореме синусов получаем:
В подавляющем большинстве случаев стружка имеет естественную кривизну, т. е. завивается. Это происходит потому, что сдвиг ‑ не единственная деформация, обусловливающая превращение срезаемого слоя в стружку. Этот слой всегда с большей или меньшей интенсивностью подвергается неравномерному сжатию в направлении, перпендикулярном к передней поверхности лезвия. Как следствие, в двух других, перпендикулярных к первому, направлениях возникают напряжения растяжения, и опорная поверхность стружки приобретает большую скорость.
Форма стружки и размеры ее элементов имеют важное значение, особенно при автоматизированном производстве. В неблагоприятных условиях возможно наматывание стружки на вращающиеся части станка, деталь или инструмент, что приводит к их поломкам.
В связи с этим часто возникает необходимость принудительного дробления стружки. При точении это может достигаться с помощью накладных стружколомов, лунок или уступов на передней поверхности лезвия резца.
Эти меры обеспечивают надежное дробление стружки только в данных конкретных условиях обработки, в то время как при незначительном изменении условий резания либо обрабатываемого материала вновь может образовываться недробленая сливная стружка.
Периодическое прерывание процесса резания с помощью изменения движения режущего инструмента обеспечивает кинематическое дробление стружки при резании. Способы кинематического дробления стружки подразделяются на дискретный, вибрационный и релаксационный.
Дискретный способ дробления стружки заключается в периодическом выключении подачи на время, достаточное для прерывания процесса резания. При вибрационном способе перемещение инструмента в направлении подачи является суммой равномерного поступательного и колебательного движения. При этом элемент стружки образуется за один период колебаний инструмента.
Для осуществления вибрационного и дискретного способов дробления стружки требуются устройства сложной конструкции. К тому же недостатком дискретного дробления стружки является необходимость приводить в колебательное движение узлы значительной массы, например суппорт. Кроме того, для обеспечения в этом случае той же производительности, что и при обычной обработке, необходимо устанавливать увеличенную подачу, которая определяется из условия равенства площадей, обработанных за равное время при одних и тех же частотах вращения шпинделя.
При релаксационном способе дробления стружки инструмент получает результирующее движение в направлении подачи, состоящее из равномерного прямолинейного движения и относительного движения, подчиняющегося закону релаксационных колебаний. Релаксационные колебания резко отличаются по форме от гармонических. Устройства, осуществляющие указанный способ, приводятся в действие силами резания.
К кинематическим способам дробления стружки можно также отнести нанесение канавок, рисок на обрабатываемой поверхности или поверхности резания до или во время обработки.
Перечисленные выше способы дробления стружки сопровождаются вибрациями инструмента и детали, снижающими качество обработанной поверхности. Наиболее перспективными, особенно при обработке нежестких деталей, можно считать способы безвибрационного дробления путем нагрева стружки электрическим током до расплавления, пережиганием сходящей стружки импульсами электрического тока с помощью электродов, а также способ дробления с использованием теплоты дуги сварочной горелки с неплавящимся электродом.
Одним из показателей стабильности процесса резания является степень дробления стружки, которая выражается через объемный коэффициент, представляющий собой отношение объема полученной стружки к объему материала срезаемого слоя, т. е.
С измельчением стружки объемный коэффициент уменьшается.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет