
Электронная библиотека
Разработка планировки – весьма сложный и ответственный этап проектирования, когда одновременно должны быть решены вопросы осуществления технологических процессов, организации производства и экономики, техники безопасности, выбора транспортных средств, механизации и автоматизации производства, научной организации труда и производственной эстетики.
Планировка цеха – это графическое изображение на плане и разрезах цеха оборудования, подъемно-транспортных устройств и других средств, необходимых для выполнения и обслуживания технологического процесса.
Существуют следующие способы выполнения планировок:
1. Темплетный. Используются темплеты – шаблоны из ватмана или картона, выполненные заводским способом. На темплетах указывается модель станка и масштаб (обычно 1:100). В таком же масштабе выполняется и планировка здания цеха. На темплете также указывается место рабочего, расположение инструментальных тумбочек, столов и другой организационной оснастки.
2. Макетный. Используются объемные макеты из пластмассы или гипса. Этот способ достаточно дорогой и используется при размещении оборудования специфического производства.
При разработке планировок следует учитывать следующие основные требования:
1. Оборудование в цехе необходимо размещать в соответствии с принятой организационной формой технологических процессов. При этом нужно стремиться к расположению производственного оборудования в порядке последовательности выполнения технологических операций обработки и контроля.
2. Расположение оборудования, проходов и проездов должно гарантировать удобство и безопасность работы: возможность монтажа, демонтажа и ремонта оборудования; удобство подачи заготовок и инструментов; удобство уборки отходов. При этом необходимо обеспечить установленные нормами расстояния между оборудованием (табл. 5.1) при различных вариантах их размещения (рис. 5.1), а также ширину проездов.
3. Планировку оборудования необходимо увязывать с применяемыми подъемно-транспортными средствами. В планировках предусматривают кратчайшие пути перемещения заготовок, деталей, узлов в процессе производства, исключающие возвратные движения. Грузопотоки должны не пересекаться между собой, а также не пересекать и не перекрывать основные проезды, проходы и дороги, предназначенные для движения людей.
4. Планировка должна быть «гибкой», т.е. необходимо предусматривать возможность перестановки оборудования при изменении технологических процессов.
5 Планировкой должны быть предусмотрены рабочие места для руководящего инженерно-технического персонала; следует предусматривать возможность применения механизированного и автоматизированного учета и управления.
Таблица 5.1 Нормы расстояний станков от проезда, между станками, а также от станков до стен и колонн здания, мм
Расстояние (см. рис. 5.1)
Наибольший габаритный размер станка в плане, мм, не более
· фронтальной стороны станка (а)
· боковой стороны станка (б)
· тыльной стороны станка (в)
Между станками при расположении их:
· тыльными сторонами друг к другу (д)
· боковыми сторонами друг к другу (е)
· фронтальными сторонами друг к другу и при обслуживании одним рабочим:
одного станка (ж)
по кольцевой схеме (и)
От стен колонн до:
· фронтальной стороны станка
· тыльной стороны станка (м)
1. Расстояние между станками (к) при размещении их по кольцевой схеме принимается не менее 700 мм. Расстояние от колонн до боковой стороны станков (н) установлено 1200/900.
2. В знаменателе приведены нормы расстояний для цехов крупносерийного и массового производства, когда они отличаются от соответствующих норм для условий единичного и среднесерийного производства.
При планировке оборудование размещается, исходя из удобства работы и обслуживания, эстетических соображений, норм технологического проектирования с соблюдением требований техники безопасности и охраны труда.
Все оборудование делится на мелкое (до 1 т), среднее (от 1 до 10 т) и крупное (от 10 до 100 т). Аналогичное деление используется, исходя из наибольшего габаритного размера станка (см. табл. 5.1).
При определении расстояний между станками, от станков до стен и колонн здания нужно учитывать следующее:
1) Нормы расстояний даны от наружных габаритных размеров станков, включающих крайние положения движущихся частей и открытых дверок станка, стоек и шкафов управления;
2) при разных размерах двух рядом стоящих станков расстояние между ними принимается по большему из этих станков
1) при обслуживании станков мостовыми кранами или кран-балками расстояние от стен и колонн до станков принимают с учетом возможности обслуживания станков при крайнем положении крюка мостового крана;
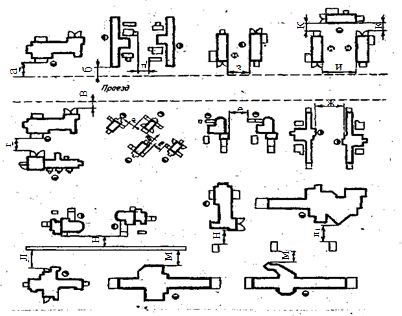
Рис. 5.1. Схемы расстановки станков
2) нормами расстояний не учитываются места для расположения конвейеров для уборки стружки, тумбочек, ящиков для расположения заготовок;
3) в зависимости от условий планировки, монтажа и демонтажа станков нормы расстояний могут быть, при соответствующем обосновании, увеличены.
4) для тяжелых и уникальных станков (габаритом свыше 16000 х 6000 мм) необходимые расстояния устанавливаются применительно к каждому конкретному случаю;
Планировку оборудования разрабатывают на основе компоновочного плана. Так же, как и для компоновки, при разработке планировки вычерчивают в соответствующем масштабе план цеха или отделения с изображением строительных элементов.
Возможные варианты размещения стационарных рабочих мест сборки для условий единичного, мелкосерийного и среднесерийного производства показаны на рис. 5.2, а в табл. 5.2 приведены нормы на их размещение.
На планировке необходимо показать следующее:
· строительные элементы – стены наружные и внутренние, колонны, перегородки (с указанием их типа), дверные и оконные проемы, ворота, подвалы, тоннели, основные каналы, антресоли, люки, галереи и т.п.;
· технологическое оборудование и основной производственный инвентарь –станки, машины и прочие виды оборудования (включая резервные места), плиты, верстаки, стенды, складочные площадки материалов, заготовок, полуфабрикатов и места для контроля деталей (при необходимости), магистральные, межцеховые и внутрицеховые проезды;
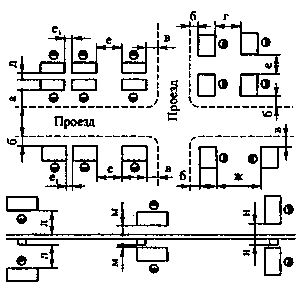
Рис. 5.2. Схемы размещения рабочих мест сборки
· подъемно-транспортные устройства: мостовые, балочные, консольные и прочие краны (с указанием их грузоподъемности), конвейеры, рольганги, монорельсы, подъемники, рельсовые пути;
· вспомогательные помещения и мастерские, склады, кладовые, трансформаторные подстанции, вентиляционные камеры, а также конторские помещения и санитарные узлы, находящиеся в цехе.
· необходимые разрезы с указанием размеров
· указывается ширина пролетов и шаг колонн, расстояние от стен и колонн до станков и расстояние между станками; площади всех помещений; нумерация оборудования с расшифровкой в спецификации (оборудование нумеруют сквозной порядковой нумерацией последовательно слева направо затем сверху вниз).
Подъемно-транспортное оборудование в малых цехах с несложным транспортом нумеруют после технологического оборудования.
Таблица 5.2 Нормы расстояний для размещения сборочных рабочих мест, мм,
Рабочая зона с одной стороны
Рабочая зона вокруг объекта
Габаритные размеры собираемого изделия,
· фронтальной стороны стола (а)
· тыльной стороны стола (б)
· боковых сторон столов (в)
Продолжение таблицы 5.2
Между сборочными местами при взаимном расположении:
· тыльными сторонами (д)
· боковыми сторонами (е)
· фронтальными сторонами (ж)
От стен и колонн до:
· фронтальной стороны стола (л)
· тыльной стороны стола (м)
· боковой стороны стола (н)

В знаменателе приведены нормы для среднесерийного производства, если они отличаются от единичного и мелкосерийного производства.
2. В нормы не включены площади для складирования деталей и сборочных узлов.
На планировке цеха используются условные обозначения, наиболее употребляемые из которых приведены в таблице (1.1).
Металлорежущие станки участков или линий могут быть расположены одним из двух способов: по типам оборудования или по ходу технологического процесса, т.е. в порядке выполнения операций.
По типам оборудования станки располагают только в небольших цехах единичного и мелкосерийного производства при малых массах и габаритах обрабатываемых деталей, а также для обработки отдельных деталей в серийном производстве. В этих случаях создают участки однородных станков: токарных, сверлильных, фрезерных, шлифовальных и т.п.
По ходу технологического процесса станки располагают в цехах серийного и массового производства так, чтобы не было возвратных движений грузопотоков.
При размещении станков в цехе руководствуются следующими правилами и приемами.
1) Участки, занятые станками, должны быть, по возможности, наиболее короткими. В машиностроении длина участков составляет 40 – 80 м. Зоны заготовок и готовых деталей включаются в длину участка.
2) Технологические линии на участках располагают как вдоль пролетов, так и поперек их.
3) Станки вдоль участка могут быть расположены в два, три и более рядов. При расположении станков в два ряда между ними оставляется проход для транспорта. При трехрядном расположении станков может быть два (рис. 5.3, а) или один проход (рис. 5.3, б). В последнем случае продольный проход образуется между одинарным и сдво-енным рядами станков. Для подхода к станкам сдвоенного ряда (станки расположены друг к другу тыльными сторонами), находящимся у колонн, между станками оставляют поперечные проходы. При расположении станков в четыре ряда вдоль участка устраивают два прохода: у колонн станки располагают в один ряд, а сдвоенный ряд – посредине (рис. 5.3, в).
4) Станки располагают по отношению к проезду вдоль, поперек (рис. 5.4.) и под
углом (рис. 5.5, 5.6, а). Наиболее удобное расположение – вдоль проезда и при обращении станков к проезду фронтом. При поперечном расположении станков затруднено их обслуживание (подача заготовок, обмен инструментов, приемка деталей
и т.д.), так как приходится предусматривать поперечные проходы для доставки деталей на тележках или электрокарах к рабочим местам. Для лучшего использования площади револьверные станки, автоматы и другие станки для обработки прутковых материалов, а также протяжные, расточные, продольно-фрезерные и продольно-шлифовальные станки располагают под углом. Станки для прутковой работы ставят загрузочной стороной к проезду, а другие станки так, чтобы сторона с приводом была обращена к стене или колоннам, что удобнее для складирования заготовок и исключает поломку привода при транспортировке деталей. Станки для прутковой работы размещают также в шахматном порядке (рис. 5.6, б), причем в этом случае необходимо обеспечить возможность подхода к ним с двух сторон.
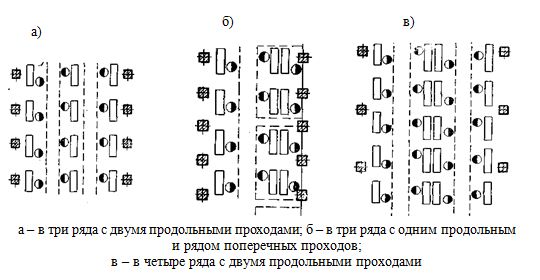
Рис. 5.3. Расположение станков в пролете:
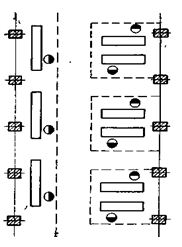
Рис. 5.4. Продольное и поперечное расположение станков в пролете
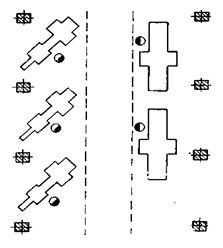
Рис. 5.5. Расположение расточных станков под углом и продольно-строгальных вдоль пролета
Станки по отношению друг к другу располагают фронтом, «в затылок» и тыльными сторонами. При расположении станков вдоль участка более выгодно используется площадь с тыльным расположением станков.
1) Крупные станки не следует устанавливать у окон, так как это приводит к затемнению цеха.
Ширина магистральных проездов межцеховых перевозок выбирается от 4500 до 5500 мм.
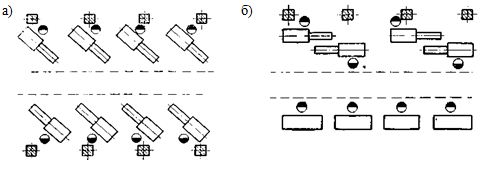
Рис. 5.6. Расположение токарно-револьверных станков
Ширина цеховых проездов зависит от вида напольного транспорта и габаритных размеров перемещаемых грузов. Для всех видов напольного электротранспорта ширина проезда А (в миллиметрах) составляет:
ü при одностороннем движении А = Б + 1400;
ü при двустороннем движении А = 2Б + 1600;
ü для робокар при одностороннем движении А = Б + 1400,
где Б – ширина груза, мм.
Ширина пешеходных проходов принимается равной 1400 мм. Зона рабочего (от фронтальной стороны станка до затылка рабочего) принимается равной 800 мм.
Если станки расположены у стен, что усложняет уборку с проезда механизированными средствами, необходимо вдоль стены предусмотреть проезд шириной 3000 мм. В проездах рекомендуют применять одностороннее движение; двустороннее допускается только тогда, когда обоснована его необходимость.
При разработке планировки следует рационально использовать не только площадь, но и весь объем цеха и корпуса. Высоту здания необходимо использовать для
размещения подвесных транспортных устройств, а также проходных складов деталей и сборочных единиц, инженерных коммуникаций и т.д.
Места поперечных разрезов рекомендуется выбирать так, чтобы можно было показать высоту пролета, перегородки, антресоли, каналы и т.п. Плоскость разрезов при пересечении со стенами должна проходить по проемам (окнам, дверям, воротам). В плоскостях разрезов допускаются переломы под прямым углом. Линия разреза указывается на плане согласно требованиям единой системы конструкторской документации (ЕСКД). На чертеже разрезы размещают так, чтобы горизонтальные линии в натуре были параллельны нижней кромке чертежа, не зависимо от места разреза на плане. Элементы здания на технологической планировке можно не штриховать. Строительные размеры конструкций здания, оконных и дверных проемов и т.п. на технологических планировках не указывают.
Срочно?
Закажи у профессионала, через форму заявки
8 (800) 100-77-13 с 7.00 до 22.00
Источник
Основные способы размещения оборудования




![]()
![]()
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ И ПЛАНИРОВКА ПОМЕЩЕНИЙ
Тема 8
План:
1. Основные способы размещения оборудования.
2. Размещение оборудования по технологическому принципу.
3. Размещение производства по предметному принципу.
4. Размещение оборудования по принципу обслуживания неподвижного объекта.
5. Размещение помещений сервисных предприятий.
Целью планировки является такое взаиморасположение этих объектов, которое обеспечит сглаженный производственный поток на заводе или специфическую схему обслуживания в сервисных организациях. В любом случае, при принятии решений об оптимальном размещении следует учитывать такие исходные посылки.
1. Конкретные цели и соответствующие критерии, используемые для оценки проекта. Основными критериями, учитываемыми при размещении, являются: размеры производственных площадей и расстояния, которые необходимо преодолевать между различными производственными элементами.
2. Спрос на изделия или услуги, производимые в данной системе.
3. Требования к проведению процесса, учитывающие число операций и объемы материальных потоков между отдельными элементами в схеме размещения.
4. Пространственные требования при размещении элементов в помещениях.
5. Пространственная доступность в пределах самого сооружения или, если это новое сооружение, то возможные строительные и архитектурные формы.
Все эти пункты фактически являются исходными как при планировании размещения производственных мощностей, так и при выборе производственного процесса, что рассматривалось в предыдущих главах. В этой главе рассматриваются принципы и методы размещения оборудования, используемые для различных производственных потоков. При разработке схемы размещения акцент делается на количественных методах, но в приведенных примерах подчеркивается и важность качественных факторов. В этой главе рассматриваются предприятия, занятые материальным производством, и сервисные службы.
Организация подразделений в производственные участки и соответствующее размещение оборудования определяются основными характеристиками производственного потока. Существует три основных способа размещения оборудования и организации рабочих мест: размещение по технологическому принципу, по принципу изготовления определенной номенклатуры изделий (предметный принцип), по принципу обслуживания неподвижного объекта, а также один комбинированный способ – по принципу групповой технологии, или формирования технологических ячеек.
Размещение оборудования по технологическому принципу(его также называют размещением по функциональному принципу или размещением производства, работающего по заказам) – это такой способ размещения, при котором одинаковое оборудование или однородные технологические операции группируются вместе, например все токарные станки располагают в одном месте, а все штамповочные прессы – в другом. Обрабатываемая деталь перемещается в соответствии с последовательностью операций с одного места на другое, где для каждой операции расположено соответствующее оборудование. Такой способ размещения характерен, например, для больниц, где определенные участки предназначены для оказания отдельных видов медицинской помощи, как, например, родильные палаты и отделения интенсивной терапии.
Размещение оборудования по предметному принципу(его также называют, размещением оборудования по ходу материального потока) – это такой способ размещения оборудования, при котором оборудование или производственные процессы выстраиваются по ходу технологических операций, через которые изделие последовательно проходит при изготовлении. Иными словами, траектория движения каждой детали представляет собой прямую линию. Производственные линии по изготовлению обуви, химические заводы, мойка автомобилей – все это примеры размещения оборудования и организации работ по предметному принципу.
Размещение оборудования по принципу групповой технологии (формирования технологических ячеек);принцип групповой технологии предполагает группирование различного оборудования в рабочие центры, или технологические ячейки, для обработки изделий, имеющих одинаковые или сходные способы и требования к обработке. Размещение оборудования по принципу групповой технологии, с одной стороны, аналогично размещению оборудования по технологическому принципу, в соответствии с которым создаются ячейки для выполнения определенного набора технологических операций, а с другой – напоминает размещение по предметному принципу, поскольку рабочие центры специализируются на выпуске ограниченного ассортимента изделий. Групповая технология также требует, чтобы для всех компонентов изделия была проведена технологическая классификация и установлены соответствующие коды, которые затем используют для определения типов оборудования, входящих в технологические ячейки.

Размещение оборудования по принципу обслуживания неподвижного объектареализуется в случае, если изделие (из-за больших габаритов или массы) в течение всего технологического процесса остается на одном месте. Производственное оборудование подвозится к изделию, а не наоборот. По такому принципу организованы судостроительные верфи, строительные и киносъемочные площадки.
Многие производственные объекты в целом представляют собой комбинацию различных видов размещения оборудования и организации процесса. Например, работу
одного цеха можно организовать на основе технологического принципа, а другого – на основе предметного. Обычно работа всего завода организуется по предметному принципу (изготовление основных узлов, промежуточная сборка, линия окончательной сборки), но каждая производственная стадия реализуется по технологическому принципу или по предметному, например, в сборочном цехе. Аналогично организация работ на основе групповой технологии часто встречается на участках, которые сами являются элементами широко применяемой на данном заводе организации производства по предметному принципу.
Источник



