
Способы установки деталей. Правило шести точек




![]()
![]()
Установка детали для обработки может быть осуществлена различными способами.
1. Установка детали непосредственно на столе станка (или в универсальном приспособлении) с выверкой ее положения относительно стола станка и инструмента. Этот способ требует много времени, и его применяют в единичном и мелкого размера производится от поверхности А-А, которая в данном случае является серийном производстве, когда экономически нецелесообразно изготовлять специальные приспособления вследствие малой производственной программы.
2. Установка детали на столе станка по разметке. Разметкой называется нанесение на заготовку осей и линий, определяющих положение обрабатываемых поверхностей. При разметке заготовку предварительно покрывают меловой краской; после того как она высохнет, заготовку помещают на разметочную плиту, в призме или на угольнике, и наносят линии на поверхности при помощи штангенрейсмуса, циркуля, угольника, штангенциркуля с острыми губками и других инструментов. Для того чтобы линии были видны в случае удаления краски, вдоль линий наносят керном точки через некоторые промежутки. Разметка имеет целью обозначить на заготовке такое положение обрабатываемых поверхностей, чтобы припуски для всех поверхностей были достаточными.
Разметка требует значительной затраты времени высококвалифицированного специалиста-разметчика, от индивидуальных качеств которого зависит точность разметки. Установка по разметке не обеспечивает высокой точности обработки. Такой способ установки применяется при обработке крупных отливок сложной формы и крупных поковок в единичном и мелкосерийном производстве (главным образом в тяжелом машиностроении).
3. Установка детали в специальном приспособлении. Этот способ установки обеспечивает придание и закрепление определенного положения детали для обработки (причем деталь ориентируется относительно режущего инструмента) с достаточно высокой точностью и с малой затратой времени.
При обработке деталей с применением специальных приспособлений отпадает необходимость разметки заготовок и выверки их положения на станке; таким образом, исключается дорогая и трудоемкая операция, к тому же вносящая погрешности в размеры, зависящие от индивидуальных качеств разметчика.
Установка и закрепление деталей на станках при помощи специальных приспособлений осуществляются значительно легче и быстрее, чем установка и крепление непосредственно на станках. Рациональная конструкция приспособления обеспечивает минимальные затраты времени на установку и на вполне надежное закрепление детали. Применение специального приспособления обеспечивает высокую и наиболее стабильную точность обработки для всех деталей, изготовляемых с его помощью; благодаря этому в наибольшей степени обеспечивается взаимозаменяемость деталей. Помимо того, применение приспособлений позволяет вести обработку при более высоких режимах резания, значительно сокращает вспомогательное время, в том числе и на измерение деталей в процессе обработки, допускает совмещение основного и вспомогательного времени, обеспечивает возможность автоматизации и механизации процесса механической обработки.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы из-за неточности отдельных элементов приспособления не происходило нарастания погрешностей при обработке. В связи с этим при определении допусков на размеры приспособлений необходимо назначать такие предельные отклонения, чтобы они были в два раза меньше предельных отклонений обрабатываемой детали. Необходимая точность обработки детали в этом случае будет обеспечена.
Вопрос о целесообразности использования приспособления при обработке детали возникает обычно в единичном и мелкосерийном производстве, так как изготовление приспособления, тем более сложного, для обработки небольшого количества деталей большей частью неэкономично.
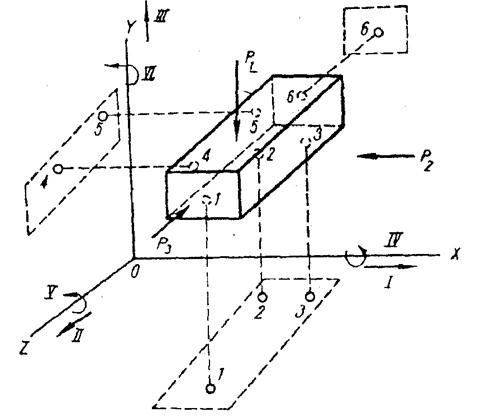
Рисунок 3.5 — Схема базирования детали (правило шести точек)

В единичном и мелкосерийном производстве применяются преимущественно нормализованные приспособления; возможно также использование специализированных приспособлений, при этих видах производства они применяются редко, только в тех случаях, когда без них не представляется возможным выполнить требования технических условий на обработку деталей, так как затраты на изготовление приспособлений не окупаются выгодами, которые они дают. Чем больше выпуск деталей, тем экономически выгоднее применять специальные приспособления, т.к. затраты на их изготовление раскладываются на большее количество деталей.
В крупносерийном и массовом производстве применение приспособлений является обязательным, и в экономическом отношении оно всегда выгодно. При повторяемости одних и тех же деталей, обрабатываемых в больших количествах, специальные приспособления дают технико-экономический эффект, который со значительной выгодой окупает затраты на них.
При этих видах производства в каждом отдельном случае решается лишь вопрос о конструкции приспособления и о том, на какое количество одновременно обрабатываемых деталей следует конструировать приспособление.
В специальных приспособлениях предусматриваются установочные поверхности для базирования деталей.
Как известно из механики, твердое тело в пространстве имеет шесть степеней свободы: три возможных перемещения (I, II, III, рис. 3.5) вдоль трех произвольно выбранных взаимно перпендикулярных осей координат X, Y и Z и три возможных вращательных движения относительно тех же осей (IV, V, VI). Лишить деталь (тело) каждой из шести степеней свободы можно, прижав деталь к соответственно расположенной неподвижной точке приспособления (или стола станка), называемой одноточечной опорой.
Каждая неподвижная одноточечная опора лишает деталь одной степени свободы, т.е. возможности перемещения тела по направлению нормали к поверхности чела в точке опоры. Для того, чтобы лишить деталь всех шести степеней свободы, она должна базироваться па шести неподвижных точках. Правило шести точек заключается в том, что каждое тело (деталь) должно базироваться на шести неподвижных точках, при этом тело лишается всех шести степеней свободы.
Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях: три опорные точки (1, 2 и 3) в плоскости XOZ две точки (4 и 5) в плоскости YOZ и одна точка (6) в плоскости ХОY.
Три координаты (1, 2, 3) определяют положение детали относительно плоскости YOZ:
а) лишают деталь возможности перемещаться в направлении оси Y;
б) лишают деталь возможности вращаться вокруг осей Х и Z. Таким образом, три координаты (1, 2, 3) лишают деталь трех степеней свободы.
Две координаты (4, 5) определяют положение детали относительно плоскости YOZ:
а) лишают деталь возможности перемещаться в направлении оси X;
б) лишают деталь возможности вращаться вокруг оси Y.
Следовательно, две координаты (4, 5) лишают деталь еще двух степеней свободы.
Одна координата (6) определяет положение детали относительно плоскости ХОY, лишая деталь возможности перемещаться в направлении оси Z, т.е. одна координата (6) лишает деталь еще одной — последней — степени свободы.
Следовательно, для определения положения детали в пространстве необходимо и достаточно иметь шесть опорных точек: 1, 2 и 3 определяют опорную плоскость; 4 и 5 определяют направляющую плоскость; 6 — упорную плоскость.
При большем числе неподвижных опор деталь опирается не на все опоры, а если все же она будет искусственно прижата (притянута) ко всем неподвижным опорам, то она будет деформирована действием зажимов.
Для надежного закрепления при обработке деталь должна быть прижата одновременно ко всем шести опорным точкам.
При базировании цилиндрической детали на призме (рис, 3.6) она лишается четырех степеней свободы четырьмя неподвижными одноточечными опорами (1. 2, 3 и 4) и остальных двух степеней свободы — от перемещения детали вдоль призмы и вращения детали вокруг своей оси — лишается одноточечными опорами (5 и 6), для чего в точке 5 необходимо поставить упор, а в точке 6 — шпонку.
При обработке деталей с плоскими поверхностями, особенно черными или предварительно грубо обработанными, базирующие поверхности приспособления заменяют опорными штифтами, так как поверхности обрабатываемой детали и поверхности приспособления (или станка) вследствие погрешностей их изготовления будут при установке соприкасаться не всеми точками, а только некоторыми.
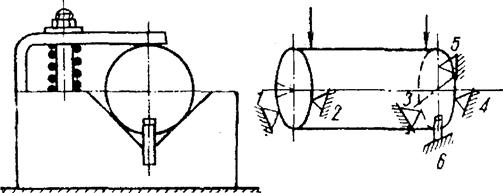
1,2,3,4,5,6- одноточечные опоры
Рисунок 3.6 — Базирование цилиндрической детали на призме
Три опорных штифта заменяют опорную плоскость, два — направляющую плоскость и один штифт — упорную плоскость; шесть точек в виде штифтов определяют положение детали, устанавливаемой на плоские поверхности.
Иногда деталь устанавливается для обработки одновременно по двум поверхностям — двум плоским или двум цилиндрическим или по одной плоской и одной цилиндрической. При этом две плоские поверхности могут быть взаимно параллельными или перпендикулярными. При установке по двум поверхностям вместо полных поверхностей применяются опорные штифты, которые могут быть неподвижными или регулируемыми.
Применение опорных штифтов вместо плоских поверхностей имеет ряд преимуществ, к числу которых относятся следующие:
— опорная поверхность штифта ввиду ее малых размеров не засоряется стружкой,
— точность обработки опорной (установочной) поверхности штифта достигается легче, чем точность обработки плоской поверхности;
— правильность и точность установки детали обеспечивается легче, чем при установке на плоскую поверхность;
— в случае износа штифты легко заменить.
Следует отметить, что при использовании в качестве установочной базы точно обработанной поверхности вместо опорных штифтов применяют скаленные опорные пластины, которые устраняют возможность получения вмятин.
Нижеследующие примеры иллюстрируют различные случаи установки детали по двум поверхностям (рис. 3.7).
На рис 3.7.а показана установка детали по двум параллельным плоскостям. Деталь 5 устанавливают на одну (из двух параллельных) плоскость (А), а другая плоскость (Б) подпирается самоустанавливающимся штифтом 1 с пружиной 2. Положение фиксируется винтом 3 через вкладыш 4. Стрелками показано направление сил зажатия.
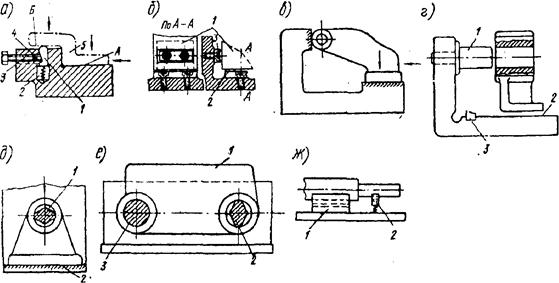
Рисунок 3.7 — Схемы установки деталей по различным поверхностям
На рис. 3.7.б изображена установка детали 1 по двум взаимно перпендикулярным плоскостям. Одна поверхность детали опирается на плоскую поверхность 2, а другая — на поверхность 3.
Установка детали па плоскость и цилиндрическую поверхности показана на рис. 3.7.в.
На рис. 3.7.г изображена установка детали на цилиндрическую поверхность — палец 1 и плоскую поверхность 2, причем деталь подклинивается клином 3.
Если деталь не подклинить, то она вследствие погрешности обработки не будет плотно прилегать к поверхности 1, или не наденется на палец.
При установке детали на срезанный палец 1, как показано на рис. 3.7.д, деталь опирается на поверхность 2 без помощи клина.
Если деталь 1 имеет два отверстия и должна быть установлена па два пальца 2 и 3, то один из них (2) должен быть срезанным (рис. 3.7, е), иначе точно установить деталь не представится возможным вследствие неизбежной неточности обработки; при этом для облегчения установки один палец должен быть короче другого.
Цилиндрические детали (валики, втулки и т.п.) при сверлении и (фрезеровании) базируются обычно своими наружными цилиндрическими поверхностями на опорные призмы, которые изготовляют преимущественно с углом α = 90° (см. рис. 3.6), хотя иногда встречаются призмы с углом 60 и 120°.
Ступенчатые цилиндрические детали нельзя устанавливать на две неподвижные призмы, т.к. неточность размеров диаметров, получаемое при обработке, будет изменять положение оси детали по высоте; при такой установке затруднительно также достигнуть точного положения оси детали в горизонтальной плоскости.
Потому при установке ступенчатой цилиндрической детали (валика) рис. 3.7.ж следует применять одну призму неподвижную (1) (и более длинную), а другую — регулируемую (2).
Источник
Способы установки деталей, правило шести точек
![]()
![]()
Классификация баз и их характеристика
1. По назначению базы делят на конструкторские, технологические и измерительные.
Конструкторскими называют базы, используемые для определения положения детали или сборочной единицы в изделии. При сборке изделия сопрягают конструкторские базы его элементов. Таким образом, конструкторские базы являются реальными поверхностями элементов изделия.
Конструкторские базы делят на основные и вспомогательные.Основной базой называется конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рис. 6, а). Вспомогательной базой называется конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (6, б).
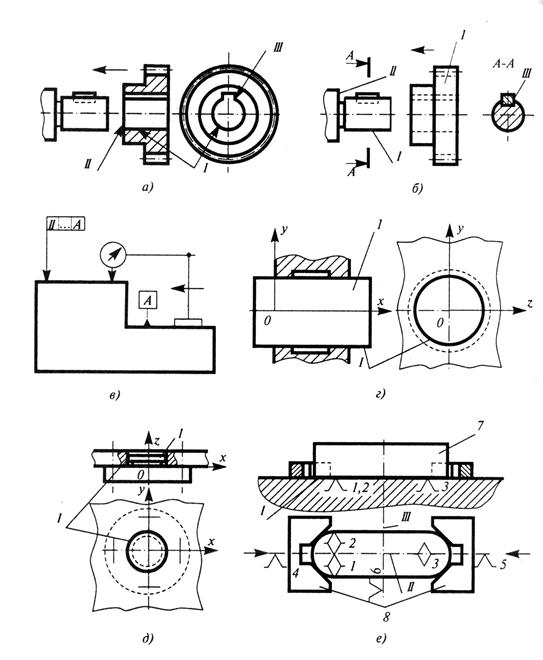
а – основные базы шестерни (I, II, III); б – вспомогательные базы вала (I, II, III) с присоединяемой деталью (1); в – измерительная база (А); г – двойная направляющая база (I) детали (1); д – двойная опорная база (I) детали (1); е – установочная явная база (I) заготовки (7), направляющая скрытая база (II), опорная скрытая база (III), 1…6 – опорные точки, 9 – губки самоцентрирующих тисков
Технологическими называют базы, используемые для определения положения заготовки или изделия в процессе их изготовления или ремонта (7). При установке заготовки или сборочной единицы в приспособление технологическими базами являются поверхности заготовки или сборочной единицы, находящиеся в непосредственном контакте с установочными элементами приспособления.
Измерительными называют базы, используемые для отсчета размеров при обработке заготовки (при сборке изделия) или для проверки взаимного положения поверхностей детали (элементов изделия) (рис. 6, в).
2. Базы по числу лишаемых степеней свободы делятся на следующие: установочную – лишающую заготовку или изделие трех степеней свободы (перемещения вдоль одной координатной оси и поворотов вокруг двух других осей) (6, е); направляющую – лишающую заготовку или изделие двух степеней свободы ( перемещения вдоль одной координатной оси и поворота вокруг другой оси) (6, е); опорную – лишающую заготовку или изделие одной степени свободы (перемещения вдоль одной координатной оси или поворота вокруг оси), а также двойную направляющую – лишающую заготовку или изделие четырех степеней свободы (перемещения вдоль двух координатных осей и поворота вокруг этих осей) (рис. 6, г); двойную опорную – лишающую заготовку или изделие двух степеней свободы (перемещения вдоль двух координатных осей) (рис. 6, д).
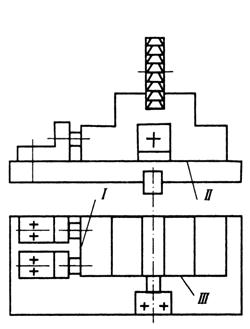
Рис. 7. Технологические базы
Из теоретической механики известно, что твердое тело, установленное на три точки, приобретает под действием силы тяжести тем большую точность положения и устойчивость, чем дальше опорные точки расположены одна от другой. На этом основании в качестве установочной поверхности детали создается или выбирается поверхность, отличающаяся наибольшими габаритными размерами. В качестве направляющей поверхности детали создается или выбирается поверхность, отличающаяся наибольшей протяженностью (длиной) при наименьшей ширине. И, наконец, в качестве опорной поверхности создается или выбирается поверхность с наименьшими и малыми габаритными размерами.
3. По характеру проявления базы делятся на следующие: скрытую и явную.
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки (6, е).
Явная база – база заготовки или изделия в виде поверхности, размёточной риски или точки пересечения рисок (6, а).
Опорная точка – точка, символизирующая одну из связей заготовки или изделия с избранной системой координат ( рис. 6, е).
Для обеспечения неподвижности заготовки или изделия в избранной системе координат на них следует наложить шесть двухсторонних геометрических связей, для создания которых необходим комплект баз, материализующих шесть опорных точек. Если в соответствии с назначением изделие должно иметь определенное число степеней свободы, то часть связей снимается.
Схема базирования – схема расположения опорных точек на базах заготовки или изделия (рис. 8).
Схема баз – преднамеренная или случайная замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным базам.
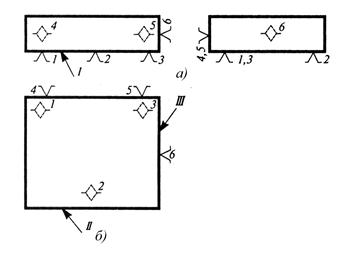
Рис. 8. Условные изображения опорных точек на видах:
а – спереди и сбоку; б – в плане; в – схема базирования заготовки призматической детали в соответствии с комплексом баз, представленным на рис. 6
Для обеспечения контакта между поверхностями заготовки и опорными точками необходимо приложить зажимные усилия, которые рекомендуется располагать против опорных точек.
При изготовлении деталей используемая технологическая оснастка обеспечивает различные схемы базирования и характер направления зажимных усилий. Принятые условия обозначения технологических баз, опор и зажимных устройств позволяют указать на операционных эскизах технологических процессов вид установки заготовки на каждой данной операции.
Основные условные обозначения по ГОСТ 3.1107-81 приведены в табл. 1…5.
Условные обозначения опор
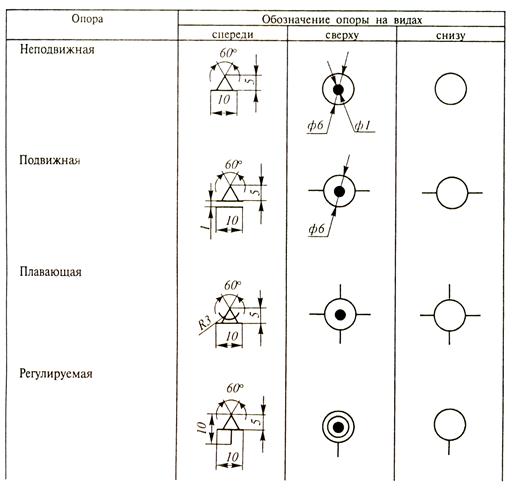
Таблица 2
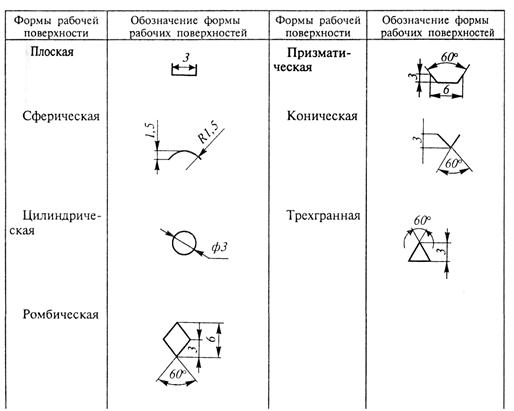
Условные обозначения формы рабочей поверхности опор и зажимов
Условные обозначения опор
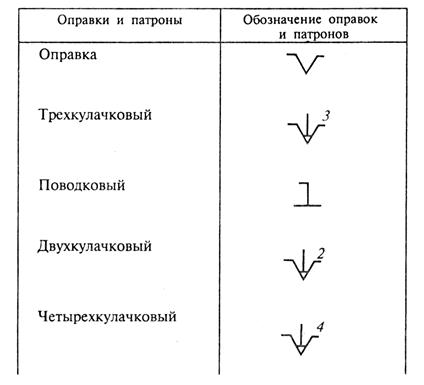
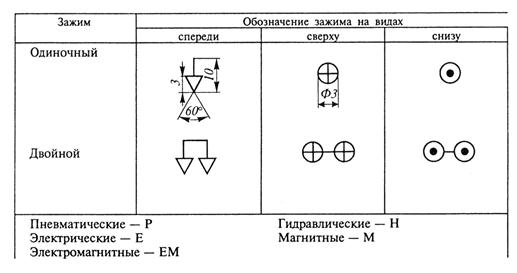
Условные обозначения зажимов и устройств зажимов
Условные обозначения центров
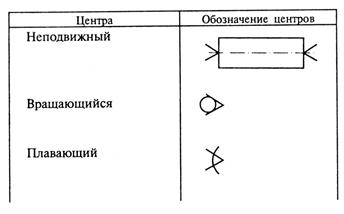
Схема базирования зависит от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями, используемыми в качестве опорных баз.
Установка детали для обработки может быть осуществлена различными способами.
1. Установка детали непосредственно на столе станка (или в универсальном приспособлении) с выверкой ее положения относительно стола станка и инструмента. Этот способ требует много времени, и его применяют в единичном и мелкосерийном производстве, когда экономически нецелесообразно изготовлять специальные приспособления вследствие малой производственной программы.
2. Установка детали на столе станка по разметке. Разметкой называется нанесение на заготовку осей и линий, определяющих положение обрабатываемых поверхностей. При разметке заготовку предварительно покрывают меловой краской; после того, как она высохнет, заготовку помещают на разметочную плиту в призме или на угольнике и наносят линии на поверхности при помощи штангенрейсмаса, циркуля, угольника, штангенциркуля с острыми губками и других инструментов. Для того чтобы линии были видны в случае удаления краски, вдоль линий наносят керном точки через некоторые промежутки. Разметка имеет целью обозначить на заготовке такое положение обрабатываемых поверхностей, чтобы припуски для всех поверхностей были достаточными.
Разметка требует значительной затраты времени высококвалифицированного специалиста – разметчика, от индивидуальных качеств которого зависит точность разметки. Установка по разметке не обеспечивает высокой точности обработки. Такой способ установки применяется при обработке крупных отливок сложной формы и крупных поковок в единичном и мелкосерийном производстве (главным образом в тяжелом машиностроении).
3. Установка детали в специальном приспособлении. Этот способ установки обеспечивает придание и закрепление определенного положения детали для обработки (причем деталь ориентируется относительно режущего инструмента) с достаточно высокой точностью и с малой затратой времени.
При обработке деталей с применением специальных приспособлений отпадает необходимость разметки заготовок и выверки их положения на станке; таким образом, исключается дорогая и трудоемкая операция, к тому же вносящая погрешности в размеры, зависящие от индивидуальных качеств разметчика.
Установка и закрепление деталей на станках при помощи специальных приспособлений осуществляются значительно легче и быстрее, чем установка и крепление непосредственно на станках. Рациональная конструкция приспособления обеспечивает минимальные затраты времени на установку и на вполне надежное зажатие детали. Применение специального приспособления обеспечивает высокую и наиболее стабильную точность обработки для всех деталей, изготовляемых с его помощью; благодаря этому в наибольшей степени обеспечивается взаимозаменяемость деталей. Помимо этого, применение приспособлений позволяет вести обработку при более высоких режимах резания, значительно сокращает вспомогательное время, в том числе и на измерение деталей в процессе обработки, допускает совмещение основного и вспомогательного времени, обеспечивает возможность автоматизации и механизации процесса механической обработки.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы из-за неточности отдельных элементов приспособления не происходило нарастание погрешностей при обработке. В связи с этим при определении допусков на размеры приспособлений необходимо назначать такие предельные отклонения, чтобы они были в два раза меньше предельных отклонений обрабатываемой детали. Необходимая точность обработки детали в этом случае будет обеспечена.
Вопрос и целесообразности использования приспособления при обработке детали возникает обычно в единичном и мелкосерийном производстве, так как изготовление приспособления, тем более сложного, для обработки небольшого количества деталей большей частью неэкономично.
В единичном и мелкосерийном производстве применяются преимущественно нормализованные приспособления, возможно также использование специализированных; специальные приспособления при этих видах производства применяются редко, только в тех случаях, когда без них не представляется возможным выполнить требования технических условий на обработку деталей, так как затраты на изготовление приспособлений не окупаются выгодами, которые они дают. Чем больше выпуск деталей, тем экономически выгоднее применять специальные приспособления, так как затраты на их изготовление раскладываются на большее количество деталей.
В крупносерийном и массовом производстве применение приспособлений обязательно и экономически всегда выгодно. При повторяемости одних и тех же деталей, обрабатываемых в больших количествах, специальные приспособления дают технико-экономический эффект, который значительно окупает затраты на них.
При этих видах производства в каждом отдельном случае решается лишь вопрос о конструкции приспособления и о том, на какое количество одновременно обрабатываемых деталей следует конструировать приспособление.
В специальных приспособлениях предусматриваются установочные поверхности для базирования деталей.
Как сказано выше, заготовка в пространстве имеет шесть степеней свободы, т.е. шесть опорных точек. Лишить деталь любой из шести степеней свободы можно, прижав деталь к соответственно расположенной неподвижной точке приспособления (илди стола станка), называемой опорой. Каждая неподвижная опора лишает деталь одной степени свободы, т.е. возможности перемещения тела по направлению нормали к поверхности тела в точке опоры. Для того чтобы лишить деталь всех шести степеней свободы, она должна базироваться на шесть неподвижных точек; в этом и заключается правило шести точек. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях: три опорные точки (1, 2 и 3) в плоскости XOZ, две точки (4 и 5) в плоскости YOZ и одна точка (6) в плоскости XOY (рис. 1).
Три координаты (1, 2, 3) определяют положение детали относительно плоскости XOZ:
— лишают деталь возможности перемещаться в направлении оси Y;
— лишают деталь возможности вращаться вокруг очей X и Z.
Таким образом, три координаты (1, 2, 3) лишают деталь трех степеней свободы.
Две координаты (4, 5) определяют положение детали относительно плоскости YOZ:
— лишают деталь возможности перемещаться в направлении оси Х;
— лишают деталь возможности вращаться вокруг оси Y.
Следовательно, две координаты (4, 5) лишают деталь еще двух степеней свободы.
Одна координата (6) определяет положение детали относительно плоскости XOY, лишая деталь возможности перемещаться в направлении оси Z, т.е. одна координата (6) лишает деталь еще одной – последней степени свободы.
Следовательно, для определения положения детали в пространстве необходимо и достаточно иметь шесть опорных точек: 1, 2 и 3-я точки определяют опорную плоскость; 3-я и 5-я точки определяют направляющую плоскость; 6-я точка определяет упорную плоскость.
При большом числе неподвижных опор деталь опирается не на все опоры, а если все же она будет искусственно прижата (притянута) ко всем неподвижным опорам, то она будет деформирована действием зажимов.
Для надежного закрепления при обработке деталь должна быть прижата одновременно ко всем шести опорным точкам.
При базировании следует придерживаться следующих принципов:
1) При высоких требованиях к точности обработки необходимо выбирать такую схему, которая обеспечивает наименьшую погрешность установки.
2) Для повышения точности базирования необходимо применять принцип совмещения баз – совмещать технологическую, измерительную и конструкторскую базы.
3) Целесообразно соблюдать принцип постоянства баз. При перемене баз в ходе технологического процесса точность обработки снижается из-за погрешности взаимного расположения новых и применявшихся ранее технологических баз. Технологические базы, применяемые на последующих переходах, должны обеспечивать большую точность положения заготовки, чем базы, применявшиеся ранее. Необработанные поверхности в качестве базы используют однократно.
4) В тех случаях, когда поверхности заготовки не удовлетворяют требованиям к технологическим базам по размерам, форме, расположению и точности, на заготовке создают искусственные базы (центровые отверстия, платики, выточки, технологические отверстия). Эти базы могут быть удалены в конце технологического процесса или оставлены на детали для установки ее при ремонте.
Источник



