
- Выбор режима ручной дуговой сварки: основные и дополнительные параметры
- Сварочный ток
- Диаметр электрода
- Режим в зависимости от напряжения дуги
- Скорость сварки при ручной электродуговой сварке
- Ручная дуговая сварка
- Общие сведения, классификация, технологические возможности
- Технология ручной дуговой сварки
- Свариваемые материалы
- Электроды для РДС и примеры их промышленного применения
- Технология сварки теплоустойчивых молибденовых и хромомолибденовых сталей
- Технология сварки высоколегированных сталей
- Контроль качества сварных соединений
Выбор режима ручной дуговой сварки: основные и дополнительные параметры
 Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом.
Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом.
Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Рассмотрим отдельно каждый из них.
Сварочный ток
Ток обладает определяющими свойствами: родом, полярностью и силой. По роду ток подразделяется на постоянный и переменный. Полярность бывает прямая и обратная.
Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается. С данным минусом можно бороться путем
- ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей
- заземления свариваемых поверхностей
- определить возможные варианты для использования переменного тока
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную — электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии — оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.

Величина силы тока определяется характеристиками конкретного сварочного аппарата. В современных моделях эти показатели указываются в инструкции. Если по каким-то причинам инструкция у вас отсутствует, тогда силу тока можно выбрать в зависимости от диаметра используемого электрода. Не допускается использование силы тока, которая больше подходящей конкретному электроду. В этом случае покрытие электрода, при каком осуществляется соединение, будет повреждено, дуга будет работать нестабильно. Использование слишком большого размера электрода также плохо влияет на процесс соединения металлов: плотность тока снижается, дуга «убегает», ее длина изменяется, сварной шов ровным и качественным не получается.
Диаметр электрода
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Режим в зависимости от напряжения дуги
Напряжением дуги связано с ее длиной. Обычно напряжение устанавливают в диапазоне 20-36 В. Оно увеличивается в процессе увеличения длины дуги. Длина дуги может быть короткая, средняя и длинная.
Длина дуги – это расстояние от кончика электрода до свариваемого металла. Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм.

Скорость сварки при ручной электродуговой сварке
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. Также различными могут быть движения торца электрода (зигзаги, «ёлочки»).
 Варианты направления электрода при сварке
Варианты направления электрода при сварке
Таким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Источник
Ручная дуговая сварка
Общие сведения, классификация, технологические возможности
При РДС (ручной дуговой сварке) зажигание дуги, поддержание ее длины во время сварки, перемещение вдоль свариваемых кромок и подача электрода в зону горения дуги по мере его расплавления осуществляется сварщиком вручную. Качество сварки соединения во многом зависит от квалификации сварщика: умения быстро зажигать дугу, поддерживать необходимую ее длину, равномерно перемещать дугу вдоль свариваемых кромок, выполнять требуемые колебательные движения электрода при сварке, сваривать шов в разных пространственных положениях.
По количеству электродов ручная дуговая сварка подразделяется на одно-, двух- и многоэлектродную (пучком электродов). По роду применяемого тока: на сварку при постоянном и переменном токе. Сваривать можно однофазной и трехфазной дугой.
Наиболее широкое распространение получила сварка металлическим плавящимся электродом на постоянном и переменном токе.
Другие методы ручной дуговой сварки применяются или для повышения производительности труда (например, сварка пучком электродов), или для получения определенных типов швов сварных соединений (например, при сварке с отбортовкой кромок), или при сварке легированных сталей, цветных металлов и их сплавов (например, сварка вольфрамовым электродом).
Технология ручной дуговой сварки
Свариваемые материалы
С помощью РДС, как правило, свариваются стали: углеродистые обыкновенного качества (по ГОСТ 380—88); углеродистые качественные конструкционные с нормальным (марок 10, 15 и 20) и повышенным (марок 15Г и 20Г) содержанием марганца (ГОСТ 1050—74 и ГОСТ 4543—71 соответственно); низколегированные (ГОСТ 19282—73; ГОСТ 19281—73); легированные конструкционные (ГОСТ 4543—71); теплоустойчивые (ГОСТ 20072—88); высоколегированные, а также жаростойкие и жаропрочные Fe—Ni сплавы) по ГОСТ 5632—72. Кроме того, с помощью РДС возможна сварка чугуна и цветных металлов (Al, Cu и их сплавов).
Электроды для РДС и примеры их промышленного применения
Для РДС плавящимся электродом применяют электроды, представляющие собой стержни из сварочной проволоки (длиной 0,225—0,450 м) с электродным покрытием. Покрытие наносят с целью: поддержания устойчивого горения дуги; защиты зоны сварочной дуги от воздействия O2 и N2 воздуха; образования на поверхности сварочной ванны и металла шва слоя шлака, защищающего ванночку от доступа воздуха и замедляющего охлаждение шлака; раскисления металла шва и его легирования.
Для изготовления электродных стержней применяют проволоку из стали и цветных металлов. При сварке чугуна, бронзы и некоторых других металлов применяют также литые электродные стержни.
По ГОСТ 2246—70 холоднотянутая сварочная проволока маркируется следующим образом: малоуглеродистая — Св-08, Св-08А, Св-08АА, Св-08ГА и СВ-10Г2; легированная — Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ и т. д. (всего 30 марок); высоколегированная Св-12Х11НМФ, Св-10Х11НВМФ, Св-12X13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ и т. д. (всего 41 марка).
Общие требования к электродам
Согласно ГОСТ 9466—75 по назначению электроды подразделяются для сварки: У — углеродистых и низколегированных конструкционных сталей с σв≤600 МПа; Л — легированных конструкционных сталей с σв≤600 МПа, Т — легированных теплоустойчивых сталей, В — высоколегированных сталей с особыми свойствами.
Электроды для сварки стали подразделяются на типы — по ГОСТ 9467—75 и ГОСТ 10052—75 и на марки — по стандартам или ТУ (при этом каждому типу электрода может соответствовать одна или несколько марок).
По толщине покрытия в зависимости от отношения D/dэ (D — диаметр покрытия, dэ — диаметр электрода, определяемый диаметром стержня) электроды подразделяют:
М — с тонким (D/dэ≤1,20), С — со средним (l,20 э≤1.45), Д — с толстым (l,45 э≤l,80) и Г — с особо толстым (D/dэ>1,80) покрытием.
В зависимости от покрытия электроды подразделяют на виды: А (кислое покрытие), Б (основное покрытие), Ц (целлюлозное), Р (рутиловое) и П (покрытия прочих видов). При покрытии смешанного вида используют соответствующее двойное обозначение. При наличии в покрытии железного порошка в количестве >20 % к обозначению вида покрытия добавляется буква Ж.
По допустимым пространственным положениям сварочные электроды подразделяют на группы: 1 — для всех положений; 2 — для всех положений, кроме сварки вертикальной «сверху вниз»; 3 — для нижнего, горизонтального на вертикальной плоскости и вертикального «снизу вверх»; 4 — для нижнего и нижнего «в лодочку».
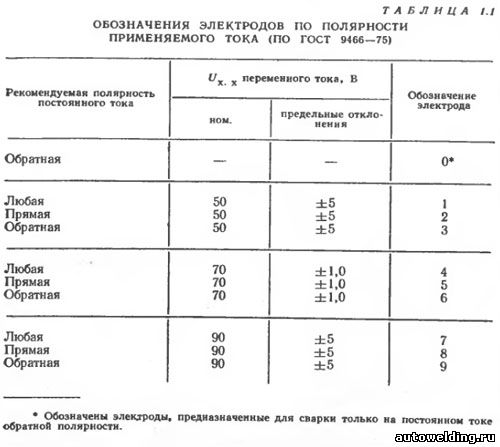
По роду и полярности применяемого Iсв, а также по номинальному напряжению Uх.х используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяют в соответствии с табл. 1.1.
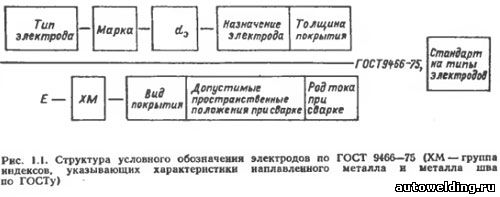
Структура условного обозначения электродов согласно ГОСТ 9466—75 показана на рис. 1.1. Полное условное обозначение электрода должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Типы покрытых электродов для сварных конструкционных и теплоустойчивых сталей
Требования к металлическим покрытым электродам для РДС углеродистых, низколегированных и легированных конструкционных, а также легированных теплоустойчивых сталей устанавливает ГОСТ 9467—75.
Электроды для сварки конструкционных сталей подразделяют на следующие типы по механическим свойствам металла шва, наплавляемого металла и сварных соединений при нормальной температуре:
— Э38, Э42, Э46 и Э50 —для сварочных углеродистых и низколегированных конструкционных сталей с σв≤500 МПа;
— Э42А, Э46А и Э50А —для сварочных углеродистых и низколегированных конструкционных сталей с σв≤500 МПа, когда к металлу шва предъявляют повышенные требования по пластичности и ударной вязкости;
— Э55 и Э60 — для таких же сталей с σв = 500÷600 МПа;
— Э70, Э85, Э100, Э125, Э150 —для сварочных легированных конструкционных сталей повышенной и высокой прочности с σв≥600 МПа.
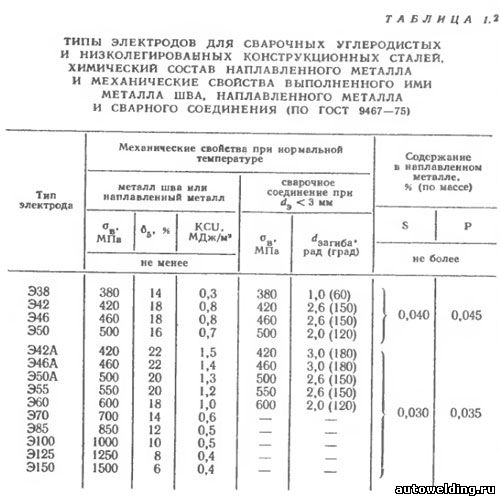
Химический состав металла, наплавленного электродами указанных выше типов, должен соответствовать требованиям стандартов или ТУ на электроды конкретных марок. Механические свойства металла шва, наплавленного металла и сварочного соединения должны соответствовать нормам, приведенным в табл. 1.2.
Примечания: 1. Для электродов типов Э38, Э42. Э46. Э50. Э42А, Э46А, Э50А, Э55 и Э60 приведенные значения механических свойств установлены в состоянии после сварки, без ТО (термической обработки). После ТО механические свойства для электродов перечисленных типов должны соответствовать требованиям стандартов.
2. Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные значения механических свойств установлены для металла шва и наплавленного металла после ТО по режимам, регламентированным стандартами или ТУ на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или ТУ на электроды конкретных марок.
3. Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125 и 3150 с dэ≤3 мм. должны соответствовать требованиям стандартов или ТУ на электроды конкретных марок.
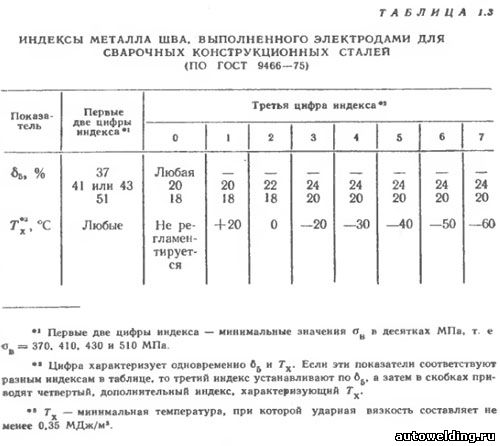
Согласно ГОСТ 9466—75, в условном обозначении электродов группа индексов, указывающих характеристики наплавленного металла и металла шва, в знаменателе (см. рис. 1.1) записывается так: первые два указывают минимальное значение σв, а третий — условно характеризует минимальные значения одновременно относительного удлинения δ5 и критическую температуру хрупкости Тx (табл. 1.3). При этом характеристики механических свойств определяются согласно требованиям ГОСТ 9466—75.
Электроды для сварки легированных теплоустойчивых сталей
По ГОСТ 9467—75 эти электроды в зависимости от химического состава подразделяют на следующие типы: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М. Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Химический состав металла, наплавленного электрода для сварочной легированной теплоустойчивой стали, а также механические свойства наплавленного металла или металла шва должны соответствовать нормам, приведенным в табл. 1.4.

Примечания: 1. Приведенные значения механических свойств установлены для металла шва и наплавленного металла после ТО по режимам, регламентированным стандартами или ТУ на электроды.
2. Показатели механических свойств сварных соединений, выполненных электродами с d э 6 мм накладывают многослойные швы; процесс ведут с интервалом между наложением слоев. Обязательно накладывают отжигающий валик. Конструкции из закаливающихся сталей после сварки подвергают термической обработке.
Технология сварки теплоустойчивых молибденовых и хромомолибденовых сталей
Сборку конструкций выполняют без подкладных колец, с помощью приспособлений, исключающих прихватку или сводящих число прихваток к минимуму. Желательна разделка кромок с криволинейным скосом.
Перед сваркой при толщине металла δме≥10 мм необходим предварительный, а в процессе сварки — сопутствующий подогрев. Последний исключают в тех случаях, когда сварку ведут два сварщика. Сварку выполняют постоянным током обратной полярности.
При δме≥5 мм применяют многослойную сварку. При сварке вертикальных стыков с δме>30 мм, а также горизонтальных стыков усиление шва выполняют несколькими валиками. Последним накладывают отжигающий валик. После сварки проводят термическую обработку (высокий отпуск).
Некоторые марки электродов для сварки легированных теплоустойчивых сталей приведены в табл. 1.12.
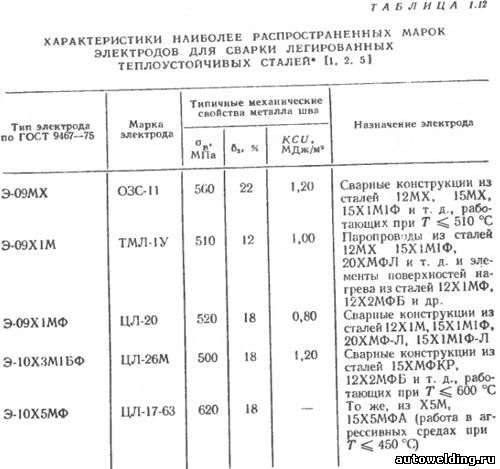
* Сварка на постоянном токе обратной полярности.
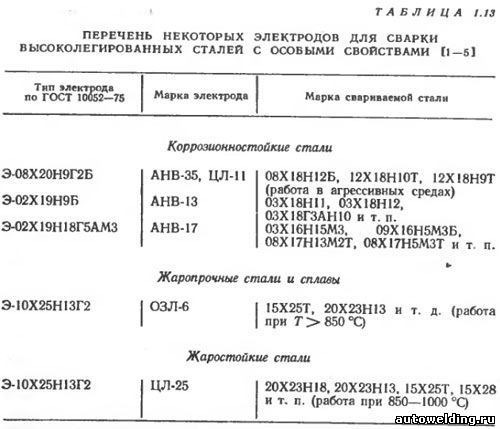
Технология сварки высоколегированных сталей
Сварку выполняют специальными электродами (табл. 1.13) на постоянном токе обратной полярности; Iсв на 10—20 % меньше, чем для малоуглеродистой стали. Сварку выполняют короткой дугой без поперечных колебаний конца электрода. Применяют укороченные электроды малого диаметра. Корень шва сваривают электродом с dэ=2÷З мм.
Сварку ведут на повышенных скоростях, многослойными швами с большим интервалом времени между наложением отдельных слоев.
Аустенитные стали при сварке усиленно охлаждают; швы аустенитных сталей, обращенные к агрессивной среде, сваривают в последнюю очередь. Дугу зажигают на шве, кратеры тщательно заплавляют.
Хромистые стали сваривают с подогревом до 200—400°С, после сварки охлаждают до 150—200°С и проводят высокий отпуск (нагрев в печи до 720—750°С с выдержкой в течение 5 мин на δме=1 мм, но не менее 1 ч, с последующим охлаждением на воздухе; при содержании 17—20% Сr выдержку увеличивают до 10 мин на каждый миллиметр слоя δме).
Окалиностойкие стали после сварки отпускают при 650°С. Ферритные стали (Х25, Х30) нагревают до 800—850°С и охлаждают в воде. Термическую обработку аустенитных сталей выполняют только для выравнивания структуры шва и основного металла и для предупреждения межкристаллитной коррозии (стабилизирующий отжиг — нагрев в течение 2—3 ч при 850—900°С или закалка в воду после нагрева до 1050—1100°С). Высокомарганцовистую аустенитную сталь (Г13Л) сваривают в закаленном состоянии (последнее определяют с помощью магнита — закаленная сталь немагнитна). Аустенитные стали подвержены сильному короблению, поэтому их сваривают с применением различных зажимов или обратно-ступенчатым способом и т. п.
Контроль качества сварных соединений
Методы контроля качества сварных соединений установлены ГОСТ 3242—79. В нем определены методы контроля в зависимости от вида и размера дефектов, их расположения, толщины материалов, а также способов сварки.
Источник: Волченко В.Н. Сварка и свариваемые материалы т.2. -M. 1996
Источник



