
- Оэ 2 4 по способам что понимают под термином правый способ сварки при газовой сварке
- Описание правого способа газовой сварки
- Описание левого способа газовой сварки
- Критерии выбора
- Сущность левого и правого способа при газовой сварке
- Способы газовой сварки
- Левый и правый способы газовой сварки
- Рисунок 1 — Способы газовой сварки
- Газовая сварка пламенем повышенной мощности
- Способы газовой сварки. Правый и левый способ
- Правый способ газовой сварки
- Левый способ газовой сварки
- Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
- Правый способ газовой сварки
- Техника газовой сварки
- Электрогазосварщик
- 6.4. Правая сварка
Оэ 2 4 по способам что понимают под термином правый способ сварки при газовой сварке
При газосварочных работах преимущественно используются два способа сварки — правый и левый. Выбор будет зависеть от пространственного положения свариваемых поверхностей и от толщины металла. Оба способа предполагают использование флюсов для удаления оксидов и легирования сварочной ванны.
Описание правого способа газовой сварки
Метод, при котором пламя горелки направляется с левой стороны и сам процесс происходит слева направо, является правым способом. Поток пламени при этом должен быть направлен на сварной шов, сама горелка при этом продвигается перед присадочной проволокой постепенно расплавляя металл.
- повышенная защита от проникновения газов (кислород, азот) из воздуха в расплав;
- увеличенная глубина охвата;
- остывание шва происходит равномерно.
Пламя горелки находится в ограниченном пространстве между кромками и швом. Это снижает теплоотдачу и повышает эффективность сварки. Необходимый угол раскрытия кромок — 60-70°. Он позволяет уменьшить образуемый объем и вес наплавленного металла. Сниженный расход горючих газов на один миллиметр толщины при работе, увеличенная производительность (до 20%) делают этот способ оптимальным при работе с элементами толщиной более 5 мм. Вероятность появления деформационных изменений металла после усадки в этом случае минимальна. Метод хорошо зарекомендовал себя при работе с металлами с повышенной теплопроводностью, таких как медь и алюминий. Подробнее о данном методе на сайте http://rekom.kiev.ua.
Описание левого способа газовой сварки
Обратный подход применяется при левом способе — сварочная горелка движется справа налево, перемещаясь за присадочным прутом. Пламя при этом направляется на холодные кромки свариваемых деталей, подготавливая их к сплавлению. Угол скоса при этом выбирается больший — 70-90°. Мощность пламени ацетиленовой горелки выбирается из расчета 100-130 дм³/ч (при правом варианте — 130-150 л/ч).
- идеальный визуальный контроль над процессом;
- сниженная вероятность пережога поверхности;
- высокая степень смешивания в расплавленной ванне.
Метод применяется при работе с легкоплавкими материалами, а также при сварке тонких металлических листов толщиной до 4 мм.
Критерии выбора
Способ выбирается в зависимости от положения соединения — вертикальное, горизонтальное, потолочное, а также исходя из параметров толщины элементов. При сварке в нижнем положении определяющей является толщина. Вертикальные (направление снизу вверх) и горизонтальные швы выполняются левым способом. Для предотвращения вытекания при образовании ванны ей в этом случае придают небольшой перекос. При выполнении потолочного соединения предпочтительней правый вид — пламя, направленное непосредственно на шов, будет препятствовать стеканию расплава из области жидкой ванны.
Источник
Сущность левого и правого способа при газовой сварке




![]()
![]()
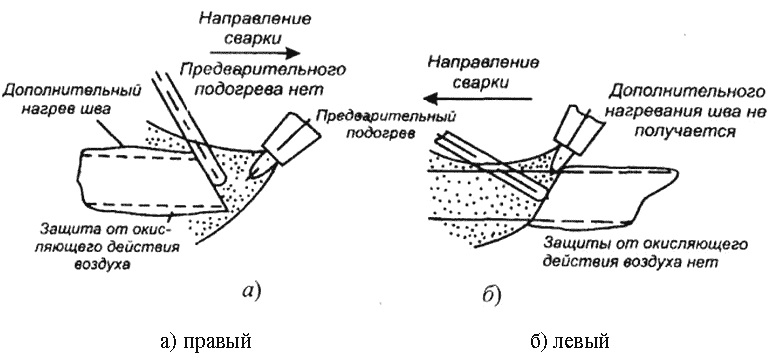
При толщине металла более 5 мм применяют правый способ сварки, при котором горелка движется впереди сварочной проволоки слева направо (рис. 4, а). Пламя направлено на наплавленный металл, что способствует более качественному формированию шва, увеличивает производительность, уменьшает расход ацетилена, но при малых толщинах может привести к прожогу металла.
При толщине металла до 5 мм применяют левый способ сварки (рис. 4, б), при котором горелка движется справа налево. Присадочный пруток находится слева от горелки и передвигается впереди пламени, направленного от наплавленного металла в сторону основного металла, на нагрев которого расходуется значительная часть тепла, в результате чего наплавленный металл быстро охлаждается.
Рис. 4. Способы газовой сварки:
а – правый; б – левый
Угол наклона горелки к свариваемой поверхности зависит от толщины металла. При её увеличении нужна большая концентрация тепла и соответственно большой угол наклона горелки (рис. 5).
Рис. 5. Изменение угла наклона горелки в зависимости
от толщины свариваемого металла
Источник
Способы газовой сварки
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.

а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом — 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник
Способы газовой сварки. Правый и левый способ
Существуют два основных способа газовой сварки — левый и правый. Схемы левого и правого способа показы на рисунке: (на схеме а) — правый способ сварки, на схеме б) — левый).

Правый способ газовой сварки
При правом способе газовой сварки (схема а) на рисунке), её выполняют слева направо, поток сварочного пламени направляется на уже сваренный участок металла. Горелка (поз.3) двигается впереди присадочной проволоки (поз.2) и расплавляет основной металл (поз.1). При этом поток газового пламени (поз.4) направляется на образующийся сварной шов (поз.5).
Преимущества правого способа состоят в том, что сварочная ванна лучше защищена от проникновения в неё азота и кислорода из воздуха, увеличивается глубина проплавления основного металла и замедляется охлаждение металла сварного шва при его остывании. Эти преимущества получаются из-за того, что поток газового пламени, в процессе сварки металла, направлен на образующийся сварной шов.
При правом способе сварки пламя сварочной горелки ограничено с обеих сторон сварными кромками, а спереди — наплавленным сварным швом. Такое ограничение пламени снижает рассеивание теплоты и повышает степень её использования. Исходя из этого, суммарный угол разделки при таком способе, выполняют 60-70°, вместо 90°. Это позволяет уменьшить объём наплавляемого металла и уменьшить поводки и коробление.
Правый способ сварки позволяет увеличить производительность работы на 20-25%, по сравнению с левым способом. При этом расход горючих газов для газовой сварки снижается на 15-20%. Данный способ сварки целесообразнее применять при сваривании металлов, толщиной более 5мм, а также для сваривания металлов большой теплопроводности, например, для сварки меди или для сварки алюминия.
Левый способ газовой сварки
При левом способе газовой сварки, сварочная горелка движется справа налево, вслед за присадочным прутком (схема б) на рисунке). При этом поток газового пламени направлен на ещё не сваренные кромки металла, подогревая их и подготавливая металл к сварке.
Преимущества левого способа сварки состоят в том, что сварщику хорошо видно свариваемый металл, в результате внешний вид шва лучше и постоянную геометрию шва (высота и ширина) обеспечить проще. При сварке левым способом сварочное пламя свободно растекается по большой площади свариваемого металла, не концентрируясь в одном месте. И это существенно снижает вероятность пережога металла. Кроме того, предварительный подогрев свариваемого металла способствует тщательному перемешиванию расплавленной ванны.
Из-за этих преимуществ левый способ особенно часто применяют при сварке тонкого металла, а также при сварке легкоплавких материалов.
Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
Выбор способа сварки зависит не только от толщины свариваемых деталей, но и от пространственного положения сварного соединения. При сварке в нижнем положении, способ сварки выбирают, как уже говорилось выше, в зависимости от толщины свариваемых деталей.
При сварке вертикальных швов снизу вверх, выбирают левый способ газовой сварки, справа налево, когда горелка двигается за присадочной проволокой. При сварке горизонтальных швов поток газового пламени из сварочной горелки направляют на формирующийся шов и также выбирают левый способ сварки (справа налево). Для того, чтобы жидкий металл не вытекал из расплавленной ванны, её выполняют с небольшим перекосом.
Для сварки потолочных швов предпочтительным является правый способ сварки. При таком способе сварки, сварочное пламя направляется напрямую на образующийся сварной шов, и препятствует стеканию расплавленного металла из жидкой ванны.
Источник
Правый способ газовой сварки
Техника газовой сварки
Качество сварного соединения зависит от правильного выбора режима и техники выполнения сварки.
При ручной сварке пламя горелки направляют на ева —
риваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2—6 мм от конца ядра. Конец присадочной проволоки держат в восстановительной зоне или в сварочной ванне.
Положение горелки (рис. 50) — угол наклона мундштука к поверхности свариваемого металла — зависит от толщины соединяемых кромок изделия и теплопроводности металла. Чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше. Это способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты. При сварке низкоуглеродистой стали вначале для быстрого и лучшего прогрева металла устанавливают наибольший угол наклона, затем в процессе сварки угол уменьшают до нормы, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рис. 50. Углы наклона мундштука горелки при сварке различных толщин,— о и способы перемещения мундштука горелки — б: 1 — с отрывом горелки; 2 — спиралеобразный; 3 — полумесяцем; 4 — волнистый
Различают два основных способа газовой сварки (рис. 51): правый и левый. При правом способе процесс сварки ведет-
ся слева направо. Горелка 3 перемещается впереди присадочного прутка 2, а пламя 4 направлено на формирующийся шов. Этим обеспечивается хорошая защита сварочной ванны от воздействия атмосферного воздуха и замедленное охлаждение сварного шва. Такой способ позволяет получать швы высокого качества. При левом способе процесс сварки производится справа налево. Горелка перемещается за присадочным прутком, а пламя направляется на несваренные кромки и подогревает их, подготавливая к сварке. Правый способ применяют при сварке металла толщиной более 5 мм. Пламя горелки при этом способе ограничено с двух сторон кромками изделия, а спереди наплавленным валиком, что значительно уменьшает рассеивание теплоты и повышает степень его использования. Однако при левом способе внешний вид шва лучше, так как сварщик отчетливо видит шов и поэтому может получить его равномерную высоту и ширину. Это особенно важно при сварке тонких листов. Поэтому тонкий металл сваривают левым способом. Кроме того, при левом способе пламя свободно растекается по поверхности металла, что снижает опасность его пережога.
Рис. 51. Схема газовой сварки: а — правым способом; б — левым
Способ сварки зависит также от пространственного положения шва. Нижние швы выполняют как левым, так и правым способом в зависимости от толщины металла. Вертикальные швы при толщине металла до 2 мм рекоменду — іется сваривать правым способом сверху вниз и левым способом снизу вверх. При больших толщинах металла сварку следует выполнять способом двойного валика. Горизонтальные швы выполняют правым способом: пламя горелки направляют на заваренный шов, а присадочный пруток вводят сверху в сварочную ванну, расположенную под некоторым углом к оси шва. Эти меры предупреждают вытекание расплавленного металла. Потолочные швы легче сваривать правым способом, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны.
В процессе сварки мундштук горелки и присадочный пруток совершают одновременно два движения: одно — вдоль оси свариваемого шва и второе — колебательные движения поперек оси шва. При этом конец присадочного прутка движется в направлении, обратном движению мундштука.
Для получения сварного шва с высокими механическими свойствами необходимо хорошо подготовить свариваемые кромки, правильно подобрать мощность горелки, отрегулировать сварочное пламя, выбрать присадочный материал, установить положение горелки и направление перемещения ее по свариваемому шву.
Подготовка кромок заключается в очистке их от масла, окалины и других загрязнений, разделке под сварку и прихвате короткими швами.
Свариваемые кромки очищают на ширину 20—30 мм с каждой стороны шва. Для этой цели можно использовать пламя сварочной горелки. При нагреве окалина отстает от металла, а краска и масло выгорают. Затем поверхность
свариваемых деталей зачищают стальной щеткой до металлического блеска. При необходимости (например, при сварке алюминия) свариваемые кромки протравливают в кислоте, а затем промывают и сушат.
Разделка кромок под сварку зависит от типа сварного соединения, который, в свою очередь, зависит от взаимного расположения свариваемых деталей.
Стыковые соединения являются для газовой сварки наиболее распространенным типом соединений. Металлы толщиной до 2 мм сваривают встык с отбортовкой кромок без присадочного материала или встык без разделки и без зазора, но с присадочным материалом. Металл толщиной 2—5 мм сваривают встык без разделки кромок, но с зазором между ними. При сварке металла толщиной более 5 мм применяют V-образную или Х-образную разделку кромок. Угол скоса выбирают в пределах 70—90°, что обеспечивает хороший провар вершины шва.
Угловые соединения также часто применяются при сварке металлов малой толщины. Такие соединения сваривают без присадочного металла. Шов выполняется за счет расплавления кромок свариваемых деталей.
Нахлесточные и тавровые соединения допустимы только при сварке металла толщиной менее 3 мм, так как при больших толщинах металла неравномерный местный нагрев вызывает большие внутренние напряжения и деформации и даже трещины в шве и основном металле.
Скос кромок производят ручным или пневматическим зубилом, а также на специальных кромкострогальных или фрезерных станках. Экономичным способом является ручная или механизированная кислородная резка. При этом образующиеся шлаки и окалину удаляют зубилом и металлической щеткой.
Сборка под сварку производится в специальных приспособлениях или на прихватках, обеспечивающих точность
положения свариваемых деталей и зазора между кромками в течение всего процесса сварки. Длина прихваток, их число и расстояние между ними зависят от толщины металла, длины и конфигурации свариваемого шва. При сварке тонкого металла и коротких швах длина прихваток составляет 5—7 мм, а расстояние между прихватками около 70—100 мм. При сварке толстого металла и при швах значительной длины прихватки делаются длиной 20—30 мм, а расстояние между ними — 300—500 мм.
Основные параметры режима сварки выбирают в зависимости от свариваемого металла, его толщины и типа изделия. Определяют потребную мощность и вид пламени, марку и диаметр присадочной проволоки, способ и технику сварки. Швы бывают однослойные и многослойные. При толщине металла до 6—8 мм применяют однослойные швы, до 10 мм — швы выполняют в два слоя, а при толщине металла 10 мм швы сваривают в три слоя и более. Толщина слоя при многослойной сварке зависит от размеров шва, толщины металла и составляет 3—7 мм. Перед наложением очередного слоя поверхность предыдущего слоя должна быть хорошо очищена металлической щеткой. Сварку производят поочередно короткими участками. При этом стыки валиков в слоях не должны совпадать. При многослойной сварке зона нагрева меньше, чем при однослойной. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев. Каждый слой можно также подвергнуть проковке. Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако следует учесть, что производительность сварки снижается и при этом рекомендуется больше горючего газа.
Низкоуглеродистые стали сваривают газовой сваркой без особых затруднений. Сварка выполняется нормальным пламенем. Присадочным материалом служит сварочная проволока. Ответственные сварные узлы и конструкции из низкоуглеродистой стали выполняют с применением низколегированной проволоки. Наилучшие результаты дают: кремнемарганцовистая и марганцовистая проволоки марок Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Они позволяют получить сварной шов с высокими механическими свойствами.
Среднеуглеродистые стали свариваются удовлетворительно, однако при сварке возможно образование в сварном шве и зоне термического влияния закалочных структур и трещин. Сварку выполняют слегка науглероживающим пламенем, так как даже при небольшом избытке в пламени кислорода происходит существенное выгорание углерода. Удельная мощность пламени должна быть в пределах 80—100 л/(ч-мм). Рекомендуется левый способ сварки, чтобы снизить перегрев металла. При толщине металла более 3 мм следует проводить предварительный общий подогрев детали до 250—300°С или местный нагрев до 650—700°С. Присадочным материалом служат марки сварочной проволоки, указанные для малоуглеродистой стали, и проволока марки Св-12ГС.
При определении мощности пламени следует иметь в виду, что при сварке правым способом удельная мощность должна быть повышена на 20—25 %. Увеличение мощности пламени повышает производительность сварки, однако при этом возрастает опасность пережога металла.
Диаметр присадочной проволоки d (мм) при сварке металла толщиной до 15 мм левым способом определяют по формуле: d = (s/2) + 1, где s — толщина свариваемой стали, мм.
При правом способе диаметр проволоки берут равным половине толщины свариваемого металла. При сварке металла толщиной более 15 мм применяют проволоку диаметром 6—8 мм.
После сварки можно рекомендовать проковку металла шва в горячем состоянии и затем нормализацию с температуры 800—900°С. При этом металл приобретает достаточную пластичность и мелкозернистую структуру.
Техника безопасности при работе с газосварочным оборудованием заключается в выполнении следующих требований: 1. Запрещается устанавливать оборудование и производить сварочные работы вблизи огнеопасных материалов. Подвижные ацетиленовые генераторы должны устанавливаться не ближе …
При работе на контактных машинах возможны поражения электрическим током, ожоги нагретым металлом, брызгами и выплесками расплавленного металла, отравление испарениями металла и его покрытий в зоне сварки, а также травматизм от …
§ 65. Техника безопасности при электрической сварке При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель …
Электрогазосварщик
Различают следующие способы ручной газовой сварки.
Левый способ сварки. При левом способе сварки горелка перемещается справа налево, а присадочная проволока движется впереди горелки. Пламя сварочной горелки направлено от шва на не сваренные кромки металла.
На рисунке показаны схема левого способа сварки и схема движения конца мундштука горелки и конца присадочной проволоки. Левый способ сварки наиболее распространен и применяется при сварке тонких и легкоплавких металлов. Правый способ сварки. При правом способе сварки горелка перемещается слева направо, а присадочная проволока движется вслед за горелкой. Пламя сварочной горелки направлено на шов. На рисунке показана схема правого способа сварки.
В отличие от левого способа сварки при правом способе сварки пламя направлено на сваренный шов. Это обеспечивает лучшую защиту шва от окружающего воздуха и его замедленное охлаждение. Благодаря этому качество шва при правом способе сварки получается выше, чем при левом. Однако внешний вид шва лучше при левом способе сварки, так как при этом способе сварщик хорошо видит только что сваренный шов и поэтому обеспечивает равномерную высоту и ширину валика. При левом способе сварки пламя направлено на кромки металла, ничем спереди не ограничено и свободно растекается по поверхности металла, что снижает степень использования тепла. При правом способе сварки пламя ограничено с двух сторон кромками свариваемого металла, а спереди наплавленным валиком, что препятствует рассеиванию пламени, способствует концентрации тепла и улучшает степень его использования. Поэтому в данном случае угол раскрытия шва можно делать не 90°, а 60—70°. Это уменьшает количество наплавленного металла, а следовательно, и время сварки, дает экономию проволоки и газов, уменьшает коробление изделия от усадки металла шва, что особенно заметно при сварке металла толщиной свыше 5 мм. Таким образом, вследствие лучшего использования тепла пламени правый способ сварки экономичнее левого тем больше, чем больше толщина свариваемого металла. Увеличение производительности сварки при правом способе по сравнению с левым может достигать 20—25%, а уменьшение расхода газов 15—25%.
При правом способе сварки мощность горелки выбирают до 150 л ацетилена в час на 1 мм толщины металла (при левом способе мощность выбирают 100—130 л/ч). Угол наклона мундштука к свариваемому металлу должен быть на 10—20° больше, чем при сварке левым способом и не менее 45°.
При сварке металла толщиной до 3 мм более производительным является левый способ сварки.
Выбор правого или левого способа сварки следует производить с учетом положения шва в пространстве. При сварке швов в нижнем положении можно применять как левый, так и правый способы сварки; в этом случае выбор способа, как правило, определяется производительностью, которая зависит от толщины металла. При сварке вертикальных швов снизу вверх удобнее производить сварку левым способом. Горизонтальные швы легче выполнять правым способом, при котором газовый поток пламени направлен на шов и тем самым препятствует стеканию металла из сварочной ванны. В отличие от обычного правого способа сварки в этом случае сварку производят справа налево и сварочной ванне придают некоторый перекос, облегчающий формирование шва. Сварку потолочных швов также лучше производить правым способом, так как в этом случае конец присадочной проволоки и давление газового потока препятствуют стеканию металла.
Сварка пламенем повышенной мощности. При этом способе сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7—10%. Кромки металла нагреваются только до начала оплавления. Сварка стали производится следующим образом. Кромки нагреваются ацетиленистым пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200° С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60—70°. Сварка производится правым способом.
Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Многослойная сварка. При многослойной сварке шов заполняется в несколько слоев. Сварка ведется короткими участками. Стыки швов в различных слоях не должны совпадать.
При наложении каждого последующего слоя поверхность предыдущего должна быть тщательно очищена от окалины и шлаков металлической щеткой.
По сравнению с однослойной сваркой многослойная имеет преимущества: уменьшается зона нагрева металла, происходит отжиг нижележащих слоев при наплавке последующих, можно производить проковку каждого слоя. Недостатком многослойной сварки являются меньшая производительность и больший расход газов по сравнению с однослойной, поэтому она применяется при сварке ответственных изделий и сварке металла большой толщины.
Наряду с рассмотренными выше способами ручной газовой сварки в практике находит применение автоматическая газовая сварка. Автоматическая газовая сварка может с успехом применяться в массовом производстве при сварке длинных прямолинейных швов и небольшой толщине металла — до 2 мм, например при сварке продольных швов тонкостенных труб. Она обеспечивает очень высокую скорость сварки и не требует сложного оборудования. Свайка производится специальной многопламенной линейной горелкой.
6.4. Правая сварка

Рис. 117. Схема правой сварки (18)
Ведение прутка и горелки
Правая сварка применяется для сварки стали толщиной с 3. 5 мм.
При правом способе сварку выполняют слева направо, сварочное пламя направлено на
сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой.
Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сварной шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации.
Пламя подогревает уже наплавленный металл, этот нагрев распространяется на незначительное расстояние от сварочной ванны, следовательно, происходит термическая обработка металла шва и околошовной зоны.
Присадочной проволокой выполняют спиральные движения, но с меньшей амплитудой, чем при левой сварке.
Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе угол разделки шва делается не 90º, а 60-70º , что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке металлов с большой теплопроводностью. Диаметр присадочной проволоки при правом способе сварки Ø =S/2 мм, где S –толщина свариваемого металла.
Преимущества правой сварки:
- достаточное тепловложение;
- надежный провар;
- невысокая скорость охлаждения;
- лучшая защита факела
Недостатки правой сварки:
- очень чешуйчатая поверхность шва;
- затруднено применение, если толщина деталей менее 3 мм




