
Оснастка для очистки сварочной проволоки
Состояние поверхности сварочной проволоки во многом влияет на качество сварного соединения. Если проволока покрыта пылью, грязью, маслом или ржавчиной, то шов получается пористым и с различными включениями, процесс сварки проходит нестабильно, наблюдается большое разбрызгивание металла. Кроме того, засоряется канал шланга и быстро изнашиваются наконечники.
Приспособление и станок для очистки сварочной проволоки разработаны и внедрены новаторами треста «Союзпромбуммонтаж».
Приспособление для очистки сварочной проволоки (рис. 54) выполнено в виде цилиндрической камеры, образованной корпусом 1 и крышкой 3, соединенными между собой петлей 4. После закрывания крышка фиксируется защелкой 2. Внутри камера разделена на два отсека диском 6. Одна часть камеры заполняется кусками абразива 5, а другая — войлоком 7. В диске и в торцевых стенках имеются отверстия, через которые пропускается сварочный провод. Своим левым торцом приспособление крепится к подающему механизму сварочного автомата или полуавтомата.
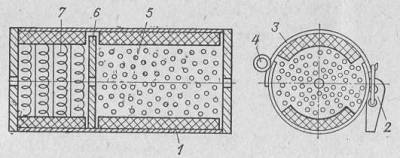
Рис. 54. Приспособление для очистки сварочной проволоки. 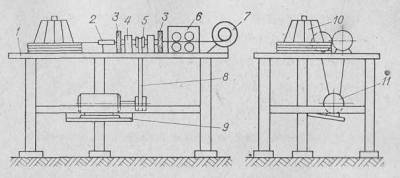
Рис. 55. Схема станка для очистки сварочной проволоки.
Заправленная в приспособление проволока вначале проходит камеру с абразивом, где очищается от ржавчины и окалины, а затем камеру с войлоком, где происходит окончательное удаление грязи, масла и т. д. При-способление позволяет очищать проволоку диаметром 1—4 мм. Простое по конструкции, оно может быть изготовлено и использовано на любом предприятии, при меняющем полуавтоматическую сварку в среде углекислого газа.
Станок для очистки сварочной проволоки схематически показан на рис. 55.
На верхней плите сварного корпуса 1 станка закреплена ось, на которой установлена катушка 10. На противоположном конце плиты расположен узел намотки с вращающейся кассетой 7. В средней части на опорах 4 установлены два вала, на которых с обоих концов закреплены щетки 3, а в средней части — шкивы 5. Шкивы связаны общим ремнем 8 со шкивом электродвигателя 11, смонтированного внутри корпуса на поворотной площадке 9.
Конец бухты сварочной проволоки, надетой на катушку, пропускается через направляющую втулку 2, две пары щеток, тянущий механизм 6 и наматывается на кассету 7. После этого включается электродвигатель, который приводит в движение тянущий механизм и щетки. Проходя через щетки, проволока очищается от грязи, ржавчины, окалины, масел и т. д. Перемещаясь, она заставляет вращаться кассету и наматывается на нее.
Чтобы компенсировать износ щеток в процессе работы, одна щетка из каждой пары имеет возможность поперечного перемещения. В качестве тянущего механизма использован подающий механизм от сварочного автомата ТС-17.
Диаметр очищаемой проволоки, мм . 1—5
Диаметр щеток, мм . 165
Частота вращения двигателя, об/мин. . 1400
Мощность электродвигателя, кВт . 1
Габаритные размеры станка, мм . . . 130x700x800
Источник
Способ очистки поверхности стальной проволоки

Владельцы патента RU 2276203:
Изобретение относится к металлургическому производству, в частности к области обработки проволоки и изготовления изделий из нее, а также к способам очистки поверхности стальной проволоки, например, перед нанесением металлических покрытий. Способ включает нагрев проволоки в расплаве и ее охлаждение, при этом операцию охлаждения проволоки проводят в щелочном растворе при температуре проволоки на входе в щелочной раствор выше температуры кипения этого раствора. Технический результат: расширение технических возможностей, удешевление очистки поверхности проволоки, улучшение условий труда при удалении с поверхности стальной проволоки загрязнений в виде остатков волочильной смазки и окислов железа. 7 з.п. ф-лы, 2 табл.
Изобретение относится к металлургическому производству, в частности к области обработки проволоки и изготовления изделий из нее, а точнее к способам очистки поверхности стальной проволоки, например, перед нанесением металлических покрытий.
Известны способы очистки поверхности проволоки, например, перед нанесением металлических покрытий, использующие методы обезжиривания и травления в растворах. Для повышения скорости процесса широко используются электрохимические методы [1]. Катодное восстановление водорода и (или) анодное растворение металла, а также выделение кислорода способствуют механическому отрыву загрязнений с поверхности заготовки.
Недостатки технологии — наводораживание проволоки, повышенные потери металла вследствие электрохимического растворения и дополнительного расхода электроэнергии на проведение процесса. Катодное травление в кислоте сопровождается захватом ее мелких капель выделяющимся водородом и, как следствие, загрязнением воздуха.
В качестве прототипа выбран способ очистки поверхности, включающий обезжиривание в расплаве свинца или щелочи с последующим охлаждением и промывкой в водной ванне [2].
Недостатки прототипа в том, что расплав свинца с точки зрения обезжиривания неэффективен, поэтому исходную заготовку протягивают мокрым волочением. Это ограничивает технические возможности, так как мокрое волочение приемлемо только для проволоки больших диаметров. В варианте расплава щелочи — низкая экономичность очистки вследствие выноса и испарения расплава с ухудшением условий труда.
После нагрева стальная поверхность легко окисляется, что усложняет дальнейшую подготовку проволоки к нанесению покрытия.
Задача, решаемая изобретением, состоит в расширении технических возможностей и удешевление очистки поверхности проволоки, улучшении условий труда.
Технический результат, получаемый при использовании изобретения, заключается в удалении с поверхности стальной проволоки загрязнений в виде остатков волочильной смазки и окислов железа.
Решение поставленной задачи достигается тем, что способ очистки поверхности стальной проволоки, включает ее нагрев в расплаве и охлаждение, причем операцию охлаждения проволоки производят в щелочном растворе при температуре проволоки на входе в щелочной раствор выше температуры кипения этого раствора.
Нагрев проволоки осуществляется в ванне с расплавом свинца, и/или щелочи, и/или солей. Температуру расплава поддерживают в интервале 300-650°С. Концентрация щелочи в растворе для охлаждения и очистки проволоки составляет от 30 до 600 г/дм 3 при температуре раствора 20-90°С.
Скорость движения проволоки при обработке составляет от 30 до 500 м/мин. Проволоку после щелочного раствора могут подвергать промывке и травлению. Травление проводят химическим способом в кислой среде или электрохимическим способом в кислом или нейтральном растворе.
Отличие заявленного решения от прототипа в том, что нагрев проволоки осуществляют в ванне с расплавом свинца, и/или щелочи, и/или солей.
Температура расплава составляет 300-650°С. Концентрация щелочи в растворе для охлаждения и очистки проволоки составляет от 30 до 600 г/дм 3 . Температура щелочного раствора 20-90°С.
Скорость движения проволоки от 30 до 500 м/мин. Проволоку после щелочного раствора могут подвергать промывке и травлению химическим способом в кислой среде или электрохимическим способом в кислом или нейтральном растворе.
При обработке горячей стальной проволоки в щелочном растворе с ее с поверхности кроме остатков волочильной смазки удаляются и окислы железа.
Закись железа растворима в горячем щелочном растворе, однако окислы, содержащие трехвалентное железо, реагируют лишь при высокой температуре, например, в момент погружения горячей проволоки в щелочной раствор.

Процесс щелочной очистки сопровождается накоплением в рабочем растворе гидроксидов железа. Как следует из уравнения реакции, щелочь в процессе очистки участвует в образовании лишь промежуточных продуктов реакции, и расходуется только на вынос в промывки.
Сравнение с технологией, предусматривающей охлаждение проволоки водой после нагрева, проводилось при подготовке поверхности к нанесению бронзового покрытия. Последовательность технологических операций:
1) Расплав свинца или щелочи или солей Т=440°С;
2) Раствор щелочной очистки (концентрация NaOH=160 г/дм 3 , T=60°C) температура проволоки на входе в раствор составляет около 400°С при температуре кипения раствора около 170°С, расстояние от свинцовой ванны 3 м, в контрольном варианте — вместо щелочного раствора — промывка водой
3) Промывка водой
4) Химическое сернокислое травление (длина ванны 1,4 м, концентрация Н2SO4=350 г/дм 3 , Т=40°С);
5) Промывка водой PW;
6) Бронзирование (химическое осаждение покрытия);
Для сравнения щелочная очистка с предварительным охлаждением проволоки водой после ванны с расплавом. Скорость проволоки 120 м/мин. Внешний вид бронзового покрытия, получаемого химическим осаждением меди и олова из раствора солей, зависит от качества предварительной очистки поверхности заготовки.
Сравнение эффективности очистки проволоки при разной последовательности технологических операций приведено в таблице 1.
| Таблица 1 Эффективности очистки при разных способах охлаждения проволоки после нагрева в расплаве | ||
| Последовательность операций между ванной с расплавом и сернокислым травлением | Цвет стальной проволоки после ванны щелочной очистки | Внешний вид бронзового покрытия |
| Щелочной раствор, промывка | Светлый металлический | Светлое |
| Ванна охлаждения водой, щелочной раствор — промывка | Темно-коричневый | Темное с пятнами |
| Ванна охлаждения водой | Темно-коричневый | Темное с пятнами |
Следовательно, эффективность щелочной очистки существенно возрастает при высокой температуре входящей в ванну проволоки. Замена раствора щелочной очистки охлаждением проволоки водой ухудшает качество очистки проволоки.
Скорость очистки поверхности горячей проволоки максимальна на ее входе в щелочной раствор, и быстро снижается в процессе охлаждения. Так как эффективность зависит, главным образом, от температуры ее поверхности на входе в раствор и, в меньшей степени от продолжительности обработки (длины погружения), предлагаемый способ позволяет изменять скорость проволоки в широких пределах без ухудшения качества очистки поверхности.
При недостаточной эффективности щелочной очистки на поверхности проволоки в виде шлама остается разрыхленная окалина, включающая труднорастворимые в кислоте Fe2O3 и Fe3O4. Следовательно, технологические режимы (температура проволоки на входе в щелочной раствор, концентрация щелочи и другие параметры), должны обеспечивать удаление окислов с минимальным количеством шлама на заготовке после ванны щелочной очистки.
Показатели качества очистки при разных технологических режимах щелочной очистке без предварительного охлаждения горячей проволоки представлены в таблице 2.
| Таблица 2 Влияние технологических режимов обработки на качество щелочной очистки. | ||||
| Технологические параметры | Показатели качества очистки поверхности заготовки | |||
| Концентрация раствора NaOH, г/дм 3 | Температура расплава,°С | Цвет проволоки после ванны щелочной очистки | Шлам на поверхности проволоки после ванны щелочной очистки | Внешний вид бронзового покрытия проволоки |
| 100 | 430-440 | Светлый металлический | Серо-коричневы | Светлое, неравномерное |
| 160 | Светлый металлический | Серый | Светлое | |
| 220 | Светлый металлический | Серый | Светлое | |
| 220 | 570-580 | Коричневый | Черный | Темное с пятнами |
Увеличение концентрации NaOH со 100 до 160-220 г/дм 3 улучшает качество щелочной очистки проволоки. С повышением температуры расплава до 570-580°С последующая щелочная очистка не может удалить возросшее количество окислов железа с поверхности проволоки.
Примером использования технологии является подготовка поверхности холоднотянутой заготовки к нанесению бронзового покрытия при изготовлении проволоки для бортовых колец шин.
Ряд промышленных агрегатов по производству бронзированной проволоки для бортовых колец шин включает в себя следующие основные технологические операции подготовки поверхности проволоки к нанесению покрытия:
— расплав свинца или щелочи или солей;
— охлаждение проволоки водой;
— ванна электрохимического щелочного обезжиривания;
— ванна химического кислотного травления или электрохимического травления в кислом или нейтральном растворе;
— бронзирование (нанесение покрытия).
При замене охлаждения проволоки водой после термического отпуска химической щелочной очисткой отпадает необходимость в электрохимическом обезжиривании. Последовательность технологических операций:
— расплав свинца или щелочи или солей;
— химическая щелочная очистка с охлаждением проволоки;
— ванна химического кислотного травления или электрохимического травления в кислом или нейтральном растворе;
— бронзирование (нанесение покрытия).
В предлагаемой технологии снижается нагрузка на ванны травления, так как окислы железа, образующиеся после обработки проволоки в расплаве, удаляются в процессе ее охлаждения в растворе щелочной очистки.
Снижение нагрузки на ванны травления увеличивает продолжительность работы травильного раствора, снижает затраты на его регенерацию, улучшает условия труда травильщиков. В варианте с электрохимическим травлением — уменьшение токовых нагрузок, для химического — сокращение продолжительности травления. Щелочной раствор нагревается в процессе работы за счет тепла проволоки, следовательно, для его охлаждения необходимы теплообменники.
Оптимальные технологические параметры щелочной очистки при производстве бортовой бронзированной проволоки:
1. Температура расплава 400-500°С. При большей температуре значительно возрастает количество окислов на проволоке и, как следствие, снижается качество щелочной очистки.
2. Концентрация NaOH 120-300 г/дм 3 .
3. Скорости обработки проволоки от 40 до 200 м/мин и более при длине погружения проволоки в щелочной раствор 0,7-2 м.
4. Для повышения эффективности очистки расстояние между выходом проволоки из расплава до входа в раствор щелочи должно быть минимальным, зависимости от скорости проволоки составлять 0,5-7 м.
Технико-экономическая эффективность изобретения:
— расширение технических возможностей очистки, например, возможность очистки стальной проволоки большего диаметра после сухого волочения;
— удешевление технологии очистки проволоки перед нанесением покрытия;
— очистка поверхности проволоки от окислов железа;
— улучшение условий труда.
1. Оборудование для очистки проволоки. Инф. руководителю // Реферативный журнал Металлургия, №1, 2003.
2. Красильников Л.А. Цинкование, лужение и латунирование стальной проволоки — М.: Металлургия, 1967, 214 с., стр.96-97 (прототип).
1. Способ очистки поверхности стальной проволоки, включающий ее нагрев в расплаве и охлаждение, отличающийся тем, что операцию охлаждения проволоки производят в щелочном растворе при температуре проволоки на входе в щелочной раствор выше температуры кипения этого раствора.
2. Способ по п.1, отличающийся тем, что нагрев проволоки осуществляют в ванне с расплавом свинца, и/или щелочи, и/или солей.
3. Способ по одному из п.1 или 2, отличающийся тем, что температуру расплава поддерживают в интервале 300-650°С.
4. Способ по п.1, отличающийся тем, что концентрацию щелочи в растворе для охлаждения и очистки проволоки обеспечивают от 30 до 600 г/дм 3 , а температуру раствора 20-90°С.
5. Способ по п.1, отличающийся тем, что скорость движения проволоки при обработке составляет от 30 до 500 м/мин.
6. Способ по п.1, отличающийся тем, что проволоку после щелочного раствора подвергают промывке и травлению.
7. Способ по п.6, отличающийся тем, что травление проводят химическим способом в кислой среде.
8. Способ по п.6, отличающийся тем, что травление проводят электрохимическим способом в кислом или нейтральном растворе.
Источник



