
Большая Энциклопедия Нефти и Газа
Этаноламиновый способ
Этаноламиновый способ очистки2 обычно заключается в обработке газа 15 % — ным водным раствором моноэтаноламина в абсорбере. Выходящий из абсорбера раствор подогревается в теплообменнике, а затем поступает в отгонную колонну. Здесь из раствора выделяются сероводород и углекислота, направляемые на переработку; регенерированный раствор возвращается в абсорбер. [1]
Этаноламиновый способ находит применение в СССР, главным образом для очистки природного газа. Для газов коксового, генераторного и других, содержащих кислород, цианистоводородную, уксусную кислоты, сернистый ангидрид, сероуглерод и другие сернистые соединения, этот способ использовался редко, так как в процессе очистки таких газов получаются нерегенерируемые соединения этаноламинов, что приводит к значительному перерасходу поглотительного раствора. [2]
Этаноламиновый способ широко применяют для очистки газа, ве загрязненного или незначительно загрязненного кислородом, крепкими кислотами, щелочами, смолистыми веществами, механическими примесями, так как при загрязненном газе ухудшаются технико-экономические показатели процесса. [3]
Этаноламиновый способ дает высокое качество очистки газа пра компактности оборудования и сравнительно небольшой стоимости. К недостаткам этого способа следует отнести сложность производства-поглотителя ( оно должно быть организовано на специальном заводе), высокую коррозионную активность получающейся в регенераторе-смеси паров и сероводорода, заставляющую применять специальные-стали или покрытия, а также относительно высокий расход пара. [5]
Этаноламиновый способ является циклическим процессом, в котором поглотительный раствор находится в кругообороте. [6]
Этаноламиновый способ очистки позволяет удалить из газа не только сероводород, но и углекислоту. [7]
Этаноламиновый способ очистки газа от сероводорода является циклическим процессом, поглотительный раствор в нем находится в кругообороте. [8]
Этаноламиновый способ очистки газа широко применяют для очистки природного газа, не содержащего указанных выше примесей. [9]
Этаноламиновый способ очистки газа от H2S нашел широкое применение для очистки природного газа, не содержащего указанных вредных примесей; что касается таких газов, как коксовый, генераторный и др., то применение для них этаноламинового способа вследствие осложнения технологической схемы и большого удельного расхода этаноламина имеет ограниченное значение. [10]
Этаноламиновый способ очистки газа от сероводорода является циклическим процессом, поглотительный раствор в нем находится в кругообороте. [11]
Этаноламиновый способ очистки газа широко применяют для очистки природного газа, не содержащего указанных выше примесей. [12]
В этаноламиновом способе очистки газов , являющемся сорб-ционно-десорбционным процессом, важнейшее значение имеет соблюдение определенных условий равновесного распределения улавливаемого вещества ( сероводорода) между газовой фазой и находящейся с ней в контакте жидкостью. Это равновесие определяется температурой, давлением и концентрациями реагентов, при которых происходит контакт фаз. Сорбционные и десорб-ционные процессы возникают при нарушении равновесия, когда концентрация в газовой фазе сероводорода окажется выше или ниже равновесной с данным раствором. [13]
Основным преимуществом этаноламинового способа перед алкацидным является меньшая сложность изготовления поглотительного раствора, а основным недостатком — совместное поглощение сероводорода и углекислоты, что при большом содержании углекислоты затрудняет последующую переработку сероводорода в элементарную серу. Однако следует заметить, что установлена возможность вести процесс очистки газа от сероводорода этаноламиновым раствором более или менее избирательно. [14]
Кроме того, этаноламиновый способ позволяет совмещать процессы очистки газа с его осушкой. В этом случае требуется поддерживать высокую температуру десорбции и такую аппаратуру, как теплообменники и кипятильники, выполнять из легированной стали. В противном случае возможен их преждевременный выход из строя из-за усиления коррозии. [15]
Источник
Очистка углеводородных газов этаноламинами
В углеводородном сырье содержатся такие серосодержащие примеси, как сероводород, серооксид углерода, сероуглерод, меркаптаны, а в газовом конденсате – также сульфиды и дисульфиды. Их содержание нежелательно (они вызывают коррозию оборудования и отравляют катализаторы), и их удаляют.
Меркаптаны и сульфиды при гидроочистке превращаются в сероводород, который легко отделить при помощи абсорбции этаноламинами.
Наиболее известными этаноламинами, используемыми в процессах очистки газа от сероводорода и углекислого газа являются:
- моноэтаноламин (МЭА)
- диэтаноламин (ДЭА)
- триэтаноламин (ТЭА)
- дигликольамин (ДГА)
- диизопропаноламин (ДИПА)
- метилдиэтаноламин (МДЭА)
Наибольшее практическое применение получили моно- и диэтаноламин. Использование ДЭА особенно целесообразно в тех случаях, когда в исходном газе наряду с Н2S и СО2 содержатся COS и СS2, которые вступают в необратимую реакцию с МЭА, вызывая его значительные потери. Для селективного извлечения Н2S в присутствии СO2 используют третичный амин – метилдиэтаноламин.
В физических процессах извлечение кислых компонентов из газа происходит за счет физического растворения их в применяемом абсорбенте. При этом, чем выше парциальное давление компонентов, тем выше их растворимость. Из физических абсорбентов промышленное применение для очистки газов нашли такие, как:
- метанол
- N-метилпирролидон
- алкиловые эфиры полиэтилен гликоля
- пропиленкарбонат
Присутствие гидроксильной группы снижает давление насыщенных паров и повышает растворимость амина в воде, а аминогруппа придает водным растворам щелочность, необходимую для взаимодействия с Н2S и СO2, которые в водной среде диссоциируют с образованием слабых кислот.
Алканоламины – это бесцветные, вязкие, гигроскопичные жидкости, смешивающиеся с водой и низкомолекулярными спиртами во всех соотношениях; они почти нерастворимы в неполярных растворителях.
Их применяют, как правило, в виде водных растворов. Концентрация амина в растворе может изменяться в широких пределах, ее выбирают на основании опыта работы и по соображениям коррозии оборудования.
Алканоламины, будучи основаниями, легко вступают в реакцию с кислыми примесями, образуя ассоциаты. Таким образом, кислые примеси накапливаются в жидкости.
Отработанные этаноламины легко регенерируются, при нагреве отдавая кислые газы. Процесс Клауса позволяет переработать сероводород в товарный продукт – элементарную серу.
Часть из них на стадии регенерации абсорбента разрушается и снова выделяет алканоламин, другая часть нерегенерируется, что является одной из причин потерь амина. Наибольшее количество нерегенерируемых соединений характерно для первичных алканоламинов.
Поступающий на очистку газ проходит восходящим потоком через абсорбер навстречу потоку раствора. Насыщенный кислыми газами раствор, выходящий с низа абсорбера, подогревается в теплообменнике регенерированным раствором из десорбера и подается наверх его.

После частичного охлаждения в теплообменнике регенерированный раствор дополнительно охлаждается водой или воздухом и подается наверх абсорбера. Тепло, необходимое для регенерации насыщенного раствора, сообщается раствору в рибойлерах, обогреваемым глухим паром низкого давления. Кислый газ из десорбера охлаждается для конденсации большей части содержащихся в нем водных паров. Этот конденсат-флегма непрерывно возвращается обратно в систему, чтобы предотвратить увеличение концентрации раствора амина. Обычно эту флегму подают в верх десорбера несколько выше входа насыщенного раствора для конденсации паров амина из потока кислого газа. В схеме предусмотрен экспанзер (выветриватель) при Р очистки >1,6МПа, где за счет снижения давления насыщенного раствора выделяются физически растворенные в абсорбенте углеводороды и частично сероводород и диоксид углерода.
Экспанзерный газ после очистки используется в качестве топливного газа или компримируется и подается в поток исходного газа. Широкое распространеие в промышленности получила схема с раздельными потоками подачи в абсорбер регенерированного раствора одинаковой степени регенерации. 70-80% раствора подается в середину абсорбера, а остальное количество – наверх.
Это позволяет снизить затраты энергии на перекачку раствора, уменьшить металлоемкость абсорбера (верхняя часть меньшего диаметра), а также повысить степень извлечения СОS (в случае его наличия в газе) за счет подачи среднего потока раствора с более высокой температурой и осуществления реакции гидролиза СОS.
Очистка газ углеводород гелий


В схеме аминов и очистки газа с высоким содержанием кислых компонентов подача раствора в абсорбер осуществляется двумя потоками, но разной степени регенерации. Частично регенерированный раствор из десорбера подается в среднюю секцию абсорбера. Глубокой регенерации подвергается только часть раствора, которая подается на верх абсорбера для обеспечения тонкой очистки газа. Такая схема позволяет по сравнению с обычной схемой до 10-15% снизить расход пара на регенерацию раствора.
При очистке газа с высоким содержанием кислых компонентов целесообразно осуществить двойное расширение (выветривание) насыщенного амина при разном давлении. На первой ступени при давлении 1,5-2 МПа из раствора выделяется основное количество растворенных углеводородов, что обеспечивает в дальнейшем низкое
(
Источник
Очистка природного газа от примесей этаноламиновым способом
Производство индивидуальных ароматических углеводородов (бензола и толуола).
Данное производство осуществляют на установке Л Г-35-8/ЗООБ, сырьем которой служит фракция 62-105°С. В отличие от установки каталитического риформинга, работающей на получение высокооктановых компонентов автобензина, это производство имеет в своем составе дополнительные блоки, имеющие специфическое назначение: блок селективного гидрирования непредельных углеводородов (догидрирования), блок экстракции с регенерацией растворителя и блок ректификации экстракта на индивидуальные ароматические углеводороды.
Селективное гидрирование непредельных углеводородов. В составе установки ароматизации имеется отдельный блок, основной частью которого является реактор догидрирования, заполненный алюмоплатиновым катализатором с низким содержанием платины АН-10, АП-15 или ГО-1. Назначение этого блока — гидрирование непредельных углеводородов в составе ароматизированного катализата (обычно до 1,5%). Температура гидрирования 180-22СГС, объемная скорость 5-7 ч
‘, давление 1,4-2,0 МПа. При нормальной работе блока гидрируются только олефино-вые углеводороды, концентрация ароматических углеводородов в катализате остается неизменной. При этом разность температуры на входе в реактор и выходе из него не должна превышать 6- !0°С, в противном случае это будет свидетельствовать о снижении селективности гидрирования. Обычно это наблюдается в конце цикла работы катализатора. Характеристика катализаторов селективного гидрирования приведена в табл.
Таблица Характеристика катализаторов селективного гидрирования
Источник
Технические решения по переработке отходов этаноламинов с узла очистки конвертированного газа производства аммиака

Авторы: С.В. Афанасьев, О.С. Рощенко (ПАО «Тольяттиазот»), С.П. Сергеев (ОАО «ГИАП»), В.А. Волков (ООО «Дельта-пром инновации»)
Опубликовано на портале «Химическая техника», сентябрь 2019
Введение
На российских и зарубежных предприятиях по выпуску аммиака в технологических процессах выделения диоксида углерода из конвертированного газа, как правило, применяют водные растворы поташных и этаноламинных абсорбентов с концентрацией активного компонента до 40 % мас. [1–5]. Системы с более высокой концентрацией использовать нецелесообразно по следующим причинам: ускоряются побочные процессы, увеличивается вязкость раствора, что ухудшает смачивание абсорбционной насадки и снижается коэффициент абсорбции.
Общепринятая система очистки СО2 -содержащих смесей включает стадию абсорбции диоксида углерода в колонных аппаратах различной конструкции с последующей десорбцией и возвратом очищенного абсорбента [6–8].
Наряду с СО2 происходит поглощение и других кислых газов – сероводорода, сернистого газа [9]. Обе эти реакции обратимы и экзотермичны, при этом карбонаты этаноламина легко разлагаются при нагревании с выделением диоксида углерода, что позволяет осуществлять очистку конвертированного газа в циклическом режиме. Процесс проводят при температуре 35…50 °С и давлении около 3 МПа в насадочных или тарельчатых колоннах.
Существенным недостатком реализованного в промышленных масштабах технологического процесса является окислительная и термическая деструкция (деградация) моноэтаноламина, происходящая на стадии терморегенерации абсонта [10–12].
В процессе этаноламиновой очистки газа от СО2 выявлены многочисленные параллельные реакции, вызывающие необратимые изменения состава раствора, приводящие к потерям абсорбента. В качестве побочных продуктов методом ЯМР идентифицированы 1-(2-оксиэтил) имидазолидон-2, 1–(2-оксиэтил) этилендиамин. Наряду с ними отмечено появление в эксплуатируемом абсорбенте и других соединений, в частности, N,N / -ди-(2–гидроксиэтил)-мочевины, щавелевой и муравьиной кислот [13–15].
Их образование вызывает коррозионное разрушение оборудования в определённых условиях, особенно при высоких степенях насыщения кислыми газами [16]. Подобно растворам аммиака, они негативно действуют на медь, цинк и их сплавы. В кипящих водных растворах МЭА малоуглеродистые стали также подвергаются коррозии под действием СО2. Присутствие в растворах этаноламинов посторонних примесей увеличивает скорость коррозии стальных аппаратов и трубопроводов. В связи с этим необходимо применять возможно более чистый моноэтаноламин и систематически подвергать очистке поглотительный раствор путём его перегонки в присутствии щёлочи. При накоплении примесей в абсорбенте проблема решается его заменой свежим МЭА.
Образовавшийся отход достаточно опасен для окружающей среды, и его утилизацию проводят методом сжигания в специальных печах.
Аналогичные проблемы возникают и при замене моноэтаноламина на N-метилдиэтаноламин (МДЭА).
Представляло интерес разработать альтернативные экологически безопасные способы утилизации отходов этаноламинов, образующихся на агрегатах аммиака. В качестве объектов исследования взяты водные растворы моноэтаноламина и метилдиэтаноламина, проработавшие длительный срок на узле очистки диоксида углерода, содержащемся в конвертированном газе, с целью его последующего использования на других технологических установках.
Методика проведения эксперимента
Известно, что процесс получения карбамидоформальдегидных смол на основе формалина и карбамида имеет ряд особенностей из-за повышенной реакционной способности композиции на стадии кислой стадии поликонденсации. Это объясняется пониженным содержанием примесей в формальдегидсодержащем продукте, выполняющих функции буферной системы и препятствующих резкому снижению уровня рН при вводе кислого агента. По указанной причине авторами [17] был разработан и впервые реализован на практике способ получения смолы с использованием карбамидоформальдегидного концентрата марки КФК- 85 (КФК-85) – продукта конденсации раствора карбамида с газообразным формальдегидом, выпускаемый по ТУ 2223-009-00206492–07. Он предусматривает ввод небольших количеств модификатора перед загрузкой первой порции карбамида соответственно на щелочной стадии и при завершающей доконденсации. Исследования проводились по следующей методике.
В колбу вместимостью 0,5 л загружали 100 г карбамидоформальдегидного концентрата КФК-85, содержащего (60 ± 0.5) % мас. формальдегида во всех формах, (25 ± 0.2) % мас. карбамида, вода – остальное. Дополнительно вводили 22 г воды и 0,1 г модификатора. Содержимое нагревали до 40 о С и загружали первую порцию карбамида до достижения мольного соотношения карбамид: формальдегид, равного 1: 2.
Конденсационный раствор при интенсивном перемешивании нагревали до 90 о С и выдерживали 10 мин. По завершении щелочной стадии конденсации температуру реакционной смеси снижали до 80 о С и в смесь вводили 10%-ный водный раствор хлористого аммония (кислый агент) для снижения рН до 5,2 ± 0,2. Конец кислой стадии поликонденсации определяли по технологической пробе: в химический стакан с 50 мл воды, охлаждённой до 12…14 о С, прибавляли 3 мл реакционной смеси. Конденсацию прекращали после появления устойчивой мути, которой соответствует условная вязкость
30…35 с, полученная на вискозиметре ВЗ-4 с соплом 4 мм при 20 о С. Благодаря использованию добавки модификатора время кислой стадии поликонденсации увеличивается до 15…50 мин., что позволяет избежать преждевременного перехода раствора смолы в твёрдое состояние до окончания её синтеза.
Исследование свойств синтетических олиф с добавкой аминного модификатора АМ-1 осуществляли по методикам, приведённым в ГОСТ 32389–2013. Олифы. Общие технические условия.
Эффективность разработанных поглотителей сероводорода определяли хроматографическим методом по ГОСТ 50802–95 на хроматографе «Кристалл-5000.2», с пламенно-фотохимическим детектором.
В качестве объекта исследования была выбрана безводная высокосернистая нефть плотностью 0,865 г/см 3 . До введения нейтрализатора содержание сероводорода в ней составляло 160 ppm. Эксперимент состоял из обширной серии опытов с пробами нефти, в которую вводили разное количество нейтрализатора. Каждую пробу перемешивали в реакционной герметичной колбе с мешалкой в течение 3 ч при комнатной температуре (25±2 о С) и в углеводородной фазе определяли содержание сероводорода. Погрешность измерений не превышала ±3%.
Результаты исследования
Среди изученных соединений в качестве модификаторов синтеза карбамидоформальдегидных смол наилучшие результаты удалось достичь при использовании тетрабората натрия и аминного модификатора марки АМ-1, вырабатываемого по ТУ 2423-017-00206492–2002.
Характеристика аминного модификатора марки АМ-1
| Внешний вид | Однородная вязкая жидкость от коричневого до темного цвета |
| Растворимость в воде | В любом соотношении |
| Доля МЭА и продуктов его превращения, мас. %, не менее | 80 |
| Содержание воды, мас. %, не более | 20 |
| рН, не менее | 12 |
| Гарантийный срок хранения, месяцев, не менее | 6 |
Экспериментально установлено, что входящие в его состав химические продукты способны реагировать с метилольными группами с образованием метиленэфирных звеньев.
Добавка модификаторов в количестве 0,05–0,15 мас. % в расчете на 100 мас. % КФК-85 на щелочной стадии получения карбамидоформальдегидной смолы позволила свести к минимуму вероятность неконтролируемого перехода карбамидоформальдегидного олигомера в твердое состояние.
При детальном изучении данного процесса было установлено, что роль тетрабората натрия и других соединений сводится не только к стабилизации кислотно-основного равновесия в реакционной смеси. Согласно полученным экспериментальным данным, при отсутствии модификатора зависимость вязкости конденсационного раствора от продолжительности кислой стадии носит экспоненциальный характер. При этом кинетическую кривую можно условно разбить на два участка. Первый участок соответствует стадии формирования молекулярных структур определенной длины и разветвленности с высокой функциональностью по метилольным группам. Вследствие этого карбамидоформальдегидные олигомеры обладают достаточной растворимостью в воде [18–20].Второй участок кривой (стадия кислотной поликонденсации) описывает этап гелеобразования и сшивку гелевых структур в пространственно-развитую полимерную сетку. При этом наблюдается резкое уменьшение функциональности композиции по метилольным группам с потерей ее растворимости в воде.
При осуществлении процесса в присутствии буферной добавки зависимость вязкости конденсационного раствора от длительности кислой стадии существенно меняется. Наряду с увеличением продолжительности кислой стадии поликонденсации удается существенно повысить вязкость композиции, а также избежать преждевременного образования широко разветвленных нерастворимых структур (см. рисунок, табл. 1).
Другим интересным направлением утилизации отработанного моноэтаноламина является изготовление лакокрасочных материалов, в частности синтетических олиф. В указанном случае он выступает в качестве модификатора и вводится в реакционную смесь в определённом количестве на завершающей стадии процесса [21].
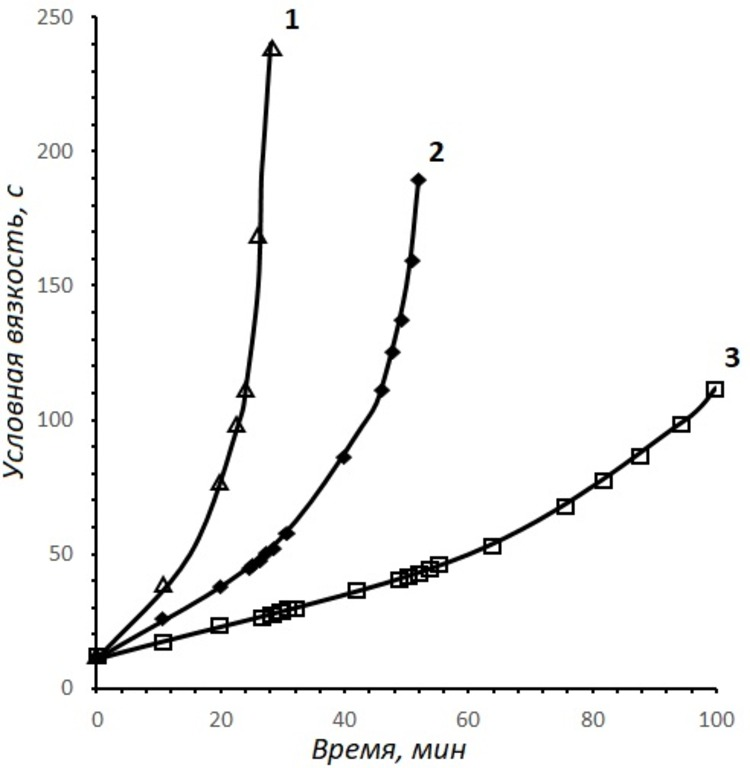 Влияние дозировки тетрабората натрия и длительности кислой стадии конденсации карбамида с формальде-гидом на условную вязкость по ВЗ-4 карбамидоформальдегидного олигомера:1 – без буфера; 2 – 0,05 % мас. буры; 3 – 0.01 % мас. буры
Влияние дозировки тетрабората натрия и длительности кислой стадии конденсации карбамида с формальде-гидом на условную вязкость по ВЗ-4 карбамидоформальдегидного олигомера:1 – без буфера; 2 – 0,05 % мас. буры; 3 – 0.01 % мас. буры
Таблица 1
Влияние количества добавленного модификатора аминного марки АМ-1 на продолжительность кислой стадии поликонденсации при синтезе клеевой карбамидоформальдегидной смолы
| Количество АМ-1, введённого в карбамидоформальдегидный концентрат, мас. ч. | 0.05 | 0.07 | 0,10 | 0.15 | 0.20 |
| Время кислой стадии поликонденсации, мин. | 10 | 15 | 25 | 38 | 45 |
Полученные при этом результаты иллюстрируются данными, приведенными в табл. 2.
Таблица 2
Влияние вводимого АМ-1 на свойства получаемых олиф
| Наименование показателя | Значение показателя по примерам | ||||
| 1 | Контрольный | 3 | 4 | Контрольный | |
| Олифа | Натуральная | Синтетическая | |||
| Количество модификатора, мас. %, на 100 мас. % олифы | 5 | – | 4,5 | 6.5 | – |
| Цвет по иодометрической шкале, мг J2/100 см 3 | Менее 500 | Более 800 | |||
| Условная вязкость по вискозиметру типа ВЗ-246 с диаметром сопла 4 мм при температуре (20 ± 0.5) ° С, с | 20 | 16 | 24,5 | 26 | 19,2 |
| Кислотное число, мг КОН | 8 | 8 | 8,2 | 8,2 | 8,1 |
| Содержание нелетучих, мас. % | 56,2 | 57,0 | 56,1 | 56,0 | 56,0 |
| Отстой по объему, мас. %, | 1 | ||||
| Прозрачность | Полная | ||||
| Время высыхания до степени 3 при температуре (20± 2) ° С, ч, не более | 24 | 24 | 36 | 32 | 48 |
Как видно, частичная замена дорогостоящих реагентов аминным модификатором АМ-1 при изготовлении синтетической и натуральной олиф позволяет сохранить на высоком уровне комплекс их рабочих свойств.
Важным направлением применения отработанных этаноламинов может стать подготовка нефти перед её отправкой на нефтеперерабатывающий завод. Для эффективного управления содержанием H2S в углеводородах и в продуктах их переработки в нашей стране и за рубежом используются поглотители сероводорода (ПСВ) [21]. Нами предпринята попытка разработать эффективный ПСВ, используя отработанный абсорбент на основе метилдиэтаноламина (МДЭА) с отделения абсорбционной очистки диоксида углерода [22]. Суммарное содержание МДЭА и смолистых соединений в нём находится в диапазоне 30–35 %.
Для усиления синергического эффекта в состав композиции включен N-метилпирролидон (N-МП) в концентрации не более 10% мас. (табл. 3).
Таблица 3
Состав исследованных поглотителей сероводорода
| Композиция | Концентрация ингредиентов, % мас. | Плотность, г/см 3 | рН | Температура застывания, о С, не выше | ||||
| МДЭА | КФК-85 | этанол | N-МП | вода | ||||
| Дельта НС-1 | 37,0 | – | – | – | 63,0 | 1,088 | 8,7 | –20 |
| Дельта НС-4 | 22,2 | 40.0 | – | 10 | 27.8 | 1,166 | 8,5 | –25 |
| Дельта НС-5 | – | 40,0 | 60,0 | – | – | 0,975 | 7,7 | –35 |
Исследования показали, что для указанной нефти с содержанием в ней сероводорода 160 ppm расход наиболее эффективного Дельта НС-4, необходимый для достижения в ней концентрации Н2S в 20 ppm, составляет 1,29 кг/т очищаемой нефти.
Поскольку нефти отличаются по содержанию сероводорода, и такой показатель не является универсальным, расход ПСВ необходимо относить не к количеству нефти, а к количеству растворённого в ней сероводорода. В этом случае он составит 9,3 г/г (грамм ПСВ на грамм сероводорода) для достижения его содержания в 20 ppm. В случае полной нейтрализации это количество должно быть увеличено на 0,1 г «Дельта НС- 4».
Основные результаты и выводы
В результате проведённого исследования разработаны эффективные способы переработки токсичных отходов этаноламинов производства аммиака и сведено к минимуму их негативное воздействие на окружающую среду:
Создан аминный модификатор карбамидоформальдегидных смол марки АМ-1, позволяющий на стадии их синтеза регулировать реакционную способность и предотвратить преждевременное отверждение.
Показана возможность использования отработанного МЭА при получении олиф, что обеспечивает замену дорогостоящих плёнкообразующих и снижает тем самым себестоимость готового продукта.
Предложена высокоэффективная композиция на основе отхода метилдиэтаноламина для очистки нефти от сероводорода.
Источник



