
Обжиг цементного клинкера по мокрому способу
Сырьевой шлам с КН = 0,9-0,93, п = 2,0-2,4 и р = 1,0-1,2 подается в шламовый питатель 1 (рис. 3.12) вращающейся печи. Питание печи осуществляется бесприводным объемным шлампитателем с непрерывным истечением струи. Подача шлама регулируется при помощи щелевых затворов.
Для обжига шлама по мокрому способу наиболее распространенными типоразмерами вращающейся печи являются 4´150 м, 5´150 м, 4/4,5´175 м, 5´185 м. Длина печи зависит от многих факторов, и прежде всего от влажности сырьевого шлама: чем она больше, тем длинее должна быть вращающаяся печь.
Вращающаяся печь 2 представляет собой сварной стальной барабан с толщиной стенки 20-35 мм, установленный на шести опорах 3 под углом 3,5-4,0° к горизонту. Производительность по клинкеру печи 4´150 м – 34 т/ч, а печи 5´150 — 50 т/ч. Вращение печи осуществляется с помощью привода, состоящего из электродвигателя 4 мощностью 250 кВт, редуктора 5, подвенцовой 6 и венцовой шестерней 7.
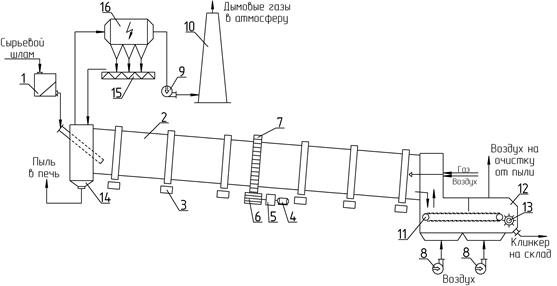
Рис. 3.12. Технологическая схема цеха обжига цементного клинкера
(спецификация по тексту)
Для предотвращения влияния на корпус вращающейся печи высоких температур, истирающего воздействия продвигающегося при этих температурах материала, агрессивных газов и уменьшения потерь теплоты в окружающую среду предусмотрена защита корпуса огнеупором. Низкотемпературные зоны печи зафутерованы клинкеробетоном, представляющим собой разновидность жаростойкого бетона и состоящим из портландцементного раствора и клинкера в качестве крупного заполнителя. Кроме низкой стоимости, такой огнеупорный материал выгодно отличается от штучного огнеупора по следующим показателям: отсутствие швов — самых уязвимых мест в футеровке, более короткие сроки бетонирования, меньшие трудозатраты. Зона декарбонизации и охлаждения обычно футеруется шамотным кирпичом, а самые высокотемпературные — экзотермических реакций и спекания — периклазохромитовым или хромитопериклазовым кирпичом.
Сырьевой шлам поступает в печь со стороны ее холодного конца, а со стороны выгрузочной части установлено горелочное устройство, через которое подается для сжигания газообразное топливо и воздух для горения топлива, поступающий из клинкерного холодильника с помощью дутьевых вентиляторов 8. Давление газа на горелочное устройство поддерживается в пределах 120-130 кПа.
Необходимая скорость газового потока в печи, кроме дутьевых вентиляторов холодильника, создается также за счет дымососа 9, установленного между печью 2 и дымовой трубой 10, обеспечивающей разряжение от 8 до 10 кПа. Влияние на скорость газового потока и разряжение в головке печи оказывает и дымосос холодильника, отбирающий из последнего избыток воздуха.
Во вращающейся печи по длине различают 6 зон: испарения, подогрева, декарбонизации, экзотермических реакций, спекания и охлаждения.
Сырьевой шлам, поступивший в первую зону печи, вследствие наклонного ее положения и вращения с числом оборотов на полном ходу 1,52 об/мин постепенно перемещается к выгрузочной части, подвергаясь воздействию высокой температуры отходящих дымовых газов. Для более эффективной теплопередачи в этой зоне предусмотрены встроенные теплообменные устройства в виде цепной комбинированной гирляндно-винтовой завесы длиной 30-32 м и шарнирно-винтового шестисекционного теплообменника. Цепная завеса может быть выполнена и со свободно висящими концами и цепными периферийными ковриками. В этом случае длина цепной зоны составляет 24-27 м, а коврика 25-26 м. Схема навешивания цепей и плотность цепной завесы оказывают влияние не только на аэродинамическое сопротивление для дымовых газов, но и на скорость продвижения обжигаемого материала. Цепная завеса в печи в известной мере играет роль пылеулавливающего устройства, уменьшая запыленность отходящих газов.
Шлам, проходя через теплообменные устройства, нагревается до 100°С. При этом происходит испарение влаги и комкование материала. Длина цепной зоны должна быть такой, чтобы на выходе из нее материал имел влажность в пределах 13-17%, поскольку в этом случае он будет способен гранулироваться, что очень важно для последующего обжига с точки зрения теплообмена и пылеуноса. В случае короткой цепной зоны материал выйдет из нее с завышенной влажностью, что потребует излишнего расхода теплоты из-за малой поверхности теплообмена.
При слишком большой длине цепной зоны материал будет высушиваться до указанной влажности и гранулироваться преждевременно и поэтому разрушаться цепями. Таким образом, зона испарения вращающейся печи по существу работает как барабанная сушилка, которая, как известно, характеризуется низким влагосъемом с печного объема.
По мере дальнейшего продвижения по печи материал поступает в зону подогрева, где он подогревается до 850-900°С. В этой зоне происходит удаление остатков механической влаги и закатывание материала в гранулы. Кроме этих чисто физических процессов, в сырьевой смеси происходит выгорание органических включений, дегидратация глинистых минералов, вследствие чего понижаются пластические свойства материала. Таким образом, вещественный состав обжигаемого материала на выходе из второй зоны печи включает СаСО3, Fe2O3, Al2O3 · 2 SiO2, Al2O3 · 4SiO2, MgCO3.
В зоне декарбонизации, как это следует из ее названия происходит в основном термическое разложение карбонатов кальция и магния, завершение процесса обезвоживания глинистых минералов (удаление цеолитной воды). Эта зона наиболее напряженная в тепловом отношении часть печи с максимальным потреблением тепла. Подводимое тепло расходуется в основном на протекание эндотермических реакций, а не на нагрев материала. В конце этой зоны температура достигает примерно 1100°С.
В зоне экзотермических реакций происходит взаимодействие высокоактивного СаО с SiO2 метакаолинита с образованием силикатов состава вначале CS, а затем C2S. Одновременно образуются соединения состава СА и СF. Вследствие экзотермичности этих реакций температура в зоне резко увеличивается до 1300°С. На границе между зоной декарбонизации и зоной экзотермических реакций наблюдается световой контраст, условно разделяющий материал на темный и светлый. Образовавшиеся низкоосновные соединения по мере продвижения по печи вследствие насыщения их известью превращаются в С3А, С4AF и C2S. Кроме них в составе материала на выходе из зоны будет присутствовать свободный СаО, а также небольшое количество С3S, образовавшееся вследствие твердофазового взаимодействия С2S с СаО.
Вышеперечисленные зоны печи являются, условно говоря, подготовительными для самого главного участка — зоны спекания, в которую материал поступает из зоны экзотермических реакций. Эта зона расположена в непосредственной близости к месту горения топлива (факелу). Граница этой зоны определяется появлением эвтектического или клинкерного расплава. В расплав переходят клинкерные минералы С3А, С4AF полностью и частично С2S и СаО. Алитообразование в этой зоне длится примерно 15-25 мин. На выходе из зоны спекания, температура в которой поднимается сначала с 1300°С до 1450°С, а затем снижается опять до 1300°С, материал (клинкер) должен иметь заданный минералогический состав и содержать алит, белит, трехкальциевый алюминат, браунмиллерит и второстепенные клинкерные фазы.
Из зоны спекания клинкер поступает в зону охлаждения, являющуюся самой короткой в печи (4-6 м), пройдя которую он с температурой примерно 1250°С ссыпается на решетку 11 колосникового холодильника КС-50 12. Нагретый за счет охлаждения клинкера воздух до 500-650°С поступает в печь в качестве вторичного воздуха на горение топлива.
Установленная в разгрузочной части колосникового холодильника 12 молотковая дробилка 13 производит предварительное измельчение крупных кусков обмазки и гранул клинкера размером 30-50 мм, отбрасывая при этом раздробленные куски назад в холодильник. Охлажденный и частично измельченный клинкер через разгрузочную решетку поступает на ковшовый транспортер, посредством которого он передается на клинкерный склад на доохлаждение. Туда же поступает клинкерная пыль, уловленная рукавными фильтрами в местах пересыпки клинкера и электрофильтрами 16 при очистке избытка воздуха, выбрасываемого в атмосферу.
Уловленная в пылеосадительной камере 14 и электрофильтре 16 пыль через ячейковые (шлюзовые) питатели по системе шнековых транспортеров 15 подается в бункер пневмовинтового насоса, который направляет ее во вращающуюся печь либо перед цепной завесой, либо за нее.
Вращающаяся печь работает под значительным разрежением, поэтому весь газовый тракт должен быть герметичным с целью уменьшения подсосов холодного воздуха и тем самым обеспечивать экономию топлива.
Источник
Мокрый способ обжига цементного клинкера
ОП ИСАЙ н>772995
К АВТОРСКОМУ СВ. 4ДЕТЕЛЬСТВУ (61) Дополнительное к авт. саид-ву (я)М К„,З
С 04 В 7/44 (22) Заявлено 200479 (21) 2756233/29-33. с присоединением заявки ¹ (23) Приоритет
СССР по делам изобретений и открытий
Опубликовано 23,1080. Бюллетень № 39
Дата опубликования описания 25 1080 (5Ç) УДК 666. 972 (088.8) (72) Авторы изобретения
В. М. Белогуров, И. В. Моисеев, A М. Дмитриев, В. A. Кулабухов и A. В. Бессмертных
Щуровский ордена Трудового Красного Знамени цементный завод и Государственный всесоюзный научно-исследовательский институт цементной прсмьхаленности «НИИЦемент» (71 ) 3a яв мт ел и (54 ) МОКРЫЙ СПОСОБ ОБЖИГА ЦЕМЕНТНОГО КЛИНКЕРА
Изобретение относится к способам обжига клинкера преимущественно белого цемента в коротких вращающихся печах мокрого способа производства, но может быть использовано и в про- 5 иэводстве портландцементного клинкера.
Известен способ обжига цементного клинкера во вращающихся печах мокрого способа, включающий сушку, подогрев, 10 декарбониэацию и спекание сырьевой смеси 11).
Недостатком этого способа является то, что в коротких вращающихся печах мокрого способа (особенно печах 15 для обжига клинкера белого цемента) удельный расход тепла достигает 20003000 ккал/кг клинкера. Такой высокий расход тепла объясняется большими потерями его в окружакщую среду с 20 отходящими газами, клинкером, излучением корпуса печи и с пылью уноса . унос материала велик из-за недостаточной фильтрующеи способности коротких цепных завес в печи и высокой 25 скорости печных газов. Температура отходящих газов в коротких вращающихся печах колеблется от 320 до 500 С в зависимости от длины печи и цепной завесы, влажности шлама и организа- 3р
2 ции сжигания топлива. Производительность коротких вращающихся печей низка.
Наиболее близким по технической сущности и достигаемому эффекту к предложенному является спссоб Обжига цементного клинкера во вращающихся печах мокрого способа, включающий сушку и подогрев сырьевой смеси, отбор сухого материала через отверстия в боковой поверхности печи, подогрев и декарбонизацию отобранного материала вне печи в выносных подогревателе и декарбонизаторе при дополнительном сжигании в них топлива с последующим вводом декарбонизированного материала в печь на спекание (2$.
Несмотря на эффективность известного способа, практическая реализация
его трудноосуществима, что связано с вводом декарбониэированного материала с температурой 950-1250 С из стационарного кальцинатора во вращающуюся печь через люки в боковой поверхности печи.
Он характеризуется ограничением проиэводительности печи из-за высоKvõ скоростей печных газов, к которым добавляются отходящие газы кальцинатора из-за большого выноса материа772995 загрузочную часть вращающейся печи, оснащенной цепной завесой повышенной длины, обеспечивающей полное высушивание шлама, который подают в количестве, на 5-35% превышающем количество материала, проходящего через эоны подогрева и декарбониэации.
Повышенная длина цепной завесы и повышенное количество материала, подаваемого в печь, резко снижают температуру отходящих газов, которая при этом в коротких печах может быть на уровне 180-280 С. Объем газов уменьшается, что приводит к снижению скорости последних и снижению пылевыноса материала. Температура уносимого материала также снижается., что приводит к снижению теплопотерь. Повышенная длина цепной завесы обеспечивает лучшую фильтрацию печных газов, из-за чего пылевынос иэ печи снижается. ла иэ печи; высоким расходом топлива из-за потерь тепла с отходящими газами, температура которых не снижается из-за установки такого типа кальцинатора, а также из-за значительного увеличения объема газов, подаваемых догэлнительно иэ кальцинатора, и значительных подсосов окружающего воздуха через четыре кольцевых уплотнения в области разгрузочных и загрузочных окон .вращающейся печи. Кроме того, расход топлива увеличивается из-за потерь с уносом большого количества материала, имеющего температуру отходящих газов. Футеровка в зоне спекания и кальцинирования недолговечна иэ-эа неоправданно высо- 15 ких температур в этих зонах и цепные завесы в зоне сушки и теплообменников в зоне подогрева также .недолговечны из-за высоких температур газов на входе в эти зоны и ограничения коли- 2О чества обрабатываемого материала, проходящего через зоны, лимитируемого тепловой мощностью зоны спекания.
Полученный клинкер имеет невысокое качество из-эа ограничения работы печи на шламах с высоким коэффициентом насыщения, от которого в ,большой сепени зависит качество.
Время пребывания материала в известном кальцинаторе, невелико, частицы сухого материала, выгружаемые.из печи в декарбонизатор, на половину своего количества имеют крупные размеры и, следовательно, должны обрабатываться длительное время. Поэтому степень декарбониэации материала,,характеризующая КПП кальцинатора, низка, что ограничивает воэможность обработки «жесткого» сырья (т. е. сырья с высоким коэффициентом насы- фо щения Цель изобретения — снижение удельного. расхода топлива, повышение производительности печи.
Поставленная цель достигается тем, что мокрый способ обжига цементного клинкера во вращающейся печи, включающий сушку цементного сырьевого шлама, отбор высушенного шлама из печи с последующим вводом декарбонизированного продукта в печь на..
50 спекание, цредусматривает отбор высушенногошлама фракций 0,05-5 мм в количестве 5-35% от веса высушенного шлама, а ввод декарбониэированного продукта с температурой 650- 55
950О С осуществляют через горячий конец печи путем вдувания сжатым воздухом.
При осуществлении способа получения клинкера, например клинкера белого. Я) цемента, готовят сырьевой шлам с повышенным (по сравнению с традиционным обжигом в известных печах) коэффициентом насыщения (KH=O 91
0,95). Подготовленный шлам подают в
За цепной завесой высушенный материал в количестве 5-35% от всего сухого материала, подготовленного в печи, с температурой 110130 С выгружается через отверстия в боковой поверхности обечайки печи.
В отверстия для разгрузки части материала установлены специальные устройства, дбеспечивающие выделение из всей массы сухого материала фракций с диаметром от 0,05 до 5 мм в необходимом количестве. Фракции до
0,05 мм потоком воздуха, неизбежно проникающим через уплотнения, установленные на печи в месте.разгрузки, возвращаются в печь, где улавливаются цепной завесой, укрупняются и снова подаются в область разгрузочных отверстий. Фракции от 0,05 до 5 юю, выделенные из печи, пневмовинтовым насосом направляются в сборный бункер, а из него через весовой дозатор подаются в дисперсный подогреватель, установленный в непосредственной близости от горячего конца печи(у головки печи). В подогреватель подают отходящие газы иэ форкальцинатора, установленного под подогревателем, причем разгрузочная течка форкальцинатора направлена в головку печи. Отходящие газы форкальцинатора подогревают материал до 600800 С(в зависимости от времени пребывания материала в подогревателе, дисперсности материала и температуры отходящих из кальцинатора газов ), Затем подогретый и частично декарбонизированный материал попадает в камеру форкальцинатора для обраббтки полидисперсного материала. Выбранный диапазон дисперсности материала обеспечивает работу такого форкальцинатора. Степень декарбониэации в таком форкальцинаторе равна 85-90%.
В горелочные устройства форкальцинатора подают газообразное топливо в количестве, необходимом для декарбо772995
Тираж 671 Подписное
ВНИИПИ . Заказ 7420/27
Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4 ниэации части материала, выделенного из печи за цепной завесой. Сжатый воздух для сжигания топлива с температурой 200-3504С, подаваемый на сжигание топлива, нагревают теплом газов, отходящих из дисперсного теплообмен-. ника. Нагрев воздуха проводят при рекуперативном теплообмене между отходящими газами и воздухом через стенки воздушных труб, размещенных в гаэоотходах теплообменника. Декар. бониэированный материал с температурой 850-1200 С подают по течке в головку печи, в которой расположено устройство для подачи вздувания) материала в объем печи. К этому устройству подводят, сжатый воздух, подо- 15
Гретый, например в радиационном рекуператоре, установленном в головке печи, за счет теплового излучения факела и футеровки печи в зоне спекания. Температура подогретого воз- . щ духа может быть на уровне 300-5004С.
Воздух с такой температурой и давлением 1,5-2 ати вдувает материал в печь. В результате контакта с менее нагретым воздухом температура декарбониэированного материала несколько падает, достигая 650-9501.
Скорость истечения смеси воздуха и материала расчитывают таким образом, чтобы материал осадился в печи эа зоной спекания в зоне экзотермических ЗО реакций или зойе декарбонизации (на конечной стадии диффузионной области декарбониэации). Практически полностью декарбонизированный материал, попав в зону факела, окончатель-3S но декарбонизируется, а мелкодисперсные фракции спекаются при полете в объеме факела. Самые крупные фракции (небольшое количество)окончательно декарбониэируются в слое, перемещае- ф) мом по футеровке в печи.
Декарбонизированный материал проходит в зонУ спекания, где спекается до клинкера, а последний погружается в отбеливатель. Процесс частичной (на 10-15В), окончательной декарбониэации и подогрева материала от
650-950 до 1400-1500 С несколько (на 50-704С) снижает температуру основного факела печи, однако вследствие эффективной тепловой подготовки всей массы материала такое снижение температуры не влияет на качество клинкера. В то же время снижение температуры в зоне спекания и последующих высокотемпературных зонах 55 обеспечивает повышение долговечности футеровки и встроенных теплообменных устройств, а также снижение теплопотерь корпусом печи. Снижение температуры печных газов приводит к снижению их скорости, а значит и к сниже- . нию пыпевыноса. Отходящие газы из выносного теплообменника с температурой 180-2004С выбрасываются через фильтр в атмосферу, т. е. не подаются в печь и не увеличивают объем печных газов.
Интенсификация процесса сушки материала в цепной завесе декарбониэации и спекания части материала во взвешенном состоянии в выносном кальцинаторе и факеле печи, улучшение грансостава материала, обрабатываемого в слое, обеспечивают повышение производительности печи на 10-40% и снижение расхода топлива на 5-20%.
Долговечность футеровки в зоне спекания, как показал опыт эксплуатации печей, увеличивается вдвое.
Долговечность цепных завес увеличивается в 1,3-1,6 раза. Качество клинкера, например белого цемента, благодаря лучшей подготовке материала с повышенным. коэффициентом насыще-ния может быть повышено на марку.
Внедрение способа на 4-х печах по производству клинкера белого цемента размером 3,0хб2 и 3,0х91 м дает экономический эффект около 700900 тыс. руб. в год. Способ может быть осуществлен без значительной реконструкции вращающихся печей.
Мокрый способ обжига цементного клинкера во вращающейся печи, включающий сушку цементного сырьевого шлама, отбор высушенного шлама из печи и декарбонизацию его вне печи с последующим вводом декарбонизирован-ного продукта в печь на спекание, отличающийся тем, что, с целью снижения удельного расхода топлива, повышения производительности печи, отбирают высушенный шлам фракций 0,05-5 мм в количестве 5-35% от веса высушенного шлама, а ввод декарбонизированного продукта с температурой 650-9504С осуществляют че рез горячий конец печи путем его вдувания сжатым воздухом.
Источники информации, принятые so внимание при экспертйзе
1. Ходырев Е. И. Печи цементной промышленности. Л., Стройиздат, 1968, с. 21.
Источник



