
- Оборудование для восстановления грузовых шин
- Свой бизнес: восстановление шин холодным способом. Технология и оборудование для восстановления шин, расчет затрат и список необходимых документов для старта
- С чего начать?
- Оборудование для восстановления шин
- Расчёт основных затрат
- Сколько можно заработать?
- Восстановление покрышек: технология
- Собираем необходимые документы
- Немного полезной информации
- Заключение
- Оборудование для восстановления шин
- Оборудование для восстановления шин
- Восстановление шин
- Оборудование для наварки шин и восстановления покрышек
- Несколько мифов и фактов о «наварных шинах»
- Оборудование для восстановления грузовых шин
- Ремонт сельскохозяйственных и спецшин
- Бизнес на восстановлении покрышек холодным способом
- Технология восстановления блока цилиндров.
- Оборудование для холодного восстановления шин
Оборудование для восстановления грузовых шин
— учитывая реальную требуемую производительность
— возможность восстановления шин типа Super Single (385/65 R22.5)
— принцип работы: конверты (энвелопы) или диски (rims)
— категории основных потребителей продукции
и прочие факторы.
Минимальный или базовый состав линии включает в себя следующие единицы оборудования:
-Автоклав (вулканизационная камера) — вместимостью от 4 до 24 шин, диаметр шин до 22,5″ или КГШ, работа по европейской системе «конверт+конверт»
-Шероховальный станок с возможностью обработки шин типа Super Single (385/65 R22.5).
-Станок нанесения ленты
-Станок для одевания наружных конвертов
-Станок для внутренних конвертов
-Емкость для подготовки клея
-Коллектор для сбора крошки
Опционально линию можно укомплектовать столом для подготовки ленты — с резаком и пресс-роликами, борторасширителем с пневмо- и электроприводом и подсветкой, стендом финальных испытаний шин на прочность и другим оборудованием по индивидуальным проектам Заказчика. Кроме того, на таком оборудовании с небольшими доработками можно производить восстановление цельнолитых и пневматических шин для погрузчиков.
Мы сознательно не навязываем вспомогательный и ручной инструмент, некоторое несложное оборудование, которое можно свободно приобрести в России. Однако, по желанию Заказчика, осуществляется реализация проекта под ключ, включая подготовку чертежей и соответствующей конвейерной системы обслуживания производства.
Итак, Вам интересно, Вы хотите начать новый вид деятельности — тогда нужно определиться с ответами на следующие вопросы:
— в каких размерах будут нуждаться Ваши Заказчики (диапазон размеров)
— какая должна быть производительность за цикл/смену
— какие есть особенности перевозок в Вашем регионе
— обобщить эту информацию и направить к нам запрос по почте: info@rk-reifen.ru или просто позвонить по телефону: +7 (495) 120-44-64
Мы готовы предложить Вам как новое оборудование, производства Китай, так и б/у варианты, с возможной гарантией. Стоимость — от 2,5 млн. рублей.
В дополнение, рекомендуем почитать разделы нашей Базы Знаний и ознакомиться с предлагаемыми нами расходными материалами.
Источник
Свой бизнес: восстановление шин холодным способом. Технология и оборудование для восстановления шин, расчет затрат и список необходимых документов для старта
Чуть ли не каждый уважающий себя и свой труд предприниматель, владеющий автотранспортным предприятием, знает, что покупать новую резину для такого транспорта, как тягачи-прицепы, грузовые авто и т. п., достаточно дорого. Давайте же рассмотрим, что такое восстановление шин, и как создать свой небольшой бизнес в данном направлении.

С чего начать?
Безусловно, все этапы бизнеса крайне важны, однако именно успешностью старта определяется многое. Так как восстановление автомобильных шин – это бизнес, который работает даже в условиях кризисной ситуации, то он крайне перспективен и заманчив. Начинать нужно с грамотно продуманного бизнес-плана. В него должны входить:
- расчёт затрат;
- анализ рынка конкурентов;
- место создания сервиса;
- получение пакета документов;
- покупка оборудования;
- аренда помещения (с возможным дальнейшим приобретением) и т. п.
Стоит обратить внимание, что именно профессионалы должны составлять бизнес-план, так как это позволит избежать грубых ошибок и просчётов. Но если у вас есть хоть какой-то опыт, то можно попробовать сделать его самому. Так как восстановление шин холодным способом позволяет отреставрировать резину таким образом, что её пробег будет равен 90% от точной такой же, только новой покрышки. В то же время стоимость наплавки составляет всего 65% от первоначальной цены на новую резину.
Оборудование для восстановления шин
Итак, список необходимых агрегатов, которые участвуют в технологическом процессе, относительно невелик. Тем не менее дешёвыми эти установки назвать нельзя. Первое, что нужно купить — это станок для надевания конверта. Его назначение — фиксация протектора на время вулканизации, после чего вакуумный конверт снимается.
Не обойтись и без станка, позволяющего нанести протекторную ленту. Это же касается и устройства, которое монтирует/демонтирует кольца и ободья. Также жизненно важным является автоклав. Это устройство для вулканизации, позволяющее регулировать температуру, давление и влажность.
Но это еще далеко не весь список. Если мы хотим, чтобы наше предприятие успешно функционировало и, что самое главное, приносило прибыль, то необходимо обзавестись и специальными емкостями, где будет храниться жидкая резина. Нелишним будет и фиксатор покрышек, который позволит выполнять работы в комфортных условиях.
Потом можно приобрести ультразвуковой пистолет, он позволяет сделать процесс более качественным, так как без проблем обнаруживает все повреждения. Всё это — необходимое оборудование для восстановления шин, которое способно сделать ваш бизнес прибыльным.
Расчёт основных затрат

Итак, что касается того, сколько мы потратим при старте и получим после него, то сказать однозначно невозможно.
Рекомендуется открывать предприятие в городе, где количество жителей свыше 50000 человек.
Хотя это вовсе не обязательно, желательно наличие грузовых автомобилей. Например, возле различных заводов, цехов или шахт.
А сейчас немного о том, во сколько обойдётся нам оборудование, позволяющее выполнять высококачественное эффективное восстановление шин.
Все вышеописанные агрегаты, если они новые, обойдутся примерно в 40000-45000 долларов. Сумма приличная, но не обязательно покупать все и сразу. Для начала можно ограничиться самым необходимым или приобрести б/у станки.
Не стоит забывать, что, помимо этого, нам нужно получить документы, что тоже не бесплатно, в среднем это стоит порядка 500-1000 долларов, но всё зависит от того, насколько быстро вы хотите их оформить. Чтобы ускорить процесс, имеет смысл пойти к юристам. Еще нам нужны деньги на аренду здания, где будет рабочее помещение и, возможно, офис, если таковой необходим.
Сколько можно заработать?
Как было сказано выше, восстановление покрышек холодным способом — дело прибыльное в любое время года и практически не зависит от состояния экономики страны. Но прибыль может быть как довольно большой, так и нет. Если вы вкладываете порядка 50000 долларов, то в лучшем случае эта сумма окупится через 3-4 месяца, а в худшем — через полгода.
Многое зависит от того, как вы себя зарекомендуете. Поэтому на первых порах нежелательно брать много заказов. Лучше сделать мало, но качественно и заполучить важных постоянных клиентов. Поскольку восстановление шин данным способом имеет массу преимуществ, да и оборудование не такое дорогостоящее, то от одной отремонтированной покрышки вы будете получать примерно 20% чистой прибыли. Поэтому если она стоит 2000 рублей, то вы получаете 400 рублей, остальное уходит на оплату работы, материалов и т. д.
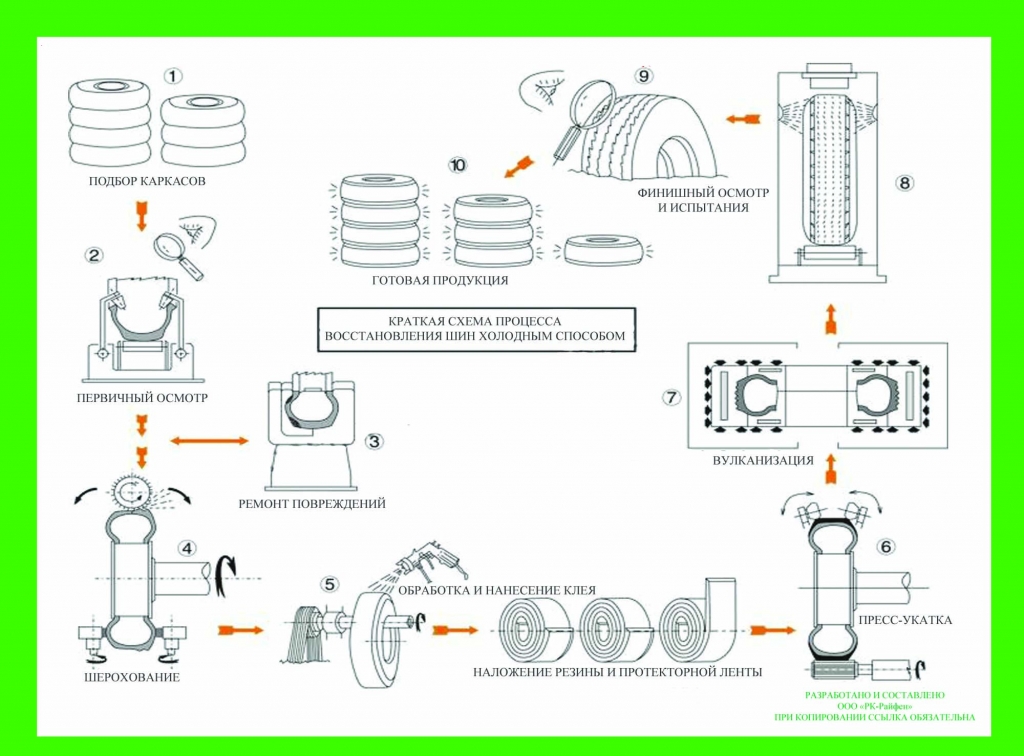
Восстановление покрышек: технология
Наша основная цель – это полный ремонт протектора и боковой части. Первым делом нужно выполнить проверку резины при помощи ультразвука, что позволит обнаружить скрытые повреждения. Далее на специальном стенде покрышка проходит проверку на наличие в её каркасе невосстанавливаемых участков, которые в дальнейшем обрабатываются на пневматическом инструменте.
Следующий, он же наиболее ответственный этап – шерохование. Основная задача – это придание покрышке правильной формы, что достигается путём удаления старого каркаса. Далее резина отправляется на вулканизатор. После этого процесс восстановления окончен, и мы справились с поставленной задачей.
Как вы видите, технология относительно простая. Более того, основное преимущество перед горячим восстановлением заключается в том, что мы можем ремонтировать как грузовые покрышки, так и легковые, а это более выгодно с экономической точки зрения.
Собираем необходимые документы
В принципе, количество бумаг ограничивается лицензией, документами об утилизации. Также понадобится открыть собственное предприятие. Это может быть ООО, ОАО или ЗАО. Предпочтительнее общество с ограниченной ответственностью, так как пакет документов в этом случае наименьший, а процесс оформления не занимает много времени.
Так или иначе, нужно понимать, что лучше обратиться к специалистам, иначе получить ту же лицензию за месяц-другой будет практически невозможно. Желательно иметь сертификат качества, подтверждающий, что вы и ваши сотрудники — профессионалы, знающие своё дело даже не на 100, а на все 110%.
Безусловно, нужны бумаги, разрешающие производство данной продукции, всё это можно получить в соответствующих органах своего города. Важно официально трудоустроить своих рабочих, оформить трудовые книжки, давать отпуска и т. п.
Немного полезной информации
Так как одну шину можно восстанавливать 2-3 раза, а её пробег составляет порядка 50000-70000 километров, это выгодно в первую очередь автовладельцам.
Нельзя не заметить, что температура вулканизации при холодном восстановлении составляет всего 100-110 градусов по Цельсию, что значительно продлевает срок службы резины, а также улучшает сцепление с асфальтом.
Если сравнивать с горячим методом, то там температура превышает 150 градусов, а это негативно влияет на каркас.
Еще одна отличительная особенность заключается в том, что повторное восстановление шин не сокращает километраж, поэтому ваш клиент отъездит еще столько же, то есть порядка 50000 километров.
Если персонал вашего сервиса будет работать на качество, то по окончании работ отремонтированную покрышку будет практически не отличить от новой, это обязательно заметит ваш клиент, чем останется очень доволен.
Заключение
Теперь вы знаете, сколько вам потребуется денежных средств для успешного старта. Максимум 50000 долларов, минимум 30000. Это с учётом з/п персоналу и мелких расходов, таких как покупка жидкой резины и т. п. Нужно помнить о том, что бизнес должен быть легальным, только так можно заработать хорошие деньги и репутацию.
Безусловно, холодный метод наплавки имеет массу достоинств перед горячим, с чем мы тоже уже ознакомились. Более того, в нашем случае оборудование требуется не такое серьёзное. В результате мы имеем очень прибыльное занятие, которое приносит хорошие деньги.
Источник
Оборудование для восстановления шин
Оборудование для восстановления шин

— учитывая реальную требуемую производительность
— возможность восстановления шин типа Super Single (385/65 R22.5)
— принцип работы: конверты (энвелопы) или диски (rims)
— категории основных потребителей продукции
и прочие факторы.
Восстановление шин
Минимальный или базовый состав линии включает в себя следующие единицы оборудования:
-Автоклав (вулканизационная камера) — вместимостью от 4 до 24 шин, диаметр шин до 22,5″ или КГШ, работа по европейской системе «конверт+конверт»
-Шероховальный станок с возможностью обработки шин типа Super Single (385/65 R22.5).
-Станок нанесения ленты
-Станок для одевания наружных конвертов
-Станок для внутренних конвертов
-Емкость для подготовки клея
-Коллектор для сбора крошки
Опционально линию можно укомплектовать столом для подготовки ленты — с резаком и пресс-роликами, борторасширителем с пневмо- и электроприводом и подсветкой, стендом финальных испытаний шин на прочность и другим оборудованием по индивидуальным проектам Заказчика. Кроме того, на таком оборудовании с небольшими доработками можно производить восстановление цельнолитых и пневматических шин для погрузчиков.
Мы сознательно не навязываем вспомогательный и ручной инструмент, некоторое несложное оборудование, которое можно свободно приобрести в России. Однако, по желанию Заказчика, осуществляется реализация проекта под ключ, включая подготовку чертежей и соответствующей конвейерной системы обслуживания производства.
Итак, Вам интересно, Вы хотите начать новый вид деятельности — тогда нужно определиться с ответами на следующие вопросы:
— в каких размерах будут нуждаться Ваши Заказчики (диапазон размеров)
— какая должна быть производительность за цикл/смену
— какие есть особенности перевозок в Вашем регионе
— обобщить эту информацию и направить к нам запрос по почте: info@rk-reifen.ru или просто позвонить по телефону:(495) 514-3814
Мы готовы предложить Вам как новое оборудование, производства Китай, так и б/у варианты, с возможной гарантией. Стоимость — от 2.3 млн. рублей.
В дополнение, рекомендуем почитать разделы нашей Базы Знаний и ознакомиться с предлагаемыми нами расходными материалами.



Раньше качественные шины можно было купить за достаточно приемлемую цену. Но сейчас ситуация изменилась. Главный экспортер мирового каучука Тайланд собирается создать специальный ценовой коридор, после которого цены явно не будут понижаться. Грузовые покрышки на 40-50% состоят из натурального каучука. Рост цен очень сильно сказывается на автомобильных, логистических организациях, а также малых частных предприятиях, особенно после ужесточения требований к качеству автомобильной резины грузовых автомобилей.
Возможны варианты.
Покупать новые шины для грузовых автомобилей, особенно для огромных парков техники, очень накладно. Колесная шина автомобиля состоит из каркаса и собственно самого резинового покрытия, оболочки, протектора. В нормальных условиях каркас покрышки колеса может эксплуатироваться гораздо дольше, чем сам протектор.
Оборудование для наварки шин и восстановления покрышек
Производитель резиновых шин закладывает ресурс в изделие до одного миллиона километров пробега. А ходит покрышка раза в три меньше, так как не выполняются нормальные условия эксплуатации. Но шинный каркас может эксплуатироваться гораздо дольше, при этом колесо просто выбрасывается.
В наше время высоких технологий переработки вторичного сырья, экономии и экологии, нашли выход из положения. Это вторичное использование колеса после восстановления, что позволяет сэкономить до пятидесяти процентов затрат. Есть два варианта восстановления шин. Первый – это углубление протектора, путем нарезки уже имеющегося рисунка. Второй – горячее или холодное восстановление, то есть наращивание протектора.
При использовании первого варианта, старая шина очищается и по старому рисунку протектора делаются надрезы или углубления, что уменьшает резиновый слой протектора. В дальнейшем такое колесо может непредсказуемо повести себя на дороге, что очень не безопасно, особенно это характерно для грузовых автомобилей.
При использовании второго варианта можно рассмотреть два способа наращивания резинового слоя. Первый – горячее наращивание путем вулканизации и пресса нового резинового слоя протектора. Второй (более дешевый) – холодное наращивание путем наклеивания нового резинового кольца протектора на старую покрышку. И в одном и в другом случае восстановленные шины ходят примерно одинаково, но при холодном восстановлении вероятность брака намного выше. Однако холодное восстановление можно применять несколько раз для одного колеса, в отличие от горячего восстановления.
Процесс восстановления шин.
Восстановление шины включает в себя несколько этапов. Это тщательный отбор колес, дефектовка, подготовка, зачистка (прокат и шлифовка), матование для нанесения клея, выбор протектора и материала, и сама наклейка или вулканизация.
Подготовленные шины тщательно осматриваются на наличие повреждений и качество самой резины. Если нет задиров, шишек, больших проколов, то шины путем вращения проверяют распределение центробежных сил. Выявляют сложные участки, отмечают их. С помощью ультразвуковых приборов проверяют состояние корда и брекета.
Прокатывают шину так, чтобы она имела равномерное покрытие во всех точках покрышки. Ремонтируется корд, наклеиваются накладки, путем термо-механического воздействия удаляются трещины и неровности как внутри шины, так и на боковых поверхностях. Далее поверхность делают матовой для нанесения клея. Выбирается материал для наклеивания протектора и сам протектор.
Склеиваются поверхности под давлением. После этого поверхность шины немного обрабатывается высокой температурой для просушки клея. Покрышка очищается, дефектуется и проверяется балансировка с последующем нанесением цветовой маркировки самых жестких и мягких мест.
За и против. Новая шина или восстановленная. По всем утверждениям о безопасности и гарантий технология восстановления все равно вызывает сомнения. Особенно мало это практикуется в нашей стране, хотя постепенно данная технология набирает обороты. Все заключается в стоимости и качестве оборудования для восстановления, квалифицированности специалистов, а также качестве материалов отечественного производства.
В России до сих пор большинство людей предпочитают покрышки зарубежного производства. После износа протектора она будет восстановлена отечественными материалами, то какое качество будет после этого. А зарубежные материалы не выгодно дорогие.
Второй минус. Технология восстановления применима к нормально изношенным шинам. К ним относятся колеса, которые эксплуатировались в нормальных, щадящих условиях. Резина не перегружалась, не было проколов с повреждением корда, не превышался скоростной предел, на пути не было бордюров и ям, которые привели к деформации и отслаивания брекетов и металлического корда и так далее. В условиях Российского климата и русских дорог это избежать практически невозможно. Прибегать к восстановлению можно только если Вы полностью уверены в хорошем состоянии колеса.Некоторые покрышки ходят по пять лет до износа протектора. Внешне – проблемных мест на шине нет, на самом деле со временем резина стареет и трескается, а трещины – главный враг колеса, эксплуатировать покрышки с ними нельзя, так как в любой момент колесо может лопнуть.
Третий минус – балансировка колеса может быть затруднительна после восстановления.
Но не всё так печально. Если автомобиль имеет большой пробег за малый промежуток времени, то очень большая вероятность того, что после восстановления на тех же шинах автомобиль проедет еще столько же. Умелые мастера с качественным оборудованием научились, в прямом смысле, восстанавливать резину. Восстанавливается корд путем накладки новых нитей. Микротрещины термически запаиваются. Путем проката и ультразвукового исследования находят самые тонкие и слабые места, которые усиливаются. Накладывается новый слой протектора так, что шину трудно отличить от новой.
Вывод. Исходя из современного рынка и технологий, многие еще не готовы прибегнуть к восстановлению шин для своих автомобилей. Но многие организации с большим парком автомобилей, уже давно столкнулись с затратами на колеса и шины. Вопрос в цене и объеме, поэтому многие сами делают выбор для себя, что удобнее, безопаснее и выгоднее.
Несколько мифов и фактов о «наварных шинах»
Миф 1. Лучше взять «китайца». Друзья, давайте с Вами сразу разграничим китайские шины на — качественные промышленные бренды, массовые бренды и noname/»новинки». Следует оговориться, что даже самая дешевая шина производства Китай, радиусом 22.5 будет стоить не менее 13 000 руб. Но, главное, ходимость. Мы не будем приводить какие-то конкретные цифры пробега, поскольку это параметр зависящий от многих условий, но как специалисты, работающие и видящие шины с «изнанки» можем констатировать следующее:
Друзья, давайте с Вами сразу разграничим китайские шины на — качественные промышленные бренды, массовые бренды и noname/»новинки». Следует оговориться, что даже самая дешевая шина производства Китай, радиусом 22.5 будет стоить не менее 13 000 руб. Но, главное, ходимость. Мы не будем приводить какие-то конкретные цифры пробега, поскольку это параметр зависящий от многих условий, но как специалисты, работающие и видящие шины с «изнанки» можем констатировать следующее:
- бесплатный сыр — только в мышеловке! И дешевые и, даже шины средней стоимости китайского производства, имеют «уникальную» структуру самого корда и кордовых слоев. Как правило, это 3 основных кордовых слоя + 1 «усиливающая» полоса. Сравните с традиционными брендами, имеющими 5-ти слойную структуру. Такая структура предопределяет неравномерный износ — например, у большинства таких прицепных шин (385/65 R22.5) края изнашиваются значительно сильнее, нежели средняя часть, как правило «провисающая» из-за слабого корда. Усредненный пробег: 110 000 — 120 000 км.
- качественные китайские бренды — имеют соответствующую традиционную структуру,однако по стоимости приближаются ко второй линейке евро-брендов и шинам корейского производства. Усредненный пробег 150 000 — 160 000 км.
Вывод 1: даже самая дешевая китайская шина стоит значительно дороже, чем шина с восстановленным протектором (наварная шина), при одинаковых цифрах пробега.
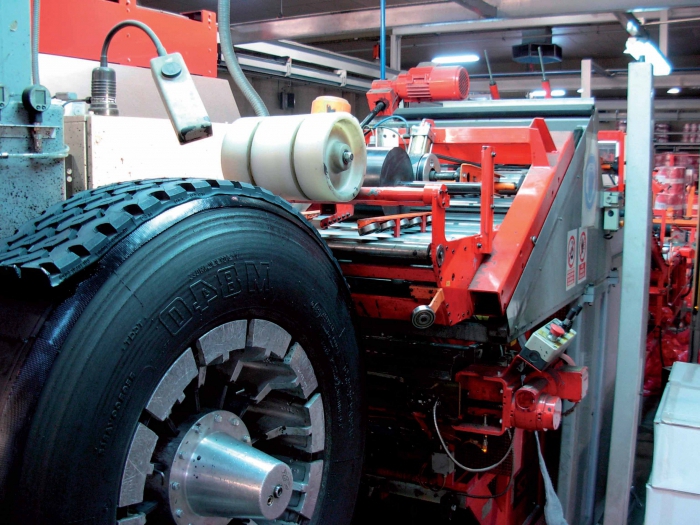
Миф 2. «Наварка» отваливается кусками. Эти истории берут свое начало со времен метода горячего восстановления, когда вулканизация протектора действительно зависела от большого количества факторов и любое отклонение приводило к нарушениям. Современная технология холодного восстановления подразумевает наложение готового вулканизированного протектора, а вулканизации подлежит только связующий слой. Именно по такой технологии восстановление шин производит в т.ч. Michelin Retread, Good Year Next Tread, т.е. производители, на чьих шинах и предпочитают ездить водители. Как видно на фотографии, современной наварке не страшны самые жесткие испытания!
Эти истории берут свое начало со времен метода горячего восстановления, когда вулканизация протектора действительно зависела от большого количества факторов и любое отклонение приводило к нарушениям. Современная технология холодного восстановления подразумевает наложение готового вулканизированного протектора, а вулканизации подлежит только связующий слой. Именно по такой технологии восстановление шин производит в т.ч. Michelin Retread, Good Year Next Tread, т.е. производители, на чьих шинах и предпочитают ездить водители. Как видно на фотографии, современной наварке не страшны самые жесткие испытания!
Вывод 2: технология холодного восстановления шин — современная технология, которую используют во всем мире, в т.ч. ведущие производители шин. По такой технологии работает и наша компания.
Миф 3. Грузовые восстановленные шины «ходят мало».
Оборудование для восстановления грузовых шин
Если отбросить фактор эксплуатации, то расчетный пробег определяется производителем протекторного материала, который в свою очередь зависит от количества резиновой крошки в составе, каучука ит.д. Кроме того, различается и глубина протектора. Вот наиболее ходовые величины:
- протектор для шин ведущей оси 17-21 мм
- протектор для шин ведущей оси на строительных авто — 18-22 мм

Усредненные параметры расчетного пробега по производителям, основанные на данных потребителей, заказывавших восстановление грузовых шин у компании РК-Райфен:
- Ellerbrock Unitread, Германия — 150 000-180 000 км
- Ellerbrock PL, Германия, Nokian, Финляндия — 180 000-250 000 км
В качестве примера, приводим фотографии колес, ранее восстановленных, отслуживших своим аккуратным хозяевам 182 000 км (315/70 R22.5, протектор Nokian). И это не исключение, а вполне достижимые параметры.
Вывод 3: применение качественных материалов и эксплуатация с соблюдением всех требований позволяют достичь вполне приемлимых величин пробега.
В своем производстве компания РК-Райфен использует только проверенные материалы, поэтому покупая у нас восстановленные шины, Вы можете быть уверены в качестве наварки.
Миф 4. «Кольцо» лучше «ленты».
В данном случае подразумевается технологическое различие наложение протектора — цельным бесшовным кольцом или лентой со стыком. Как показывает наш конкретный практический опыт, процент отслоения протектора в месте стыка ленты, а именно это преподносится как основное достоинство — 0% случаев, т.е. ни одного случая. Производителем же такого «кольцевого» протектора является Ellerbrock, Германия, материал полностью идентичен обычной протекторной ленте.
Вывод 4: По собственному опыту компании РК-Райфен, значительная переплата едва ли того стоит.
Факт 5. Лучше купить нового «европейца».
Лучше! Оспорить этот факт трудно, но объективно мы понимаем, что:
 новая шина европейского производства — значительные затраты при покупке. Фактически 2 новые европейские шины на ведущую ось = стоимость 4-х восстановленных шин.
новая шина европейского производства — значительные затраты при покупке. Фактически 2 новые европейские шины на ведущую ось = стоимость 4-х восстановленных шин.- к сожалению, дорожная обстановка такова, что порезать шину, особенно маневрируя на погрузке-выгрузке — пара пустяков. А боковой порез, например, — это приговор любой шине. И если никто не застрахован от сильных повреждений, то сквозные проколы — частое явление, а 2-3 заплатки — это гарантированная грыжа с потенциальным последующим взрывом.
 новая шина европейского производства — значительные затраты при покупке. Фактически 2 новые европейские шины на ведущую ось = стоимость 4-х восстановленных шин.
новая шина европейского производства — значительные затраты при покупке. Фактически 2 новые европейские шины на ведущую ось = стоимость 4-х восстановленных шин.Но если у Вас есть возможность вложить немалые деньги с перспективой — т.е. больший пробег, надежное качество, это также будет верное решение!
Факт 6. В процессе и технологии восстановления шин нет мелочей!
Компания РК-Райфен полностью придерживается данного тезиса, именно поэтому, помимо неоспоримых и не подлежащих обсуждению технических нюансов, готовые восстановленные шины, наварные шины имеют безупречный внешний вид. Мы заботимся о своей репутации, а вместе с Вами помогаем беречь нашу природу!
Подробнее о том, как купить восстановленные шины и о нашем ассортименте смотрите в разделе:
Восстановленные шины РК-Райфен

Данная статья подготовлена техническими специалистами ООО «РК-Райфен».
Дорогие коллеги, беззастенчиво копирующие наш материал, мы не просим от Вас никаких вознаграждений за перепечатку, но будьте вежливы, оставить хотя бы ссылку на первоисточник!
Термины-теги: наварная резина, восстановленная резина, наварка покрышек, восстановление грузовых шин — все они являются разговорными определениями грузовой шины с восстановленным протектором.
Ремонт сельскохозяйственных и спецшин

Сельскохозяйственные шины — это важнейший компонент cельскохозяйственной техники, определяющий её надёжность, безопасность и работоспособность. Они всегда подвержены высоким нагрузкам, поэтому каждый руководитель сельхозпредприятия сэкономит сотни тысяч рублей, продлив срок эксплуатации шин. Сделать это можно с помощью качественного ремонта сельхозшин на профессиональном оборудовании.
Стоимость импортной сельхозшины в размере 710/70 R42 более 190 000 рублей, а сложный ремонт такого колеса в грузовом шинном центре Поволжской шинной компании обойдется Вам всего 5-7% от цены нового.

Грузовой шинный центр Truck Point оказывает услуги по ремонту как импортных, так и отечественных сельхозшин, а именно:
шиномонтаж с/х шин до 56 дюймов
ремонт сложных боковых порезов и повреждений (порезы до 20см)
ремонт сложных повреждений по беговой дорожке (пробои, проколы)
ремонт бескамерных с/х шин импортного и отечественного производства
ремонт крупногабаритных шин (БелАЗ, К-700)
ремонт шин для фронтальных погрузчиков
ремонт порывов крупногабаритных камер
правка и ремонт с/х дисков
Очень часто с/х шины утилизируются по причине серьёзных повреждений, что удорожает и стоимость самой сельхозтехники. Наши клиенты экономят колоссальные средства, ремонтируя и восстанавливая поврежденные шины, которые продолжают эксплуатироваться еще не один год.

Также мы рады оказать Вам профессиональную помощь по подбору сельхозшин в зависимости от условий эксплуатации и дать рекомендации по уходу за шинами.

В наших магазинах представлен широкий ассортимент шин и камер, дисков и аккумуляторов для грузовой и сельхозтехники по низким ценам.
Бизнес на восстановлении покрышек холодным способом
Являясь официальным дилером большинства заводов-изготовителей, мы предлагаем нашим клиентам конкурентоспособные цены и выгодные условия сотрудничества.
Для удобства клиентов есть возможность оплаты в кредит.
Внимание! Мы сотрудничаем со многими регионами РФ по обслуживанию и ремонту сельхозшин (Самарская, Ульяновская, Оренбургская область, Республика Башкортостан и др).
Условия доставки и сроки выполнения работ оговариваются индивидуально.
Будем рады ответить на все Ваши вопросы. Перейти в раздел «Контакты»
Самарская область, Ставропольский р-он, п.Зеленовка, Московское шоссе 1/03
Телефон: (8482) 61-17-16, 63-00-00.
Режим работы ежедневно с 8-00 до 21-00
Ульяновская область г. Ульяновск, ул. Промышленная, 2Д
Телефон: (8422) 62-48-79
Режим работы: с 8-00 до 18-30 — будние дни, с 9-00 до 15-00 — суббота, с 9-00 до 13-00 — воскресенье.
Оренбург. Магазин на Терешковой 148а
Тел. : (3532) 54-11-47, 54-11-48, 54-11-49
Время работы: с 8–00 до 21–00, без выходных.



Технология восстановления блока цилиндров.
ГОСНИТИ разработаны технологические процессы и комплекты оснастки для восстановления блоков цилиндров легковых двигателей. Технологическими процессами предусмотрено устранение всех дефектов в соответствии с техническими требованиями на капитальный ремонт двигателей. Разработанная оснастка позволяет качественно восстанавливать блоки цилиндров, обеспечивая повышенный послеремонтный ресурс двигателей. Эта технология широко внедрена на ремонтных предприятиях Госкомсельхозтехники. На рисунке 1 приведена схема технологического процесса восстановления блоков цилиндров, который расчленен на ряд взаимосвязанных маршрутов. Маршрут I — основной и на схеме показан сплошной линией, остальные маршруты показаны пунктирными линиями. Ниже подробно рассмотрены современные способы устранения основных дефектов блоков цилиндров.
Устранение трещин и пробоин. Наибольшее распространение при устранении трещин и пробоин блоков цилиндров получили сварочные процессы. Для сварочных процессов разработано и изготовлено необходимое оборудование, обеспечивающее качественное выполнение работ по заварке трещин и пробоин.
Заваривать трещины и пробоины блоков цилиндров можно как при холодном, так и горячем процессах. В последние годы широкое применение получила на ремонтных предприятиях холодная сварка чугунных блоков цилиндров самозащитной проволокой ПАНЧ-11, позволяющей с высоким качеством ремонтировать трещины, пробоины, сколы и другие дефекты.
Хорошие результаты при холодной заварке трещин, особенно в перемычках между цилиндрами, дает полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02.
Сварное соединение высокого качества при холодной сварке блоков цилиндров получают, применяя специальные железоникелевые электроды марки МНЧ-2, медно-железные электроды ОЗЧ-2.
Холодную сварку чугунных блоков цилиндров можно производить комбинированным способом, когда с целью экономии дорогостоящих материалов и получения сварного шва требуемого качества используют электроды различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11 или МНЧ-2, а последующие слои — стальными электродами ЦЧ-4, ЦЧ-ЗА, УОНИ-13/45.
Схема 1. Схема маршрутов технологического процесса восстановления блоков цилиндров

Для устранения дефектов блоков цилиндров можно применять^ также горячую сварку при нагреве детали до 600… 700 °С, применяя в качестве присадочного материала чугунные прутки марки А. Трещины и другие дефекты блоков цилиндров можно устранять-пайко-сваркой, используя различные припои. При заварке трещин в алюминиевых блоках цилиндров применяют аргонно-дуговую^ сварку. При отсутствии специальных сварочных материалов сваривать чугунные блоки цилиндров можно стальными электродам» методом наложения отжигающих валиков. Подготовка к сварке, режимы, оборудование, материалы для холодной и горячей сварки чугунных и алюминиевых деталей приведены были ранее.
Трещины в блоках цилиндров могут быть устранены с помощью фигурных вставок. Технология ремонта трещин фигурными вставками подробно изложена ранее.
Весьма эффективно проводить ремонт ГБЦ, в том числе устранять трещины, технологией газодинамического напыления металлов ДИМЕТ, использование которой не приводит к нагреву поверхности свыше 150 градусов.
Зачастую заваренная трещина или пробоина не имеет достаточной герметичности. Для создания герметичности применяют полимерные составы, приготовленные на основе эпоксидных смол. Применение герметизирующих полимерных материалов необходимо также при ремонте трещин фигурными вставками.
Трещины и пробоины в мейее ответственных местах блоков цилиндров могут быть устранены путем применения эпоксидных составов.
Технология ремонта трещин и пробоин в корпусных деталях с применением полимерных материалов подробно рассмотрена ранее (см. стр. 64).
Восстановление гнезд коренных подшипников. Наиболее простой способ восстановления изношенных поверхностей под вкладыши коренных подшипников блоков цилиндров — растачивание этих поверхностей и использование вкладышей ремонтного (увеличенного) размера.
Блоки, имеющие диаметр отверстий под вкладыши 97,93… …98,06 мм, для двигателей типа СМД (СМД-14, СМД-14А, СМД-14Б, СМД-14К, СМД-14Н, СМД-15К, СМД-15КФ, СМД-12Б, СМД-17К, СМД-18) и 80,93… 81,06 мм для двигателей Д-50, Д-50Л, Д-240 и несоосность коренных опор более 0,07 мм, направляют на расточку коренных опор под вкладыши с увеличенным наружным диаметром. Для растачивания опор под вкладыши коренных подшипников в большинстве случаев на ремонтных предприятиях применяют расточные станки типа РД.
Блок цилиндров устанавливают на плоскость разъема с поддоном, т. е. так же, как и при изготовлении. Однако использовать заводские базовые отверстия в блоке для установки его на станке невозможно, так как они в процессе изготовления блоков были смяты и деформированы. В связи с этим устанавливают блоки в горизонтальной плоскости на станке относительно борштанги специальными быстродействующими индикаторными устройствами с точностью до 0,02 мм.
Для центровки блока цилиндров относительно оси борштанги расточного станка два измерителя устанавливают в пазы на концах борштанги и закрепляют. При повороте борштанги на 180° индикаторы обоих измерителей покажут удвоенное значение смещения осей крайних отверстий блока относительно оси борштанги з горизонтальной плоскости. Перемещая блок цилиндров на опорах станка, необходимо добиться одинаковых показаний каждого из индикаторов в левом и правом горизонтальных положениях в пределах ±0,03 мм, после чего блок закрепляют и снимают измерители.
Обрабатывают опоры блока цилиндров под вкладыши ремонтного размера при 200… 250 об/мин борштанги и подаче 0,08 мм/об ,до диаметров согласно следующим данным (допуск для всех 4-0,02 мм).
Овальность и конусность коренных опор не должны превышать 0,02 мм. Шероховатость расточенных поверхностей отверстий должна быть не более Ra= 1,25 …0,63 мкм. После растачивания блоки направляют на промывку масляных каналов с целью удаления стружки.
При отсутствии вкладышей ремонтного размера опоры восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3… 0,4 мм и последующего растачивания до нормального размера при условии сохранения допустимого размера расстояния от оси отверстия опор до верхней плоскости блока цилиндров. Для фрезерования плоскостей разъема комплект крышек устанавливают в приспособление и на станке типа 6М12П фрезеруют опорные поверхности крышек под гайки «как чисто». Затем переставляют крышки в приспособлении плоскостью разъема вверх (рис. 47), фрезеруют их, выдержав размер Н (рис. 48). Для блоков цилиндров двигателей Д-50 и Д-240 размер Н должен быть не менее 72 мм, двигателя СМД-14 —не менее 98 мм, двигателя СМД-60 — не менее 109 мм. Паз под усик вкладыша углубляют фрезой. Крышки с обработанными плоскостями разъема устанавливают на блок, закрепляют и растачивают до нормального размера. Установку блока цилиндров в горизонтальной плоскости производят аналогично описанной ранее при растачивании коренных опор под вкладыши ремонтных размеров. В вертикальной плоскости блок цилиндров устанавливают после контроля расстояния от плоскости прилегания головки до верхней точки отверстия под вкладыши коренных подшипников индикаторным приспособлением. Растачивание отверстий с переносом оси в глубь цилиндров допускается при размерах А и В.
2.2 Выбор рационального способа восстановления детали.
Восстановить работоспособность детали можно путем:
1.Заварка с предварительным нагревом детали.
Горячая сварка чугуна — процесс, который предусматривает нагрев детали (в печи или другими способами) до температуры 650-680 С. Температура детали во время сварки должна быть не ниже 500С. Такие температуры позволяют:
задержать охлаждение сварочной ванны, что способствует выравниванию состава металла ванны;
освободить свариваемую деталь от внутренних напряжений литейного и эксплуатационного характера;
предупредить появление сварочных напряжений и трещин.
Для деталей с большой жесткостью (блок цилиндров и другие корпусные детали) при сварке обязателен общий нагрев.
В процессе сварки происходят структурные преобразования с перераспределением внутренних напряжений (термическое воздействие). Металл, на который непосредственно действует сварочная дуга, плавится, образуя жидкую ванну, а тот, который соприкасается со сварочной ванной, нагревается вследствие теплоотдачи. В результате скорости нагрева и охлаждения отдельных участков зоны термического влияния при сварке неодинаковы. Металл сварочной ванны при охлаждении кристаллизуется (с большой скоростью) в тонкий слой первого участка зоны термического влияния. Происходит уменьшение объема за счет усадки на 1%. Этот слой первого участка связан с основным металлом детали и твердым металлом шва, что мешает нормальной усадке и приводит к возникновению напряжений растяжения и образованию трещин.
Усадка по время охлаждения сокращает длину валика (валик соединен с основным металлом), а основной металл детали растягивает его. Этот процесс является следствием образования поперечных трещин. Для предотвращения этого процесса необходимо:
обеспечить достаточную пластичность наплавленного шва (подобрать соответствующие присадочный материал, обмазку и режимы сварки);
проковывать швы во время кристаллизации;
равномерно нагревать и особенно охлаждать как шов, так и свариваемую деталь;
сварку выполнять на постоянном токе обратной полярности (« + » — электрод, «-» — деталь) и малой силы (25-30 А на 1 мм диаметра электрода);
наплавлять валики длиной 30-40 мм;
применять сварку отжигающими валиками и многослойным швом.
Оборудование для холодного восстановления шин
Если при сварке чугуна использовать электрод из низкоуглеродистой стали, то металл шва получится высокоуглеродистым (т. е. будет отличаться высокими хрупкостью и твердостью).
Чем меньше значение этого отношения, тем меньше в металл шва поступает расплавленного чугуна детали и тем ниже содержание в шве углерода. Например, если в чугуне около 3% углерода, то в металле шва в зависимости от Л, углерода будет 1,5-2,0% (в нижней части больше, чем в верхней). Снижают содержание углерода в наплавленном слое за счет уменьшения силы сварочного тока (глубины проплавления чугуна), подбора компонентов покрытия электрода и многослойности сварного шва.
Изменяя состав и толщину обмазки сварочной проволоки, скорость сварки и силу тока, можно получить стальной шов с разным содержанием углерода и разной твердости от закаленной высокоуглеродистой стали до мягкой отпущенной низкоуглеродистой.
Лучшие результаты при горячей сварке чугуна дает ацетилено-кислородное пламя с присадочным материалом из чугуна.
Горячая сварка чугуна предполагает необходимость применения специального нагревательного оборудования: термические и нагревательные печи, кожухи, термостаты и т. д. Поэтому этот способ сварки применяют только в тех случаях, когда необходимо получить наплавленный металл, близкий по структуре, прочности и износостойкости к основному металлу детали.
При сварке необходимо обязательно применять флюс, который выполняет следующие функции: растворяет образующиеся оксиды кремния и марганца, переводя их в шлак; окисляет и частично растворяет графитные включения чугуна, находящиеся на свариваемых поверхностях; образует микро-углубления, которые повышают свариваемость чугуна; предохраняет от окисления расплавленную ванну; увеличивает текучесть сварочных шлаков. В качестве флюса применяют техническую безводную буру (Na3B4O7). Бура в чистом виде для сварки не пригодна, так как высокая температура ее плавления вызывает образование в сварочной ванне густых шлаков, которые плохо всплывают на поверхность металла, в результате чего образуются шлаковые раковины. Применение в качестве флюса смеси из 50% переплавленной измельченной буры и 50% кальцинированной соды увеличивает текучесть шлаков и расплавленного металла в ванне, улучшает качество сварки. Лучшие результаты дает флюс ФСЧ-1 следующего состава (% по массе): буры — 23, кальцинированной соды — 27, азотнокислого натрия — 50.
Кромки трещины для сваривания готовят механическим способом или оплавлением металла газовой горелкой с избытком кислорода. Перед сваркой подогретые кромки и конец стержня покрывают слоем флюса. Пламя горелки должно быть строго нейтральным. В ванну расплавленного металла вводят присадочную проволоку с флюсом, подогретые перед этим до температуры плавления. Затем сварщик концом чугунной проволоки воздействует на кромки ванны, делая круговые движения.
n = (dном — dмин) /2 (Имах + Z), (1)
гдеdном — нормальный диаметр вала;
dмин — минимальный допустимый диаметр
Имах — максимальный износ детали на сторону
Date: 2016-07-05; view: 309; Нарушение авторских прав
Источник



