
- Неразрушающий способ контроля сварных соединений
- Предисловие
- 1 Область применения
- 2 Нормативные ссылки
- 3 Термины и обозначения
- Неразрушающие методы контроля сварных швов и соединений
- Основные дефекты
- Методы неразрушающего контроля сварных соединений
- Визуально-измерительный
- Ультразвуковой
- Капиллярный
- Магнитный
- Радиографический
- Заключение
- Современные методы неразрушающего контроля сварных соединений
- Какими способами определяют дефекты швов
- Классификация дефектов сварных соединений
- Классификация основных методов неразрушающего контроля
- Визуально-измерительный контроль (ВИК)
- Ультразвуковая диагностика или дефектоскопия (УЗД), либо ультразвуковой контроль (УЗК)
- Магнитная дефектоскопия
- Капиллярный контроль (цветная дефектоскопия)
- Радиографический контроль сварных швов (РК)
- Другие способы неразрушающего контроля
- Как это работает на практике
- Выводы
Неразрушающий способ контроля сварных соединений
ГОСТ Р ИСО 17640-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
Ультразвуковой контроль. Технология, уровни контроля и оценки
Non-destructive testing of weld. Ultrasonic testing. Techniques, testing and assessment levels
Дата введения 2016-11-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Негосударственным образовательным учреждением дополнительного профессионального образования «Научно-учебный центр «Контроль и диагностика» («НУЦ «Контроль и диагностика») и Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
4 Настоящий стандарт идентичен международному стандарту ИСО 17640:2010* «Неразрушающий контроль сварных швов. Ультразвуковой контроль. Методы, уровни контроля и оценка» (ISO 17640:2010 «Non-destructive testing of welds — Ultrasonic testing — Techniques, testing levels, and assessment», IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/TC44 «Сварка и смежные процессы». Подкомитетом SC5 «Диагностика и контроль сварных швов».
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт определяет технологию ручного ультразвукового контроля сварных соединений, полученных сваркой плавлением, в металлических материалах толщиной не менее 8 мм, с низким коэффициентом затухания ультразвука (главным образом по причине рассеивания) при температуре объекта контроля от 0°С до 60°С. Настоящий стандарт предназначен главным образом для контроля сварных соединений с полным проплавлением, где основной металл и металл шва являются ферритными.
Указанные в настоящем стандарте значения, зависящие от материала, приведены для сталей, скорость звука в которых равна (5920±50) м/с для продольных волн и (3255±30) м/с — для поперечных волн.
Настоящий стандарт определяет четыре уровня контроля, каждый из которых соответствует различной вероятности обнаружения дефектов. Рекомендации по выбору параметров для уровней контроля А, В и С приведены в приложении А.
Уровень контроля D, применяемый в особых случаях, должен соответствовать общим требованиям настоящего стандарта. Уровень контроля D применяется только в случае, когда это указано в спецификации на продукцию.
Он включает в себя контроль металлов, не относящихся к ферритным сталям, контроль сварных соединений с неполным проплавлением, контроль с применением автоматизированного оборудования, и контроль при температурах, не входящих в диапазон от 0°С до 60°С.
Настоящий стандарт может быть использован для оценки дефектов в целях приемки одним из двух способов:
a) оценка, основанная на протяженности и амплитуде сигнала от дефекта;
b) оценка, основанная на определении характеристик и размеров дефекта посредствам перемещения преобразователя.
Применяемый способ должен быть согласован.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для недатированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения).
ISO 5817, Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections [Сварка. Сварные швы при сварке плавлением стали, никеля, титана и их сплавов (лучевая сварка исключена). Уровни качества в зависимости от дефектов]
ISO 9712, Non-destructive testing — Qualification and certification of personnel (Неразрушающий контроль. Квалификация и аттестация персонала)
ISO 11666:2010 , Non-destructive testing of welds — Ultrasonic testing — Acceptance levels (Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Уровни приемки)
Заменен на ISO 11666:2018.
ISO 17635, Non-destructive testing of welds — General rules for metallic materials (Контроль неразрушающий сварных соединений. Общие правила для металлических материалов)
ISO 23279, Non-destructive testing of welds — Ultrasonic testing — Characterization of indications in welds (Неразрушающий контроль сварных швов. Ультразвуковая дефектоскопия. Снятие характеристик индикаций в сварных соединениях)
EN 473 , Non-destructive testing — Qualification and certification of NDT personnel — General principles (Неразрушающий контроль. Аттестация и выдача свидетельств персоналу, занимающемуся НК. Основные принципы)
Заменен на EN ISO 9712:2012.
EN 583-1 , Non-destructive testing — Ultrasonic examination — Part 1: General principles (Неразрушающий контроль. Ультразвуковой контроль. Часть 1. Основные положения)
Заменен на EN ISO 16810:2014.
EN 583-2 , Non-destructive testing — Ultrasonic examination — Part 2: Sensitivity and range setting (Неразрушающие испытания. Ультразвуковой контроль. Часть 2. Чувствительность и диапазон установки)
Заменен на EN ISO 16811:2014.
EN 583-4 , Non-destructive testing — Ultrasonic examination — Part 4: Examination for discontinuities perpendicular to the surface (Неразрушающий контроль. Ультразвуковой контроль. Часть 4. Контроль прерывностей, перпендикулярных к поверхности)
Заменен на EN ISO 16826:2014.
EN 1330-4 , Non-destructive testing — Terminology — Part 4: Terms used in ultrasonic testing (Неразрушающий контроль. Терминология. Часть 4. Термины, применяемые при ультразвуковом контроле)
Заменен на EN ISO 5577:2017.
EN 12668 (all parts). Non-destructive testing — Characterization and verification of ultrasonic examination equipment (Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля)
3 Термины и обозначения
В настоящем стандарте применены термины по ЕН 1330-4 и ИСО 17635.
Обозначения, их определения и единицы измерения приведены в таблице 1.
Таблица 1 — Обозначения, их определения и единицы измерения
Источник
Неразрушающие методы контроля сварных швов и соединений
Прочность сварных конструкций зависит от качества швов, которое невозможно объективно оценить после визуального осмотра. Поэтому были разработаны другие методы неразрушающего контроля сварных соединений. При проведении не нарушается целостность элементов конструкции. Неразрушающим контролем сварного соединения обнаруживают внешние и скрытые изъяны, их размеры, расположение. Полученные данные позволяют с высокой точностью определять качество швов. На предприятиях неразрушающему контролю сварных соединений подвергают всю продукцию.

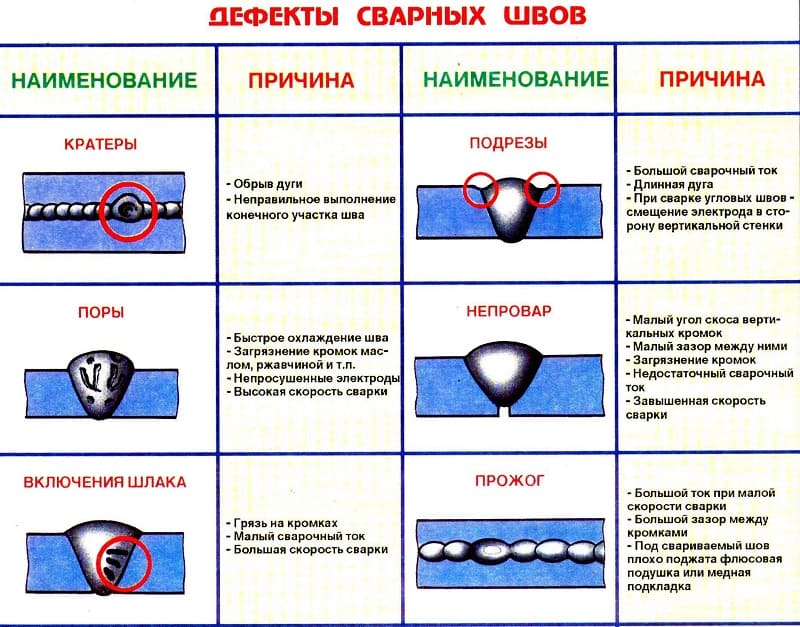
Основные дефекты
Наружные и внутренние дефекты образуются в основном из-за нарушения технологии. Методами неразрушающего контроля сварных швов выявляют:
- Подрезы, которые образуются, если завышен ток или держится длинная дуга.
- Непровары, возникающие при работе с заниженными сварочными токами, завышенной скоростью ведения электрода, недостаточным зазором между кромками заготовок.
- Прожоги образуются, если сварку выполняют завышенным током с малой скоростью.
- Появление пор внутри соединения. Они образуются из-за быстрого охлаждения, от влаги, попадающей в расплавленный металл с непросушенных электродов или плохо очищенных кромок.
- Кратеры появляются при обрыве дуги или неправильном завершении шва.
- Трещины снаружи и скрытые образуются при неравномерном остывании объема расплавленной зоны. Для предотвращения этого явления основной металл предварительно подогревают.
- Кусочки шлака остаются внутри, не успев всплыть при быстром охлаждении шва, если работа выполнялась с повышенной скоростью малым током.
Методы неразрушающего контроля сварных соединений
Способы проверки качества швов и требования, предъявляемые к ним, приведены в ГОСТ 3242-79. Методы объединены в группы по принципу действия. Выбор вида неразрушающего контроля сварных соединений зависит от возможностей и условий проведения.
Визуально-измерительный
Этим методом при внешнем осмотре, используя эталоны, шаблоны, лупу, линейку, выявляют наружные изъяны размером от 0,1 мм. Перед проверкой шов и рядом расположенные поверхности очищают от шлака, брызг металла. К достоинствам относится доступность и отсутствие сложного оборудования. На предприятиях сварщики после обучения самостоятельно проводят проверку соединений на наличие изъянов. Недостатком считают субъективность оценки качества. Работник может не заметить дефект из-за невнимательности, усталости или недомогания. Другие способы контроля применяют после проведения визуального осмотра и устранения выявленных изъянов.
Ультразвуковой
Метод основан на способности звуковых волн высокой частоты, посылаемых излучателем, отражаться от границы раздела сред с разной плотностью. Вернувшийся ультразвук улавливается датчиком дефектоскопа, после преобразования выводится на дисплей. По степени ослабления и углу отражения сигнала оператор определяет расположение, величину дефектов. Мобильный вариант ультразвукового дефектоскопа удобен для проверки качества сварных соединений при монтаже магистральных трубопроводов или больших конструкций.
Из достоинств отмечают простоту проверки и быстрое получение результатов. Однако для расшифровки отраженных сигналов требуется оператор с профессиональной подготовкой. Высокая цена аппаратуры не окупается на мелких предприятиях.
Капиллярный
Этим способом выявляют наружные и сквозные дефекты, которые не видны невооруженным глазом. Принцип действия основан на способности жидкостей (индикаторов) с высокой текучестью проникать в мельчайшие полости, которые наносят на соединение. Через 0,5 — 30 минут, когда индикатор заполнит дефекты, излишки удаляют. Для определения размеров изъянов поверхность обрабатывают реагентом (проявителем), который в местах контакта с индикатором меняет цвет.
На производстве диагностику проводят горячим минеральным маслом и раствором извести, на которой после высыхания проявляются контуры дефектов. Вместо них также применяют пару краска ― бензол. Для улучшения контрастности в качестве проявителя берут флуоресцирующий реагент. Метод недорогой, но не выявляет скрытые дефекты.
Магнитный
Суть метода состоит в наведении на диагностируемом участке магнитного поля. Если изъянов нет, силовые линии остаются ровными, если есть ― изгибаются в местах нарушения структуры металла. На практике магнитные неразрушающие методы контроля выполняют двумя способами:
- графическим с регистрацией искажений специальным прибором;
- с помощью железного порошка, который после высыпания на проверяемый участок начинает скапливаться в местах расположения изъянов.
Радиографический
Этим способом диагностируют швы на особо ответственных конструкциях. Суть заключается в просвечивании металла рентгеновскими лучами или гамма-излучением с фиксацией результата на фотопленке. По изображению на снимке определяют размеры пустот или посторонних включений. Диагностику проводят стационарными и компактными аппаратами для работы в полевых условиях.
К достоинствам радиографии относятся точность результатов, быстрое проведение диагностики. Основным минусом считается повышение уровня радиации рядом с работающим прибором. Поэтому необходимо обеспечение безопасности персонала. Высокая цена аппаратуры и расходных материалов также не радует.
Заключение
Некоторые методы неразрушающего контроля сварных соединений успешно применяют в домашних мастерских. Поскольку требования к самодельным конструкциям невысоки, их проверяют визуально-измерительным неразрушающим контролем сварных соединений. Для освоения технологии покупают специальный кейс с набором инструментов и инструкцией по применению. При проверке швов на герметичность предпочтение отдают капиллярному неразрушающему контролю сварных соединений. В качестве индикатора берут керосин, проявителя ― раствор мела.
Источник
Современные методы неразрушающего контроля сварных соединений
Во всех отраслях промышленности и народного хозяйства постоянно применяется электродуговая или газовая сварка металлов. Каждый сварной шов требует определённой проверки качества. Однако требования всегда разные. Нельзя сравнивать подход к контролю качества сварных стыков трубопровода и, например, металлоизоляцию рентгенографического кабинета. К дефектоскопии сварных швов предъявляются повышенные требования в следующих отраслях:
- трубопроводы воды, нефти и газа;
- производство высоковольтных опор;
- машиностроении, авиации, судостроении;
- мостостроении.
Какими способами определяют дефекты швов
Действующие отраслевые нормативные документы Российской Федерации (ГОСТ 3242-79) разделяет их на два вида:
- Разрушающие методы исследований, например, проведение механических испытаний, которые выполняют в лабораториях на разрывных машинах.
- НК или неразрушающие методы контроля. Применяются в лабораторных условиях и непосредственно на объектах. По совокупности технических и финансовых преимуществ, чаще всего применяются именно эти способы.
В этой публикации мы рассмотрим особенности НК сварных соединений, расскажем про классификацию контроля. Покажем порядок выбора способов на промышленных объектах.
Классификация дефектов сварных соединений
Брак, возникающий при сварке металлов, подробно описан в ГОСТ Р ИСО 6520-1-2012. Этим документом основывается общепринятая в России маркировка обозначения дефектов и даны официальные варианты перевода терминов на английский язык. Согласно данному ГОСТу составляются отчёты с общепринятыми наименованиями, которыми пользуются отечественные дефектоскописты, инженеры и сварщики. Дефекты сгруппированы по объединяющим параметрам, распределены по 6-ти группам:
- Трещины и микротрещины. На сварных швах встречаются:
- 1.1. продольные,
- 1.2. поперечные,
- 1.3. радиальные,
- 1.4. кратерные,
- 1.5. разветвленные,
- 1.6. разрозненные трещины.
- Полости, поры, усадки. Определены различия внутренних, внешних и сквозных пористостей сваренного металла. Обозначены признаки свищей и раковин различного происхождения, возникающих при работе.
- Твердые включения. Разделяются на:
- 3.1. шлаковые,
- 3.2. флюсовые,
- 3.3. оксидные,
- 3.4. инородные металлические вкрапления и скопления;
- 3.5. отдельно учитываются оксидные плёнки в металле шва, актуальные для алюминиевых сплавов.
- Несплавления и непровары.
- Отклонение формы и размера. Обширный раздел, который описывает подрезы, проплавы. Включает классификацию протеков, прожогов, смещений.
- Прочие дефекты сварных соединений.
Классификация основных методов неразрушающего контроля
Важно понимать, что не существует универсального способа выявлять и фиксировать дефекты сварных соединений. Промышленность предлагает комбинированные варианты контроля, использующие последние технологические разработки приборостроения и IT. Все нюансы в одной статье рассмотреть невозможно. Поэтому затронем только самые распространенные.
Визуально-измерительный контроль (ВИК)

Главный первичный способ неразрушающего контроля. Выполняется внешним осмотром с проведением измерений. В работе используются обычные измерительные приборы: рулетка, штангенциркуль, шаблон. Малозатратный вариант. Выявляют наружные дефекты:
- наличие шлака;
- брызги металла;
- ржавые и загрязненные участки;
- сквозные прожоги;
- подрезы;
- остатки флюса и др.
К этому разделу также относится визуально-оптический метод. Для проведения исследований используют увеличительные стекла или микроскопы. Это помогает обнаружить и отметить участки сварки с поверхностными дефектами.
Ультразвуковая диагностика или дефектоскопия (УЗД), либо ультразвуковой контроль (УЗК)

УЗД (УЗК) – это совокупность эхо-акустических методов неразрушающего контроля сварных соединений из любых материалов с помощью ультразвука. При использовании этого способа применяют УЗ преобразователь с дефектоскопом. Этими приборами определяют дефекты сварных швов. Они фиксируют разницу длины волн отраженного сигнала или импульса от разнородных по плотности составов или пустот.
Ультразвуковая дефектоскопия не уступает возможностям рентгеновской диагностики, проводимой гамма-излучением, но при этом проще в работе, не наносит вред окружающим зону контроля людям. Это сочетание вывело УЗД в лидеры методов проверок.
Магнитная дефектоскопия
Среди вариантов неразрушающего контроля сварных соединений отдельно стоит МПД – магнитопорошковый способ дефектоскопии сварных швов, как доступный и популярный метод.
В основе лежит физическое свойство искривления или преломления электромагнитного потока, проходящего через разнородные по составу среды. Визуализация дефектов на детали осуществляется с помощью цветного ферромагнитного порошка — сухого или суспензионно нанесенного. Намагниченный порошок равномерно распределяется по поверхности шва. Затем через него пропускают электромагнитное поле. Порошок выстраивается по направлению движения электромагнитных волн, повторяя их путь своим узором. Волны огибают отдельные по плотности места, а рисунок порошка демонстрирует места с изъянами.
МПД идентифицирует дефекты на поверхности и глубине в 2-3 мм. Они включают в себя:
- неметаллические вкрапления флюса, шлака;
- посторонние вплавления чужеродных металлов;
- непровары, несплавления;
- внутренние флокены;
- каверны с коррозионными язвами;
- пустоты и полости;
- волосовины;
- микротрещины.
Благодаря чёткой картинке магнитного поля все дефекты легко визуализируются и фиксируются фотографией, что позволяет сформировать отчёт с рекомендациями. При этом выявляются даже микроскопические трещины.
Выбирая этот способ, учитывайте, что МПД применяют только для проверок соединений ферромагнитных металлов (сталь, железо). Он не может применяться для исследований на немагнитных поверхностях, таких как алюминий, медные сплавы или хромоникелевые и хромомарганцевоникелевые сплавы нержавеющих сталей.
Капиллярный контроль (цветная дефектоскопия)

Основан на проникающей способности текучих жидкостей просачиваться через капилляры в твердых телах. Жидкости, которые применяют для проверки, принято называть пенетрантами — из-за способности протекать через микротрещины.
Раньше использовали поверхностный способ: смачивали керосином, а затем фиксировали протечки на обратной стороне проверяемой поверхности через капилляры по всей длине соединения. Теперь промышленность выпускает тестовые смеси с люминофорными подсветками, которые облегчают выявление дефектов. Они сокращают время на проверку герметичности, позволяют задокументировать наблюдения и составить план исправления дефектов.
Радиографический контроль сварных швов (РК)

Другое название — просвечивание рентгеновскими лучами. Это точный способ неразрушающего контроля. Дефектоскопист использует сложное радиографическое оборудование, чтобы изучить строение металла внутри шва и обнаружить скрытые полости, непровары или вкрапления. Исследования основаны на просвечивании соединения рентгеновскими лучами или гамма-лучами. Применяют, когда техническая документация и регламент не допускают даже малого процента брака. Минус этого способа — необходимость соблюдать дополнительную технику безопасности из-за наличия радиационного излучения.
Другие способы неразрушающего контроля
НК-методы контроля сварных соединений не ограничиваются описанными выше вариантами. Промышленные предприятия часто используют более сложные методики, создавая для этого отдельные цеховые лаборатории, для которых заказывают специальное диагностирующее оборудование. Особенно это касается крупных промышленных производств с автономными участками эксплуатации. Среди принятых в ГОСТах НК-методов обычно дополнительно используются:
- вихретоковый, при котором анализируется взаимодействие электромагнитных полей;
- тепловой, основанный на принципе преобразования инфракрасного излучения в видимый спектр;
- с использованием специальных приборов — микротвердометров;
- методы экспресс-контроля, например, TOFD (дифракционно-временной метод).
Как это работает на практике
На предприятиях обычно нерентабельно использовать сложные виды испытаний для проверки сварки металлов простых конструкций. Хватает первичных неразрушающих методов контроля: визуально-измерительного и капиллярного. Они проводятся бригадиром или мастером участка, а когда работу выполняет опытный сварщик, то полагаются на его знания с мастерством. Эти варианты не требуют покупки или аренды дефектоскопа и серьёзных знаний материалов у персонала.
К прочности сварных соединений предъявляются повышенные требования в тех случаях, когда это записано в техдокументации к объекту, где указано, что требуется проверка качества швов с экспертным заключением дефектоскописта. Без этого невозможно подписать акт приёмки-сдачи детали, узла или конструкции. Для заказа выполнения такой работы руководители объекта обращаются в сертифицированные лаборатории. В зависимости от требований, типа объекта, марок и толщины свариваемых сталей выбирается подходящий метод исследования. Стороны составляют план работ и подписывают договор.
Выводы
Современные неразрушающие методы контроля сварных соединений используют только обученные специалисты-дефектоскописты, допущенные к работе с диагностическим оборудованием. Руководство предприятий понимает, что экономить на проверках качества не получится. Масштабы случающихся катастроф превышают расходы на дефектоскопию, оснащение и подготовку персонала. Поэтому работа обученного персонала, осмысленное выполнение им требований нормативов, ГОСТов, СНиП, внутренних регламентирующих правил — основа инновационной промышленности XXI века. Советуем всем придерживаться этих правил и не надеяться на слепую удачу.
Источник



