
Технология непрерывного литья
Технология непрерывного литья стали позволяет получать слитки-заготовки, в дальнейшем используемые для прессования, ковки или прокатки, путем их формирования по мере поступления металла в одну сторону так называемой изложницы-кристаллизатора, и одновременно с этим удаления с ее противоположной стороны уже частично затвердевшей заготовки.
Технология непрерывного литья в современном машиностроении используется достаточно широко и успешно, позволяя серьезно сокращать процесс изготовления заготовок при достаточно высоком уровне их качества. Состоит она в том, что из ковша в металлическую форму-кристаллизатор, охлаждаемую водой, непрерывно поступает расплав. По мере того как происходит затвердевание заготовки (она может иметь квадратное или прямоугольное сечение, форму трубы и т.п.) она извлекается или же специальными валками, или же другими устройствами. При необходимости эта отливка разрезается на части.
Благодаря тому, что расплав охлаждается с высокой интенсивностью, происходит его направленная кристаллизация. При этом уменьшается его неоднородность, количество газовых и неметаллических включений. Поскольку подача расплава происходит в кристаллизирующуюся отливку (точнее, в верхнюю ее часть) непрерывно, то так же происходит и питание фронта растущих кристаллов, что способствует устранению таких осадочных дефектов, как пористость, рыхлость и раковины. Можно резюмировать, что суть процесса непрерывного литья состоит в обеспечении возможности постоянного питания отливки и направленной кристаллизации.

В большинстве случаев метод непрерывного литья используется тогда, когда необходимо получить действительно высококачественные заготовки. Они имеют плотное строение без усадочных дефектов, весьма высокую точность размеров, чистую поверхность, малое содержание газов и приемлемую ликвидационную неоднородность. В то же самое время высокая скорость охлаждения расплава нередко приводит к тому, что в отливках образуются весьма значительные внутренние напряжения, а порой даже трещины.
Указанные выше особенности процедуры формирования отливки в существенной мере способствуют значительному повышению качества металлических заготовок. С точки зрения технической реализации, процесс производства по технологии непрерывной разливки стали имеет следующие важные преимущества:
• Данный метод значительно сокращает материальные затраты на изготовление литейных форм и изложниц;
• За счет сокращения расхода металла на донные части и прибыли слитков позволяет существенно увеличить выход готового продукта;
• Эта технология дает возможность получать отливки практически неограниченной длины и постоянного поперечного сечения;
• Технология непрерывного литья дает возможность получать отливки высокой точности, качества и с очень хорошей поверхностью;
• Технология непрерывного литья позволяет практически полностью автоматизировать процесс разливки расплава, дает возможность использовать для получения слитков непрерывно действующие машины. Получаемые профили можно или отправлять в прокатку и последующую обработку или сразу же использовать в качестве готовых деталей;
• Технология непрерывной разливки стали дает возможность практически полностью исключить такие трудоемкие операции, как изготовление литейных форм, выбивка, очистка отливок, обрубка;
• В технологии непрерывной разливки стали не используются стержневые и формовочные смеси, что положительно влияет на состояние окружающей среды и условия труда литейщиков.
Таким образом, можно констатировать, что непрерывное литье представляет собой действительно прогрессивную технологию.
Источник
Непрерывное литьё
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое «Непрерывное литьё» в других словарях:
НЕПРЕРЫВНОЕ ЛИТЬЁ — металла разливка металла непосредственно из печи или ковша (через промежуточное устройство) в водоохлаждаемый кристаллизатор, из к рого затвердевшая заготовка непрерывно вытягивается через отверстие в противоположном торце. Н. л. впервые было… … Большой энциклопедический политехнический словарь
непрерывное литьё — металлов, получение слитков заготовок, основанное на непрерывном перемещении металла относительно зон заливки и кристаллизации. Осуществляется на машинах непрерывного литья. Разновидность непрерывного литья непрерывная разливка стали. * * *… … Энциклопедический словарь
непрерывное литьё — Syn: непрерывная разливка … Металлургический словарь терминов
непрерывное литьё плавки на плавку — Syn: непрерывная разливка плавки на плавку … Металлургический словарь терминов
Непрерывная разливка стали — процесс получения из жидкой стали слитков заготовок (для прокатки, ковки или прессования), формируемых непрерывно по мере поступления жидкого металла с одной стороны изложницы кристаллизатора и удаления частично затвердевшей заготовки с… … Большая советская энциклопедия
Прокатное производство — получение путём прокатки (См. Прокатка) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных… … Большая советская энциклопедия
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
Разливка металла — процесс наполнения жидким металлом форм, в которых металл кристаллизуется, образуя слитки (См. Слиток). Р. м. отличают от литья (См. Литьё), при котором металл, затвердевая, образует фасонные отливки (детали). Р. м. важный этап… … Большая советская энциклопедия
Поддон — в металлургии, 1) чугунная плита со строго горизонтальной верхней (рабочей) поверхностью, на которую устанавливают изложницы (См. Изложница) для разливки металла (См. Разливка металла); в П. для сифонной разливки имеются углубление в… … Большая советская энциклопедия
Источник
Непрерывное литье монолитных заготовок
Сущность непрерывного литья заключается в получении длинномерных отливок послойного поперечного сечения непрерывной заливкой литейных форм-кристаллизаторов на вертикальных или горизонтальных установках непрерывного действия.
Процесс непрерывного литья осуществляется следующим образом (рис. 1). Расплав из ковша 1 равномерно и непрерывно поступает в водоохлаждаемую металлическую форму-кристаллизатор 2. Частично затвердевшая часть 3 отливки (слитка, прутка, заготовки прямоугольного, квадратного сечения, трубы) непрерывно извлекается валками 4 или иными устройствами; если требуется, отливка разрезается на заготовки пилой 5.
Особенности процесса формирования непрерывной отливки обусловлены тем, что в кристаллизаторе в разных его зонах по высоте или длине в каждый данный момент одновременно происходят все последовательные стадии охлаждения и затвердевания расплава (рис. 1): I — кристаллизатор заполняется расплавом; II — отвод теплоты перегрева; III — кристаллизация; IV — охлаждение отливки. Высокая интенсивность охлаждения расплава способствует направленной его кристаллизации, уменьшению ликвационной неоднородности, неметаллических и газовых включений, а непрерывная подача расплава в верхнюю часть кристаллизующейся отливки -постоянному питанию фронта растущих кристаллов, устранению усадочных дефектов (раковин, рыхлот, пористости). Таким образом, сущность процесса непрерывного литья заключается в возможности создания условий направленной кристаллизации и питания отливки.
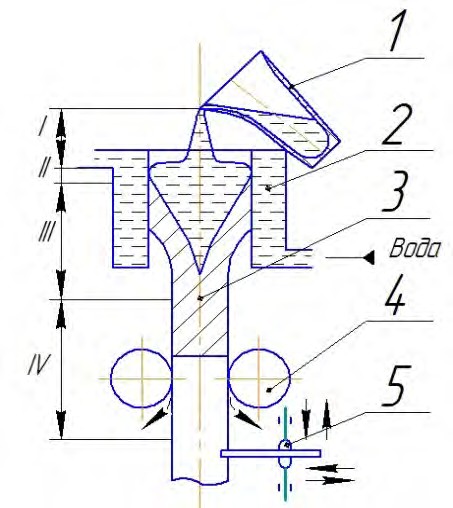
Рисунок 1 — Схема получения отливок при непрерывном литье на вертикальных установках: 1 – ковш; 2 – форма-кристаллизатор; 3 – отливка; 4 – валки; 5 – отрезная пила
Скорость вытягивания слитка (профиля) зависит от температуры, физических свойств и распределения жидкого металла в форме и достигает 2,5 м/мин. Длина кристаллизатора, температурные режимы литья зависят от свойств отливаемого сплава. Алюминиевые и медные сплавы льют в короткие (до 300 мм) кристаллизаторы, а стали и чугуны в длинные (от 1000 до 1500 мм) кристаллизаторы. Как правило, заготовки, полученные способом непрерывного литья, имеют плотное, без усадочных дефектов строение, малую ликвационную
неоднородность и газосодержание, чистую поверхность, достаточно высокую точность размеров. Однако высокая скорость охлаждения расплава во многих случаях приводит к образованию значительных внутренних напряжений в отливках, а иногда к трещинам.
Достоинства непрерывного литья: возможность получения отливок постоянного поперечного сечения неограниченной длины; увеличение выхода годного металла путем уменьшения расхода на прибыли и донные части слитков; уменьшение расходов на изго- товление изложниц и литейных форм; повышение качества металла, точности и улучшение поверхности отливок; автоматизация процесса разливки расплава, возможность создания непрерывно действующих агрегатов для получения слитков и последующей их прокатки в профили или литых заготовок деталей машин и последующей их обработки вплоть до готового изделия; полное исключение трудоемких операций изготовления литейных форм, выбивки, обрубки, очистки отливок; устранение из литейного цеха формовочных и стержневых смесей и связанное с этим существенное улучшение условий труда и уменьшение вредного воздействия литейного процесса на окружающую среду.
Таким образом, непрерывное литье — это прогрессивный материало- и трудосберегающий технологический процесс, позволяющий повысить качество отливок, производительность и улучшить условия труда.
Непрерывное литье позволяет получать отливки сложной конфигурации, которая определяется возможностью непрерывного извлечения из кристаллизатора. Расширение области применения этого прогрессивного процесса литья для машиностроительных деталей связано с необходимостью пересмотра устоявшихся конструктивных ре- шений тех или иных деталей и узлов машин, разработки таких конструкций деталей, которые могли бы быть изготовлены этим способом.
Важнейшим технологическим параметром процесса непрерывного литья является интенсивность охлаждения расплава, определяющая скорость кристаллизации отливки и соответственно ее качество, а также производительность процесса. Увеличение скорости кристаллизации способствует созданию условий направленной кристаллизации и повышению качества литого металла, производительности установок.
Интенсивность отвода теплоты от расплава в кристаллизаторе ограничена тем, что вследствие усадки отливки между кристаллизующейся корочкой металла и стенками кристаллизатора образуется зазор, снижающий скорость отвода теплоты. Для устранения этого явления на определенном участке (по высоте) кристаллизатор делают с обратной конусностью. Однако при недостаточно точном соблюдении температурных режимов литья и скорости вытягивания отливки
обратная конусность повышает вероятность обрыва корочки металла, появления в ней надрывов и трещин.
Для литья фасонных профилей с отверстиями используют установки горизонтального типа с графитовым водоохлаждаемым кристаллизатором (рис. 2).
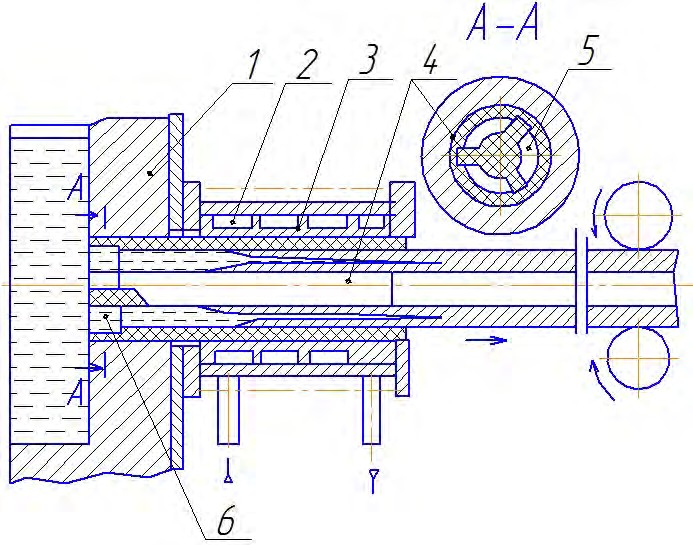
Рисунок 2 — Схема кристаллизатора для горизонтального непрерывного литья трубчатых заготовок: 1 – раздаточная печь; 2 – водоохлаждаемая рубашка; 3 – графитовый вкладыш; 4 – стержень; 5 – отверстия
Область применения непрерывного литья – получение сплошных круглых и прямоугольных заготовок под последующую обработку давлением из алюминия, магния, меди и их сплавов, конструкционных, углеродистых и низколегированных сталей; полых цилиндрических заготовок из сплавов на основе меди под обработку резанием; чугунных заготовок, используемых в станках, судо-, автомобиле- и тракторостроении, химической, авиационной и стекольной промышленности (рис. 3).
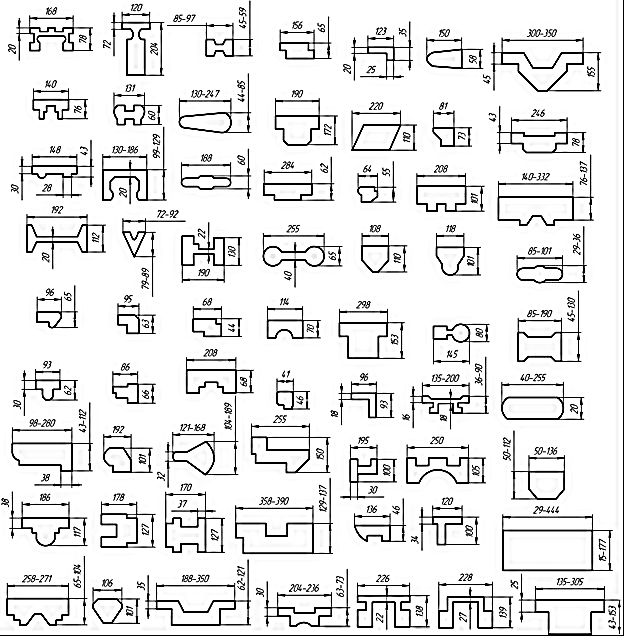
Рисунок 3 — Типоразмеры заготовок, получаемых методами непрерывного литья
Детали из этих заготовок устанавливают на металлорежущие станки, автоматы, полуавтоматы, деревообрабатывающие, литейные, кузнечно-прессовое и текстильное оборудование.
Основные достоинства непрерывного литья:
- возможность получения заготовок с минимальными припусками и максимально приближенных по конфигурации и размерам к готовым деталям, уменьшение за счет этого расхода металла на 15–25 %;
- увеличение выхода годных изделий до 85–92 %;
- исключение наиболее трудоемких операций формовки, смесеприготовления, обрубки и очистки литья;
- значительное сокращение расхода вспомогательных операций;
- увеличение производительности по сравнению с литьем в разовые песчано-глинистые формы возрастает в 4 раза;
- себестоимость снижается в 1,5 раза.
Непрерывное литье многослойных заготовок
Непрерывное литье многослойных заготовок является одним из наиболее перспективных направлений в развитии производства многослойного проката. Этот способ позволяет значительно повысить производительность труда, снизить себестоимость готовых изделий, создать благоприятные условия для механизации и автоматизации производственных процессов.
Предложено множество способов и устройств для реализации процессов многослойного литья. На рисунке 4 представлены наиболее распространенные схемы процессов формообразования многослойных отливок. Суть этих процессов состоит в следующем. В режиме непрерывной заливки металла первоначально формируется слой основного металла, т. е. в систему кристаллизаторов подается, охлаждается и затвердевает металл основного слоя. Полученная заготовка основного слоя в дальнейшем является частью системы кристаллизаторов. На поверхность затвердевшего, но еще горячего слоя основного металла поступает металл плакирующего слоя. В результате взаимодействия металлов твердого, но горячего основного слоя, и жидкого плакирующего происходит их соединение (сварка). Полученное слоистое изделие валками вытягивается из системы кристаллизаторов. Этим способом можно получать двухслойные, трехслойные изделия простой и сложной конфигурации.
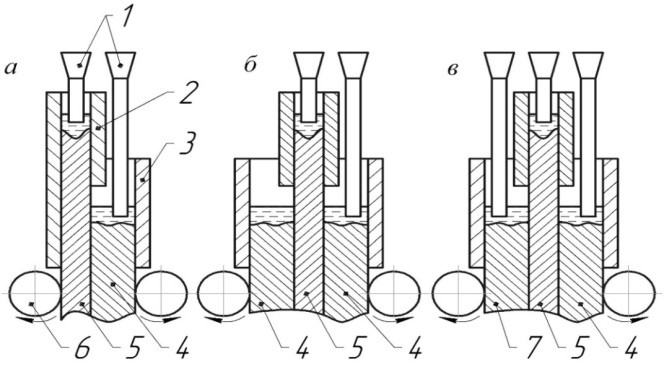
Рисунок 4 — Схемы непрерывного литья многослойных заготовок: а – двухслойных; б – трехслойных биметаллический; в – трехслойных; 1 – питатели; 2, 3 – соответственно внутренний и наружный кристаллизаторы; 4, 7 – плакирующие слои; 5 – основной слой; 6 – валки
На рисунке 5 представлена схема промышленной установки для непрерывного литья плоских слоистых заготовок, предназначенных для последующей прокатки.
Установка включает два кристаллизатора – верхний 3 и нижний
1. Верхний кристаллизатор предназначен для формирования заготовки основного слоя 2, а нижний – плакирующего слоя 6. Основной металл поступает из сталеразливного ковша 4, подвешенного на кране, а плакирующий – из ковша 5, установленного на стенде. В процессе разливки затвердевшая заготовка 2 из основного металла поступает в нижний кристаллизатор, в который заливают плакирующий металл. При взаимодействии последнего со слабоокисленной горячей поверхностью заготовки из основного металла образуется биметаллическая заготовка. На установке можно отливать трехслойные и двухслойные заготовки. Для формообразования двухслойных отливок верхний кристаллизатор необходимо сместить относительно одной из граней нижнего кристаллизатора.
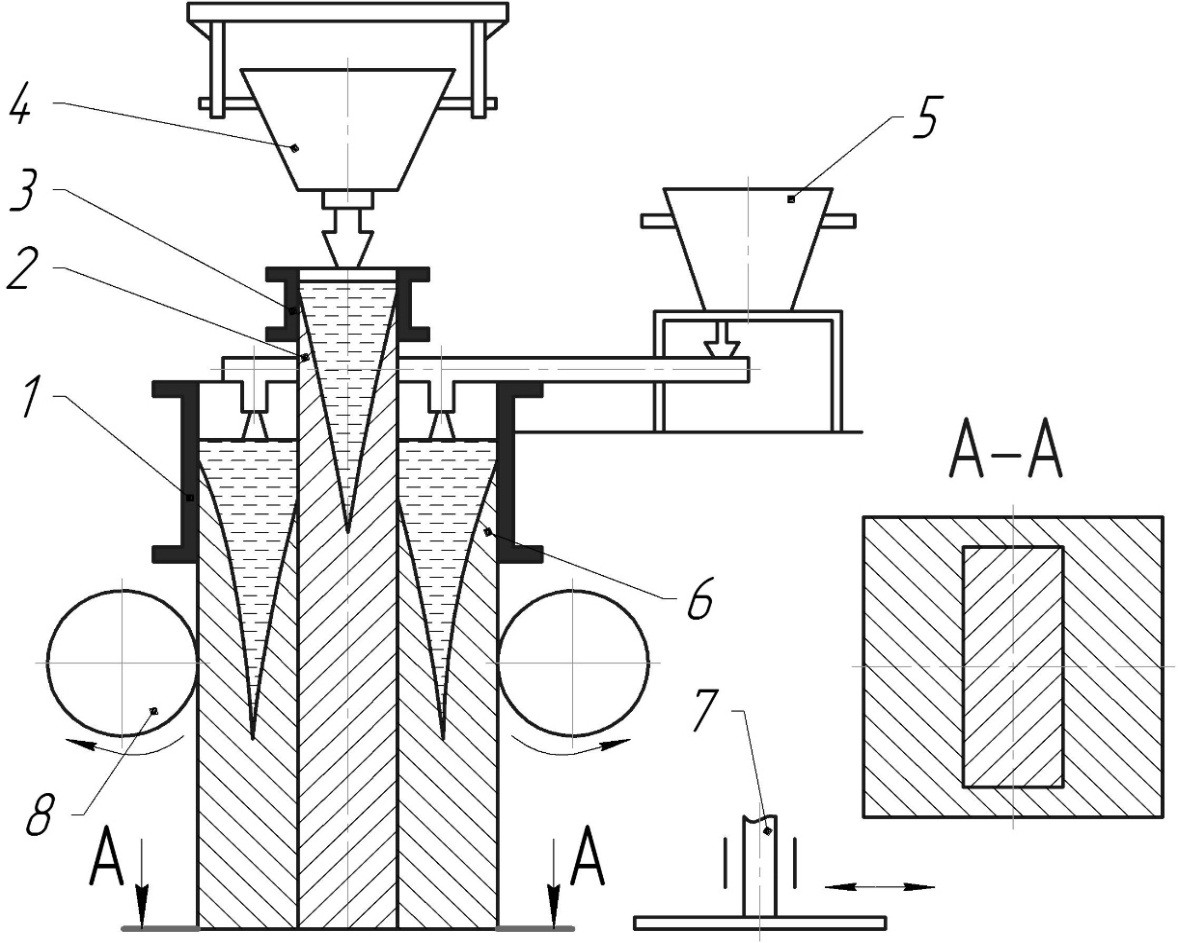
Рисунок 5 — Схема промышленной установки непрерывного литья плоских слоистых заготовок: 1 – нижний кристаллизатор; 2 – основной слой; 3 – верхний кристаллизатор; 4, 5 – разливочные ковши соответственно основного и плакирующего слоев; 6 – плакирующий слой; 7 – отрезная пила; 8 – тянущие валки
На установке получают заготовки с внутренним слоем из мягкой стали 15 и наружными слоями из стали 60, предназначенные для прокатки трехслойной стали.
Были апробированы отливки трехслойных заготовок сталь У9 + сталь 10 + сталь У9, а также трехслойные и двухслойные заготовки с плакирующими слоями из сталей 12Х18ХН10Т и 10х13 с основным слоем из стали Ст3.
Номенклатура и сортамент изделий, которые могут быть получены из непрерывно литых биметаллических заготовок, достаточно широки: отвалы плугов, лемехи, плоскорезы, диски лущильников и борон, пальцы звеньев гусениц тракторов и другое оборудование для сельскохозяйственного машиностроения; биметаллические трубы, двух- и трехслойный лист, плакированный нержавеющей сталью для химического машиностроения и автомобильной промышленности; круглые биметаллические заготовки для изготовления крупногабаритных высоконагруженных шестерен, в частности ведущей шестерни редуктора электровоза; тяжелонагруженных железнодорожных рельсов и колес; заготовки композиции «сталь + цветной металл», в частности медь, для электрохимической промышленности.
Источник



