
- Преимущества и недостатки газовой сварки
- Преимущества газовой сварки
- Недостатки газовой сварки
- Особенности газовой сварки
- Недостатки газовой сварки перед другими способами соединения
- Преимущества и недостатки газовой сварки
- Какими преимуществами обладает газовая сварка?
- Какими недостатками обладает газовая сварка?
- Какими особенностями обладает газовая сварка?
- Особенности газовой сварки
- Суть процесса
- Достоинства и недостатки
- Особенности газовой сварки
- Область применения
- Технология и способы газовой сварки
- Оборудование
- Этапы сварки труб
- Техника безопасности
Преимущества и недостатки газовой сварки
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
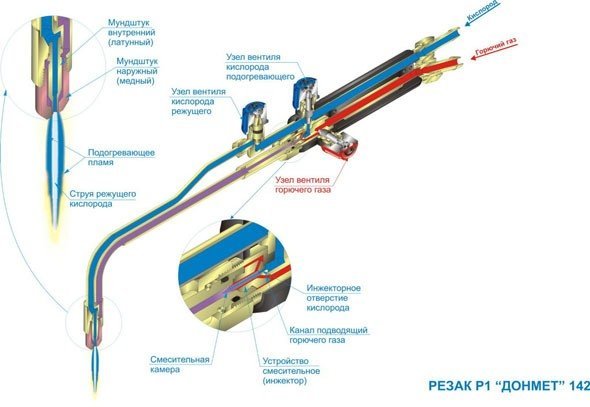
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Источник
Недостатки газовой сварки перед другими способами соединения

Преимущества и недостатки газовой сварки
 В нашей статье мы поговорим о том, какие есть преимущества и недостатки газовой сварки. Но для начала вернемся немного в прошлое.
В нашей статье мы поговорим о том, какие есть преимущества и недостатки газовой сварки. Но для начала вернемся немного в прошлое.

Впервые о сварке узнали и стали применять еще древние египтяне. Если не быть слишком строгим в выражениях, то можно сказать, что древние люди научились спаивать и сваривать металлы вместе с освоением других видов их обработки. Несмотря на то, что древние методы сварки металла отличаются качеством от современных методов, многие старинные храмы, дворцы и здания остались целыми до сих пор. К примеру, на одних сварных конструкциях до наших дней держатся архитектурные творения эпохи Возрождения. Это говорит о высоком качестве сварки, которую применяли наши предки.
Как бы странно это ни звучало, но сначала человеком была открыта электросварка, а спустя много лет, в начале 90-х годов прошлого столетия жители из Франции создали первый сварочный аппарат. Он работал от кислорода и ацетилена. Нужно сказать, что, несмотря на то, что с тех времен прошло много времени, конструкция аппарата и принцип его работы не изменились. Они используются и современным поколением. Естественно, без новых инноваций не обошлось. Например, были усовершенствованы материалы для прокладок, редукторы, кислородные и газовые баллоны, а также оборудование. Преимущества и недостатки газовой сварки без сомнений имеются, как и у лазерной или электродуговой. Их нужно брать во внимания каждый раз, выбирая метод сваривания материала. Это важно, ведь большое значение для прочности и целостности конструкции имеет качество шва, а для заказчика минимизация финансовых затрат.
Какими преимуществами обладает газовая сварка?
— Нет необходимости использовать разные источники электроэнергии и дорогостоящее оборудование. Благодаря этому любые сварочные работы можно смело проводить даже в лесу. Знаете ли вы, что многие нефтепроводы, созданные с 26 по 35 гг прошлого столетия, сваривались при помощи газовой сварки. Это дает возможность осуществлять ремонт в разных частях задний, регионах и областях страны.
— Для сваривания латуни, свинца, меди и чугуна лучше всего подходит газовая сварка. Имеется возможность менять мощность пламени для сварки металлов с разными температурами плавления.
— Медленный нагрев и остывание материала.
— Швы получаются идеально ровными и высококачественными. Конечно же, для этого нужно грамотно выбрать вид и мощность пламени, а также марку проволоки.
— Прочность швов часто получается выше, чем в случае применения электродуговой сварки с использование некачественных электродов.
— У сварщика появляется возможность быстро изменять температуру пламени.
— С помощью данного вида сварки можно не только закалять, но и резать, а также сваривать разные виды металлов.
Какими недостатками обладает газовая сварка?
— Производительность падает вместе с толщиной. Если толщина металла будет больше 5 мм, то его сварка будет невыгодной. В данном случае целесообразно использовать электродуговую сварку.
— Большая зона нагрева. Она может стать причиной перегрева термически неустойчивых элементов, которые будут находиться рядом с зоной нагрева.
— Во время использования газовой сварки применяются опасные вещества, которые могут стать настоящей бомбой. Газовые баллоны нужно держать как можно дальше от органических веществ, например, масел и жиров.
— Нельзя использовать этот вид сварки, если соединяются металлы толщиной до 3 мм внахлест. Дело в том, что в данном случае в металла появляется напряжение, которое может стать причиной образования деформаций в местах спайки.
— Газовую сварку не рекомендуется использовать для сварки высокоуглеродистых сталей.
— При данном виде сварки невозможно легировать наплавляемый металл. К тому же, на качество швов сильно влияет качество обмазки и электродов.
— Не поддается механизации.
— Медленное остывание и нагрев свариваемых поверхностей.
Теперь вы знаете все преимущества и недостатки газовой сварки. Может быть, вы заметили, что медленная скорость нагревания и остывания есть и в достоинствах, и в недостатках. На самом деле, это качество относится и к первому, и ко второму. Преимущество при сваривании некоторые сплавы и металлы нуждаются в мягких условиях. Недостатки многие металлы нуждаются в других условиях сварки.
Какими особенностями обладает газовая сварка?
Можно выделить две особенности этой сварки:
— чем чище кислород, тем меньше его расход, тем выше скорость резки и чище кромка
— при газовой сварке зачастую получают торцевые и стыковые соединения
Таким образом, этот вид сварки пользуется большим спросом и прочно занял свою нишу. Скорее всего, его будут применять в разных отраслях производства еще много лет.
Источник
Особенности газовой сварки
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
 Газовая сварка металлической трубы
Газовая сварка металлической трубы
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен. Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Достоинства и недостатки
Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.
Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
 Газовая сварка медной трубы
Газовая сварка медной трубы
Область применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.
Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
 Водород для сварки
Водород для сварки
Оборудование
Виды оборудования для газовой сварки:
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.
На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
С помощью резака можно разделять металлические заготовки на части.
 Зачистка металлической поверхности
Зачистка металлической поверхности
Техника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
Газовая сварка — востребованный способ термического соединения металлических деталей. Перед тем как начинать сварочные работы, требуется ознакомиться с особенностями технологического процесса, подготовить оборудование, свариваемые детали. Чтобы не навредить организму, важно соблюдать правила техники безопасности.
Источник



