
- Pereosnastka.ru
- Обработка дерева и металла
- Деформации при сварке. Способы борьбы с ними
- Как минимизировать сварочные деформации?
- Технологические приемы, позволяющие снизить деформации при дуговой сварке
- Добавить комментарий Отменить ответ
- Как избежать деформаций при сварке? Способы устранения сварочных деформаций
- Меры по предотвращению сварочных деформаций
- Техника сварки, позволяющая избежать сварочных деформаций
- Термообработка после сварки для устранения напряжений и деформаций
- Отпуск после сварки для снятия напряжений
- Отжиг для устранения внутренних напряжений
- Аргонодуговая обработка для снятия остаточных напряжений
- Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
- Термическая правка металла
- Механическая правка сварного соединения
Pereosnastka.ru
Обработка дерева и металла
Сварочные деформации вследствие изменения размеров и формы конструкций существенно затрудняют их сборку, ухудшают внешний вид и эксплуатационные качества. Сварочные напряжения снижают сопротивляемость сварных конструкций разрушению, особенно при воздействии циклических нагрузок и агрессивных сред. Поэтому применяют различные способы уменьшения или устранения сварочных деформаций И напряжений.
Мероприятия по уменьшению деформаций и напряжений могут осуществляться на разных стадиях изготовления конструкции: до сварки — на стадии проектирования конструкции и технологии производства, во время и после сварки.
Мероприятия, применяемые преимущественно для снятия сварочных напряжений, влияют на деформации и, наоборот, мероприятия, применяемые преимущественно для уменьшения деформаций, влияют на величину напряжений. Рассмотрим основные способы уменьшения сварочных деформаций и напряжений.
Уменьшение остаточных сварочных напряжений. Способы уменьшения остаточных напряжений делят на термические, механические и термомеханические. Наиболее эффективно снятие остаточных напряжений способами, осуществляемыми после сварки.
К термическим способам „относят предварительный и сопутствующий подогрев во время сварки и высокий отпуск после сварки.
Подогрев снижает предел текучести металла в момент сварки, что и влияет на формирование и величину остаточных напряжений. Снижение напряжений при низкотемпературном подогреве (до 200—250 °С) составляет ориентировочно не более 30—40%.
Общий высокий отпуск является наиболее эффективным методом уменьшения остаточных напряжений, так как позволяет снизить напряжения на 85—90% от исходных значений и одновременно улучшить пластические свойства сварных соединений. Высокий отпуск состоит из нагрева (для стали до температуры около 650 °С), вьщержки (2—4 ч) и медленного охлаждения.
Местный отпуск применяют для снятия пиковых величин остаточных напряжений и восстановления пластических свойств сварных соединений. При местном отпуске нагревают до заданной температуры лишь часть конструкции.
Поэлементный отпуск состоит в том, что при монтаже крупного баритных конструкций подвергают отпуску отдельные узлы кон струкции, включающие зоны и элементы, где отпуск необходим а затем эти узлы сваривают между собой чаще всего встык с полным проваром без концентраторов. Обычно в этих соединениях предусматривают снятие напряжений местными способами (термическими или механическими).
Механические способы (проковка, прокатка, вибрация, взрывная обработка, ультразвуковая обработка, приложение нагрузки к сварным соединениям) основаны на создании пластической деформации металла сварных соединений, вследствие чего происходит снижение растягивающих остаточных напряжений.
Металл проковывают непосредственно после сварки по горячему металлу или после его остывания. Основное преимущество этого метода заключается в простоте применяемого оборудования, универсальности и оперативности.
Прокатка обеспечивает более равномерную пластическую деформацию металла по сравнению с проковкой и в основном предназначена для устранения остаточных деформаций.
Приложение нагрузки к сварным соединениям осуществляют растяжением или изгибом элементов. Суммирование остаточных и приложенных напряжений вызывает пластические деформации удлинения и после снятия нагрузки снижение максимальных напряжений.
Наряду с рассмотренными механическими методами для снятия напряжений начинают использовать вибрацию, ультразвуковую и взрывную обработку.
Термомеханические способы основаны на одновременном протекании тепловых и механических процессов.
Способы уменьшения сварочных деформаций. Все мероприятия по уменьшению деформаций можно разделить на три группы в зач висимости от того, применяют ли их до сварки, в процессе сварки или после нее.
Мероприятия, применяемые до сварки.
1. Рациональное конструирование сварного изделия, которое включает: – уменьшение количества наплавленного металла и соответственно количества вводимого при сварке тепла за счет уменьшения сварных швов и их сечений; – избежание скоплений и перекрещиваний швов; – симметричное расположение швов для уравновешивания деформаций; – симметричное расположение ребер жесткости, накладок, косынок и т. д. и их минимальное использование.
2. На стадии разработки технологии целесообразно предусматривать: – размеры и форму заготовок с учетом величины возникающих прй сварке усадок; – предварительную деформацию заготовок, которая была бы противоположной ожидаемой сварочной деформации; – правильный выбор вида сварки, учитывая, что деформации при ручной сварке, как правило, больше, чем при автоматической, а деформации при сварке под флюсом больше, чем при сварке в углекислом газе.
Мероприятия, применяемые в процессе сварки:- – снижение погонной энергии при назначении более экономичных режимов; – искусственное охлаждение зоны сварки, например, водой, водо-охлаждаемыми медными накладками и т. д. для уменьшения зоны нагрева и соответственно сварочных деформаций; – закрепление свариваемых изделий в жестких приспособлениях; применение многослойных швов вместо однослойного, проковка швов после каждого прохода; – рациональная последовательность сварки для уравновешивания деформаций, применение обратноступенчатого способа сварки, заключающегося в том, что всю длину шва разбирают на отдельные ступени и сварку каждой ступени выполняют в направлении, обратном общему направлению сварки.
Мероприятия, применяемые после сварки: механическая правка сварных изделий для создания пластических деформаций, обратных сварочным, путем растяжения, изгиба, местного деформирования проковкой, прокаткой роликами, осадкой металла по толщине под прессом и др.; – тепловая правка местным нагревом. Расширяющийся при местном нагреве металл осаживается прилегающим холодным металлом, поэтому после охлаждения размеры нагретого участка уменьшаются, что приводит к устранению местных деформаций (хлопунов, выпучин и т. д.); – высокий отпуск деталей в зажимных приспособлениях.
Источник
Деформации при сварке. Способы борьбы с ними
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.

Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.

Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.

Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия. Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник
Как избежать деформаций при сварке? Способы устранения сварочных деформаций
Статья «Как избежать деформаций при сварке? Способы устранения сварочных деформаций» является заключительным продолжением для статей «Деформации и напряжения при сварке. Причины сварочных деформаций и напряжений» и «Виды деформаций и напряжений при сварке».
Для уменьшения внутренних деформаций и напряжений применяют ряд технологических приёмов по технике и очерёдности выполнения швов и их расположению, по выбору правильной конструкции изделия, по выбору режимов ручной дуговой сварки (или другого способа сварки).
Меры по предотвращению сварочных деформаций
Одним из способов устранения сварочных деформаций является сварка в кондукторах — специальных приспособлениях, позволяющих жёстко закрепить изделие. Кроме этого, часто применяют предварительную деформацию свариваемых деталей. Направление предварительной деформации должно быть противоположно ожидаемой деформации при сварке. Такая мера называется ещё методом предварительного изгиба.
Такой метод используют для предотвращения угловых деформаций при сварке угловых швов и при сварке нахлёсточных соединений. При сварке листового металла малой ширины, их выгибают в сторону, обратную от предполагаемой деформации.
В случае сварки листов большой ширины, их сварные кромки предварительно изгибают. Для предотвращения деформаций при сварке тавровых и двутавровых соединений, их закрепляют в приспособления, которые изгибают детали в сторону, обратную предполагаемой деформации.
Техника сварки, позволяющая избежать сварочных деформаций
.jpg) Существуют разные варианты техники сварки, позволяющие уменьшить сварочные напряжения и поводки. При выполнении сварочных швов большой длины, используют обратноступенчатый способ сварки на проход (схема а) на рисунке слева). При выполнении многослойной сварки, наплавляются каскадные сварные швы, или горкой. Каждый из этих слоёв (кроме первого и последнего) проковывают.
Существуют разные варианты техники сварки, позволяющие уменьшить сварочные напряжения и поводки. При выполнении сварочных швов большой длины, используют обратноступенчатый способ сварки на проход (схема а) на рисунке слева). При выполнении многослойной сварки, наплавляются каскадные сварные швы, или горкой. Каждый из этих слоёв (кроме первого и последнего) проковывают.
Кроме этого, сварные швы выполняются таким образом, чтобы каждый последующий шов вызывал напряжения, противоположные напряжениям от предыдущего шва (схемы б) и в) на рисунке слева).
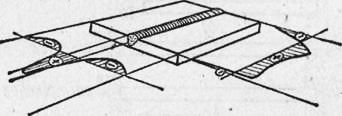
.jpg) Последовательность сварки не должна препятствовать возможной свободной деформации сварной металлоконструкции. Например, при сварке листового настила из металлических полос, необходимо, в первую очередь, сваривать листы в каждом слое настила, а затем сваривать слои между собой (см. рисунок справа).
Последовательность сварки не должна препятствовать возможной свободной деформации сварной металлоконструкции. Например, при сварке листового настила из металлических полос, необходимо, в первую очередь, сваривать листы в каждом слое настила, а затем сваривать слои между собой (см. рисунок справа).
При сварке вязких материалов, применяют способы сварки, позволяющие снизить остаточные напряжения. К таким способам относятся закрепление свариваемой детали в специальных приспособлениях. В таких приспособлениях свариваемые детали собирают, сваривают и остужают.
Кроме этого, применяют различные приёмы, позволяющие быстро отводить тепло от сварного изделия, например, при охлаждении под струёй воды, или отвод теплоты с помощью медных подкладок.
Если свариваемый металл склонен к формированию закалочных структур, то резкое охлаждение сварного шва и зоны термического влияния приводит к возникновению внутренних напряжений и образованию холодных трещин в металле.
Для того, чтобы уменьшить перепад температур в металле, пред сваркой выполняют предварительный подогрев. Если сварочные работы ведутся при низких температурах, то подогрев обязателен даже если выполняется сварка низкоуглеродистых сталей.
Термообработка после сварки для устранения напряжений и деформаций
Отпуск после сварки для снятия напряжений
При сварке углеродистых конструкционных сталей выполняют общий высокотемпературный отпуск. Для этого сварное изделие нагревают до температуры 630-650°C, выдерживают при этой температуре и охлаждают. Время выдержки определяется из расчёта 2-3мин на миллиметр толщины металла.
Охлаждение сварного соединения должно происходить медленно, чтобы при остывании вновь не возникли внутренние напряжения. Скорость охлаждения стали определяется, в зависимости от её химического состава. Чем больше в составе стали присутствует элементов, способствующих закалке, тем меньше скорость охлаждения при отпуске после сварки. Часто сварное соединение охлаждают вместе с печью до температуры 300°C, а затем на обычном воздухе.
Отжиг для устранения внутренних напряжений
Отжиг для устранения напряжений и деформаций при сварке выполняется полный или низкотемпературный. При полном отжиге сварное изделие нагревают до температуры 800-950°C, выдерживают и охлаждают вместе с печью. После такого отпуска вязкость и пластичность сварного шва увеличивается, а твёрдость уменьшается.
При низкотемпературном отпуске сварное соединение нагревают до температуры 600-650°C и охлаждают вместе с печью. При таком отпуске, нагрев металла происходит до температур, ниже критических, поэтому, преобразований в кристаллической структуре металла не происходит.
Аргонодуговая обработка для снятия остаточных напряжений
Для снятия остаточных напряжений и деформаций после сварки применяют аргонодуговую обработку. Суть её заключается в том, что переходную зону от сварного шва к основному металлу расплавляют неплавящимся электродом в среде аргона. При расплавлении этой переходной зоны напряжения, действующие между металлом шва и основным металлом, исчезают. При кристаллизации, они появятся вновь, но их величина будет намного меньше изначальной. Такой способ позволяет снизить остаточные напряжения до 70%. Кроме снижения напряжений, этот метод позволяет получить плавный переход от шва к основному металлу и это существенно увеличивает прочность конструкции.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные пластические деформации, то можно полностью устранить остаточные напряжения и деформации при сварке. Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше 450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять пневматический молоток. В случае выполнения многослойных швов, не выполняют проковку последнего слоя и первого, на котором от ударов возможно образование трещин. Таким способом снимают напряжения в металле при заварке дефектов или при выполнении замыкающего сварного шва.
Термическая правка металла
Для устранения сварочных деформаций может применяться термическая правка, при которой нагрев сварного соединения происходит газовым пламенем, либо электрической дугой от неплавящегося электрода. При термической правке металл нагревается до температуры 750-850°C и начинает стремительно расширяться. Но, окружающие его холодные слои металла препятствуют его расширению и вызывают пластическую деформацию данного участка. При охлаждении, металл нагретого участка сжимается, и в нём происходит частичное или полное устранение деформаций.
Механическая правка сварного соединения
При сварке тонкого металла (до 3мм) правка производится вручную, с помощью молотка. При больших толщинах металла применяют прессы. Этот способ устранения сварочных деформаций не нашёл широкого применения, т.к. термическая правка является более целесообразным способом.
После механической правки на поверхности металла остаётся местный наклёп и предел текучести на этом участке повышается. При этом, пластичность стали снижается. Подобная неоднородность механических свойств негативно отражается на статической прочности всей металлоконструкции и при её работе под переменными нагрузками.
Источник



