
Методы изготовления резьбы
Одной из наиболее распространенных в машиностроении, авиастроении, приборостроении, при организации разнообразных ремонтных работ, отдельных технологических операций и других мероприятиях, является изготовление резьбы. Ее получают, используя следующие способы и методы:
• Нарезание при помощи плашек, метчиков, резьбонарезных головок
• Нарезание резьбовыми гребенками и резьбовыми резцами
• Фрезерование с использованием такого специализированного инструмента, как резьбовые фрезы
• Накатывание с помощью специальных роликов
• Шлифование с помощью специальных абразивных кругов
Нарезание резьбы резцами
На современных машиностроительных предприятиях такая технологическая операция, как нарезание резьбы резцами, используется очень широко. Для этого применяются токарно-винторезные станки, причем на них изготавливается резьба как наружная, так и внутренняя.
Одной из основных характеристик способа нарезания резьбы резцами является ее относительно невысокая производительность. Именно поэтому он чаще всего используется в индивидуальном и мелкосерийном производстве. Кроме того, нарезание резьбы при помощи резцов весьма эффективно для изготовления таких деталей, как ходовые винты, точные винты, калибры и т.п.
Нарезание резьбы плашками
Такой распространенный режущий инструмент, как плашки, используется для того, чтобы с его помощью нарезать необходимую резьбу на болтах, винтах, шпильках, а также некоторых других деталях.
Перед тем, как нарезать резьбу, тот участок детали, на котором она будет находиться, предварительно обрабатывается. Согласно технологическим требованиям, диаметр поверхности должен быть меньше наружного диаметра самой резьбы примерно на 0,1 – 0,3 миллиметра. Для того чтобы плашка смогла «зайти» на деталь, необходимо снять фаску. Ее высота должна быть такой же, как и высота профиля самой резьбы.
Нарезание резьбы метчиками

Для нарезания внутренних метрических резьб, диаметр которых составляет 50 миллиметров и менее, чаще всего используется такой режущий инструмент, как метчик.
С точки зрения конструкции метчик – это ни что иное, как стальной стержень, на котором нарезана резьба, разделенная на отдельные участки или винтовыми, или прямыми канавками, которые образуют режущие кромки. По этим же канавкам отводится стружка, образующаяся в процессе нарезания резьбы. Что касается способа применения, то по этому показателю метчики подразделяются специалистами на две основные разновидности: ручные и машинные. Все необходимые диаметры отверстий которые необходимо просверлить под метрическую резьбу, выбираются в соответствии с теми величинами, которые наличествуют в соответствующих стандартных таблицах.
Как правило, изготовление резьбы при помощи метчиков предполагает использование их комплектов, состоящих из двух или трех отдельных инструментов (точное количество определяется в зависимости от диаметра резьбы). Согласно опыту применения инструмента, нарезание внутренней резьбы с использованием всего лишь одного метчика и за один заход нельзя. Дело в том, что это может привести к поломке режущего инструмента.
При нарезании метрических резьб на токарных станках чаще всего используются машинные метчики. Этот инструмент позволяет производить нарезку резьбы всего лишь за один проход.
Накатывание резьбы
Такая технологическая процедура, как накатывание резьбы, производится с помощью специальных роликов, цилиндрическая поверхность которых имеет профиль образуемой резьбы. В процессе накатывания резьбы тот профиль, который имеет накатной инструмент, материализуется на заготовке путем вдавливания в нее.
Одним из основных преимуществ такого технологического процесса, как накатывание резьбы, является то, что в его процессе происходит не разрезание, а пластическая деформация металла. По этой причине резьба имеет не только чистую и ровную, но еще и уплотненную поверхность. В большинстве случаев такая процедура, как накатывание резьбы, используется в массовом и крупносерийном производстве, поскольку отличается высокой производительностью, а также достаточной точностью.
Фрезерование резьбы
Эта технологическая процедура изготовления резьбы осуществляется на специализированных резьбофрезерных станках. В них режущим инструментом является гребенчатая фреза, которая с использованием радиальной подачи фрезерует резьбы на поверхности детали, врезаясь в нее.
Шлифование точной резьбы
При изготовлении точных резьб используется такой технологический процесс, как шлифование. Состоит он в том, что расположенный к детали под углом подъема резьбы шлифовальный круг быстро вращается, и подается к медленно вращающейся детали, прорезая на ее поверхности соответствующую канавку. Чаще всего это технологический метод используется для нарезания резьбы на резьбовых роликах, калибрах и т.п.
Источник
Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
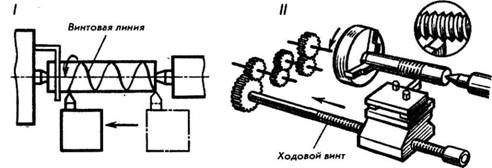
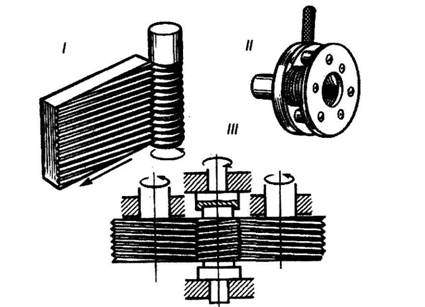
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
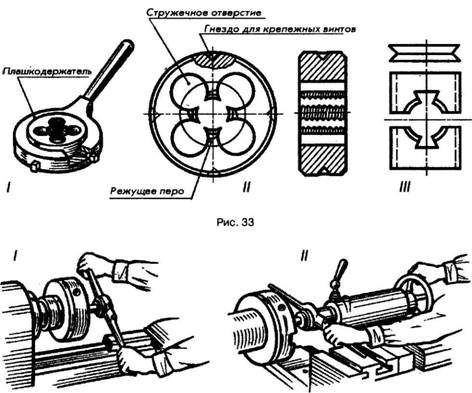
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
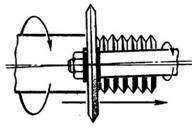
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
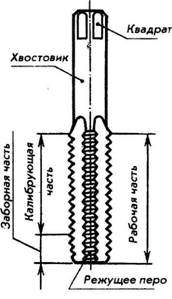
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
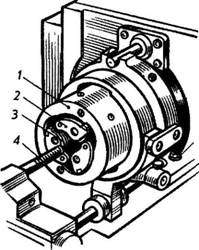
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

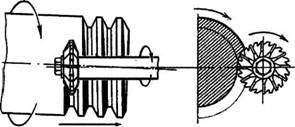
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Источник
Методы получения резьбы
Применяются следующие способы получения резьб:
лезвийная обработка резанием;
электрофизическая и электрохимическая обработка.
Наиболее распространенным и универсальным способом получения резьб является лезвийная обработка
резанием. К ней относятся:
нарезание наружных резьб плашками;
нарезание внутренних резьб метчиками;
точение наружных и внутренних резьб резьбовыми резцами и гребенками;
резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
нарезание наружных и внутренних резьб резьбонарезными головками;
вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим
высокое качество получаемой резьбы. К накатыванию резьб относятся:
накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или
накатывание наружных и внутренних резьб резьбонакатными головками;
накатывание наружных резьб плоскими плашками;
накатывание наружных резьб инструментом ролик-сегмент;
накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами.
Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не
нашло широкого применения в промышленности.
Литье (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и
Электрофизическая и электрохимическая обработка (например, электроэрозионная,
электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и
хрупких материалов, например твердых сплавов, керамики и т. п.
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка).
Основные элементы резьбы: угол подъема винтовой линии а, шаг резьбы р, угол профиля у, наружный и внутренний диаметры. В зависимости от назначения резьбового соединения применяются разные типы резьбы.
По направлению витков резьба бывает правой и левой. Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент—плашки. Они бывают круглые, резьбонакатные и раздвижные. Круглая плашка выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками со шлицем для отвертки.
В корпусе резьбонакатной плашки установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба—более качественной и точной.
Раздвижные призматические плашки состоят из двух раздвигающихся и отодвигающихся полуплашек.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы и и ее шаг р. Эти данные обозначены на плашке. Затем по таблице определить диаметр стержня для этой резьбы и выбрать заготовку.
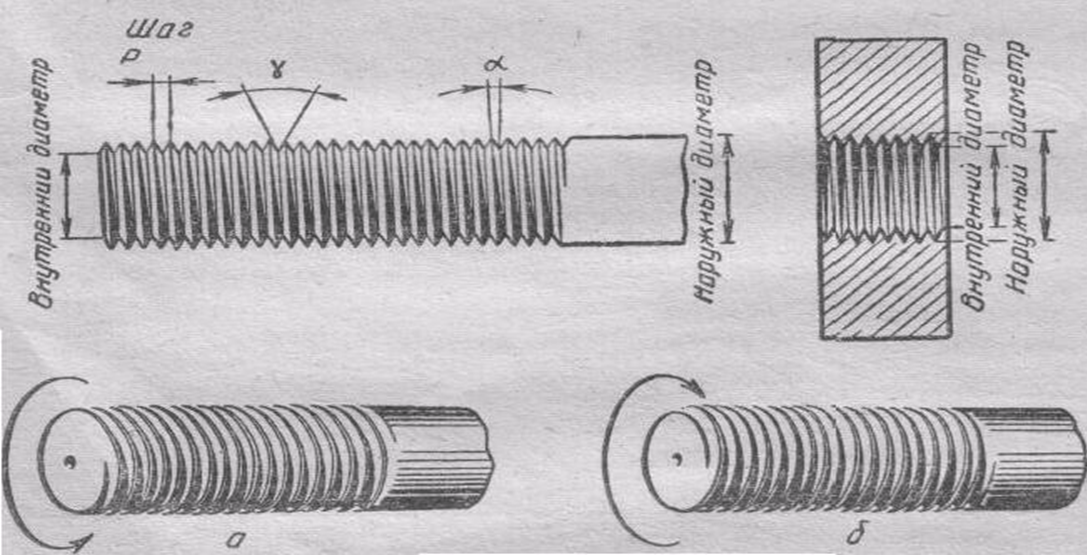
Элементы резьбы. Виды резьбы:
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1. 0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4. 0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателя, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
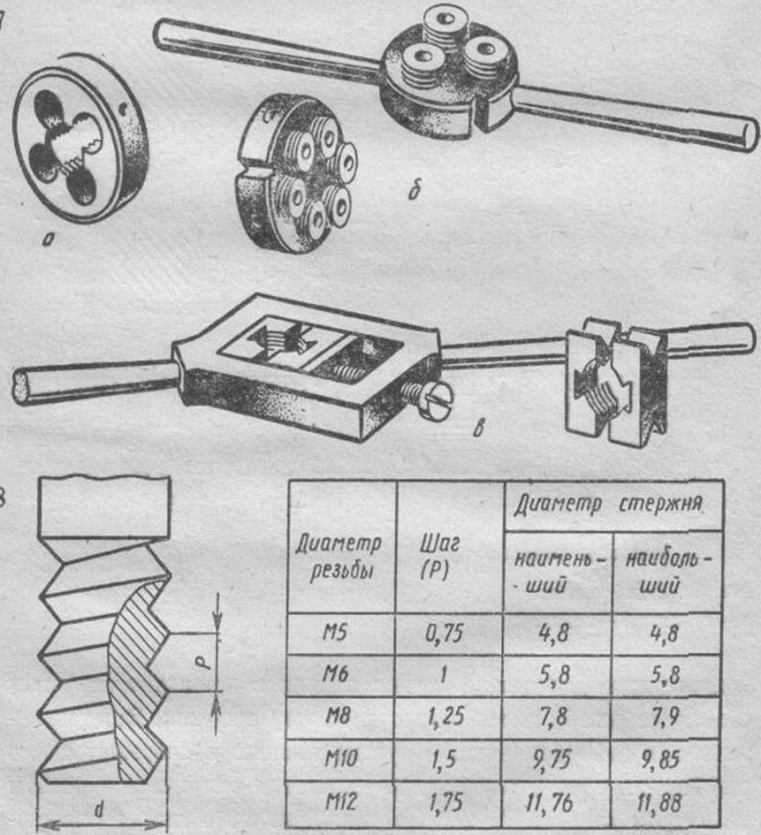
а—круглая; б—резьбонакатная; в—раздвижная.
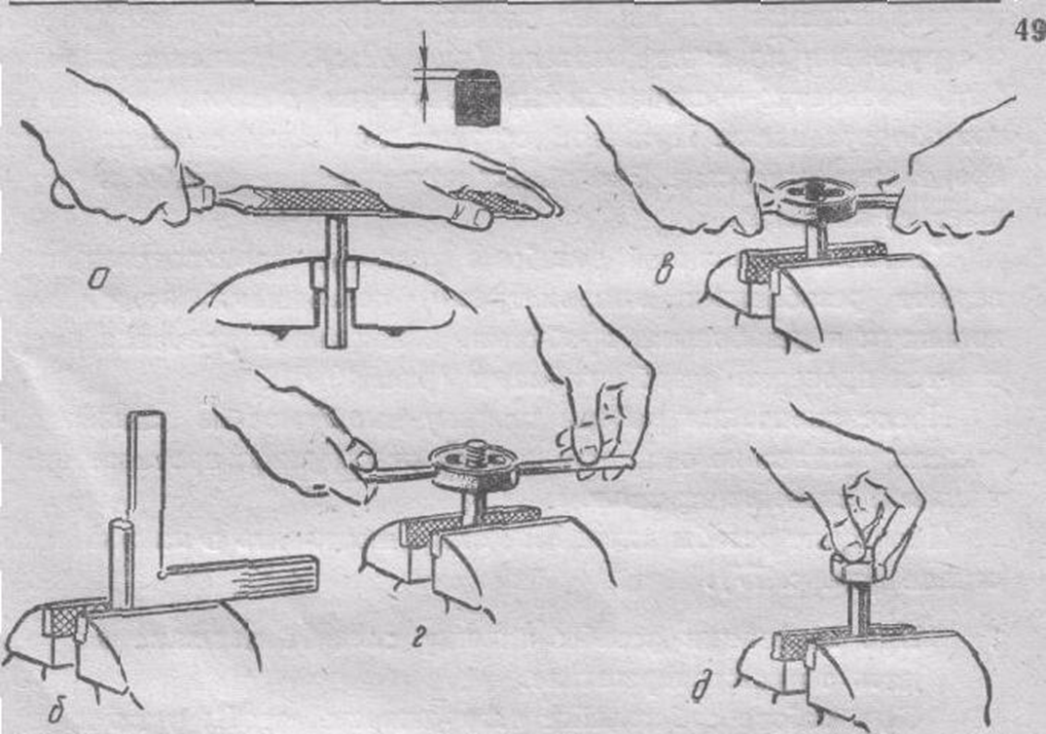
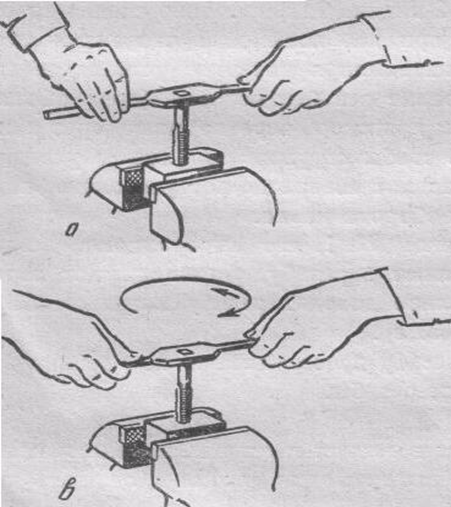
Нарезание резьбы плашкой:
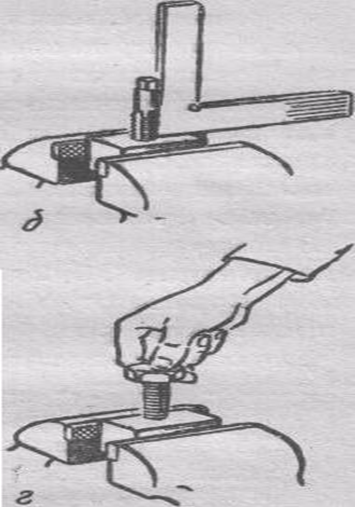
а — снятие фаски; б — установка заготовки по угольнику; в — установка плашки; г — нарезание резьбы; д — проверка качества резьбы.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. 25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок. Плашку, закрепленную в плашкодержателя, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее. После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя . Вращение должно быть возвратно-поступательным: Один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрамикольцами и резьбовыми пробками. В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном Станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателя. При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой. Для смазки пользуйтесь кисточкой или масленкой. Не сдувайте стружки с плашки, а пользуйтесь щеткой сметкой. Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные само-выдавливающие винты для стальных и чугунных деталей, твердость которых, меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком . Он состоит из хвостовика и рабочей части. Хвостовиком метчик крепится в воротке или патроне станка. Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2—средний и № 3—чистовой) для резьбы диаметром больше 3 мм. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски(1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы—диаметр и шаг.
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление—вороток.
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице подбирают диаметр сверла.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия.
Нарезание резьбы метчиком:
а — установка метчика; б — проверка угольником установки метчика; в — нарезание резьбы; г — проверка качества резьбы.
Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше—резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик. Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик—перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником.
Нарезают резьбу следующим образом .Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу.
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков. Необходимо тщательно следить за тем, чтобы не было перекоса метчика. Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях. Обязательно надо периодически смазывать нарезаемую резьбу маслом.
Вопрос 3. Состав конструкторской документации.
Состав конструкторской документации регламентирован ГОСТом, которым определены, кроме того, виды и комплектность конструкторских документов на изделия всех отраслей промышленности: чертежи деталей, сборочный, общего вида, теоретический, габаритный, монтажный; чертёж-схема; спецификация, техническое описание, ведомости, пояснительная записка и др.
Текстовая документация может содержать сплошной текст (техническое описание, паспорт, расчеты, пояснительные записки, инструкции и т. п.) и текст, разбитый на графы (спецификации, ведомости, таблицы и др.).
На чертеже деталисодержатся ее изображение и данные, необходимые для ее изготовления в натуре: размеры, материал, термообработка до заданной прочности (в кг/мм 2 ), чистота обработки поверхности, класс точности и допуски.
На сборочном чертежеизображается сборочная единица,
дающая представление о расположении и взаимной связи ее составных частей и обеспечивает возможность сборки и контроля. На нем иногда помещаются схемы соединения или расположения составных частей изделия (если они не оформлены специальными документами) и показываются крайние положения подвижных частей конструкции.
Дата добавления: 2016-05-05 ; просмотров: 7165 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



