
Плазменное напыление покрытий
При плазменном способе нанесения покрытий напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую поверхность при помощи потока плазмы с высокой температурой. Напыляемый материал выпускается в виде прутков, порошков или проволоки. Порошковый способ наиболее распространенный.
Уникальность метода плазменного напыления заключается в высокой температуре (до 50 тыс. градусов по Цельсию) плазменной струи и высокой скорости (до 500 м/с) движения частиц в струе. Нагрев же напыляемой поверхности невелик и составляет не более 200 град.
Производительность плазменного напыления составляет 3-20 кг/ч для плазмотронных установок мощностью 30. 40 кВт и 50-80 кг/ч для оборудования мощностью 150. 200 кВт.
Прочность сцепления покрытия с поверхностью детали в среднем равна 10-55 МПа на отрыв, а некоторых случаях — до 120 МПа. Пористость покрытия находится в пределах 10. 15%. Толщина покрытия обычно не более 1 мм, так как при ее увеличении в напыляемом слое возникают напряжения, стремящиеся отделить его от поверхности детали.
Плазменно-дуговое напыление в сочетании с одновременной обработкой поверхности вращающейся металлической щеткой позволяет уменьшить пористость покрытия до 1-4%, а общую толщину напыления увеличить до 20 мм.
Плазмообразующими газами служат азот, гелий, аргон, водород, их смеси и смесь воздуха с метаном, пропаном или бутаном.
Для плазменного напыления используют проволоку, в том числе порошкового типа, порошки из черных и цветных металлов, никеля, молибдена, хрома, меди, оксиды металлов, карбиды металлов и их композиции с никелем и кобальтом, сплавы металлов, композиционные материалы (никель-графит, никель-алюминий и др.) и механические смеси металлов, сплавов и карбидов. Регулирование режима напыления позволяет наносить как тугоплавкие материалы, так и легкоплавкие.
Основой для плазменного напыления могут служить металлы и неметаллы (пластмасса, кирпич, бетон, графит и др.). Для нанесения покрытий на небольшие поверхности применяется микроплазменный способ напыления, который позволяет сэкономить потери напыляемого материала (ширина напыления 1-3 мм).

С целью повышения адгезии напыленных покрытий, защиты от окисления, уменьшения пористости используется метод плазменного напыления в защитной среде (вакуум, азот, смесь азота с аргоном и водородом) и с применением специальных сопел, закрывающих область между распылителем и обрабатываемой поверхностью. Перспективным направлением в технологии плазменного напыления является сверхзвуковое напыление.
Процесс плазменного напыления включает 3 основных этапа:
1) Подготовка поверхности.
2) Напыление и дополнительная обработка покрытия для улучшения свойств.
3) Механическая обработка для достижения чистовых размеров.
Предварительные размеры поверхностей под напыление должны быть определены с учетом толщины напыления и припуска на последующую механическую обработку. Переходы поверхностей должны быть плавными, без острых углов, во избежание отслаивания покрытия. Отношение ширины паза или диаметра отверстия к его глубине должно быть не меньше 2.

Порошки для напыления
Детали перед напылением должны быть тщательно очищены и обезжирены. Ремонтные детали, имеющие замасленные пазы или каналы, следует нагреть в печи при температуре 200-340 град. в течение 2-3 часов для выпаривания масла.
Далее производится активация поверхности — придание ей определенной шероховатости для обеспечения адгезии. Активацию производят при помощи обдува детали сжатым воздухом с абразивом или нарезанием рваной резьбы.
Абразив выбирают зернистостью 80. 150 по ГОСТ3647, или применяют чугунную/стальную дробь ДЧК, ДСК №01. 05 по ГОСТ 11964.
Металлическая дробь не применяется для обработки жаростойких, коррозионно-стойких сталей и цветных металлов и сплавов, т. к. может вызвать их окисление.
Шероховатость поверхности под плазменное напыление должна составлять 10. 60 Rz, поверхность должна быть матовой.
Поверхности, не подлежащие абразивной обработке, защищают экранами. Зона обдува на 5+/-2 мм должна быть больше, чем номинальный размер напыленной поверхности.
Тонкие детали закрепляют в приспособлениях с целью предотвращения их коробления во время обработки.
Расстояние от сопла до детали при абразиво-струйной обработке должно находиться в пределах 80. 200 мм, меньшие значения принимают для более твердых материалов, большие — для мягких. После этого детали обеспыливают путем обдува сжатым воздухом.
Промежуток времени между очисткой и напылением должен составлять не более 4ч, а при напылении алюминия и других быстро окисляющихся материалов — не более часа.
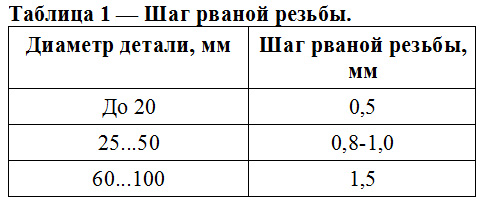
Нарезание рваной резьбы вместо абразиво-струйной обработки применяют для деталей с формой тел вращения. Резьбу нарезают на токарном станке обычным резьбовым резцом, смещенным ниже оси детали. Резьбу нарезают без охлаждения за один проход. Шаг резьбы выбирают по таблице 1.
Для плазменного напыления следует применять порошки одной фракции, форма частиц — сферическая. Оптимальный размер частиц для металлов составляет около 100 мкм, а для керамики — 50. 70 мкм. В случае, если порошки хранились в негерметичной таре, их нужно прокалить при температуре 120. 130 градусов в течение 1,5-2 ч в сушильном шкафу.
Те части детали, которые не подвергаются напылению, защищают экранами из асбеста или металла, или обмазками.
Предварительный подогрев детали перед напылением осуществляют плазмотроном до температуры 150. 180 градусов.
Режимы обработки определяют опытным путем. Средние значения режимов плазменного напыления следующие:
1) Расстояние от сопла до детали — 100. 150 мм.
2) Скорость струи — 3. 15 м/мин.
3) Скорость вращения детали — 10. 15 м/мин.
4) Угол напыления — 60. 90 градусов.
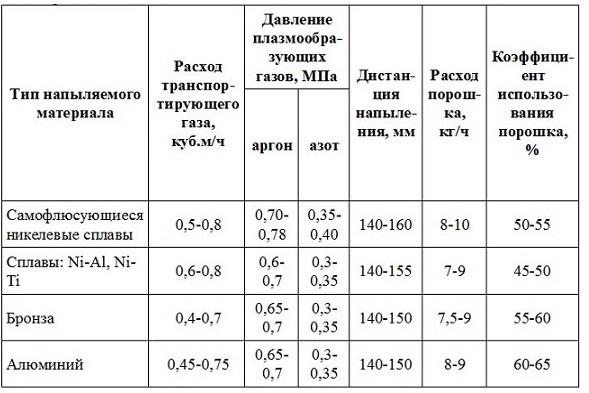
В таблице 2 приведены рекомендуемые режимы для различных материалов.

Общую толщину покрытия набирают несколькими циклами с перекрытием полос напыления на 1/3 диаметра пятна напыления.
После напыления деталь снимают с плазмотрона, удаляют защитные экраны и охлаждают до комнатной температуры.
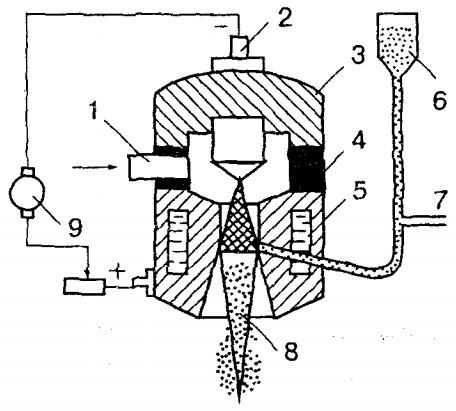
Рисунок 1 — Принципиальная схема плазменного порошкового напыления: 1 — подвод плазмообразующего газа, 2 — катод плазмотрона, 3 — корпус катода, 4 — изолятор, 5 — корпус анода, 6 -порошковый питатель, 7 — подвод газа-носителя порошка, 8 — плазменная дуга, 9 — источник питания.
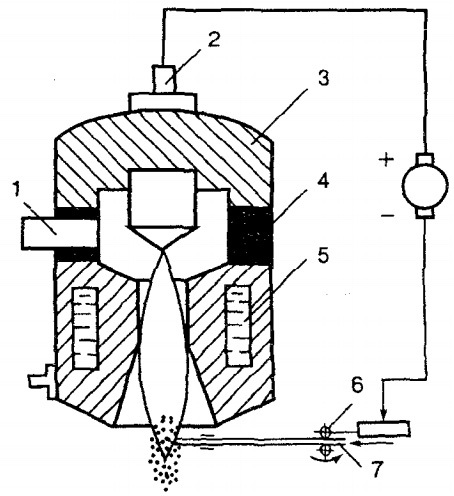
Рисунок 2 — Принципиальная схема плазменного напыления с применением проволоки: 1 — подвод плазмообразующего газа, 2 — катод плазмотрона, 3 — корпус катода, 4 — изолятор, 5 — корпус анода, 6 — механизм подачи проволоки, 7 — сплошная или порошковая проволока, 8 — плазменная дуга, 9 — источник питания.
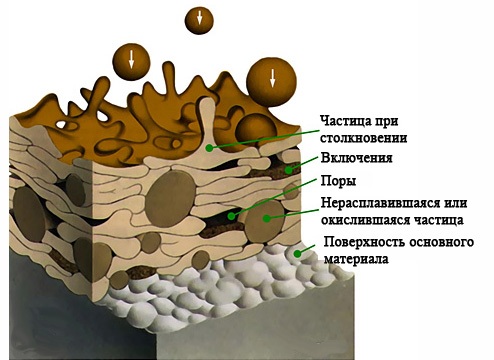
Рисунок 3 — Структура покрытия, напыленного плазменным способом
Для улучшения качества напыленных покрытий применяют следующие приемы:
1) обкатка роликами под электрическим током;
2) напыление с одновременной обработкой металлическими щетками;
3) оплавление покрытий из самофлюсующихся сплавов. Оплавление производят с помощью печей, ТВЧ, нагретых расплавов солей и металлов, плазменным, лазерным или газопламенным способом. Температура оплавления покрытия никель-хром-бор-кремний-углерод составляет 900..1200 градусов.
Чистовые размеры деталей после плазменного напыления получают точением и шлифованием с охлаждением водными растворами и водно-масляными эмульсиями. Шлифкруги выбирают из электрокорунда марки Э на керамической связке, зернистостью 36. 46, твердостью СН. Режимы шлифования следующие: скорость вращения круга 25. 30 м/с, подача круга 5. 10 мм/об, скорость вращения детали 10. 20 м/мин, подача детали 0,015. 0,03 мм/дв.х.
Далее производят окончательный контроль, в случае, если на поверхности детали с напылением есть трещины, отслоения, риски, чернота, не выдержаны чистовые размеры, то деталь возвращают на исправление дефекта (не более 1 раза), при этом область напыления должна быть увеличена на 10. 15 мм по периметру.
Источник
Плазменное напыление. Принцип, оборудование плазменного напыления
Итак, в чем же состоит принцип плазменного напыления? Во всех устройствах плазменного напыления порошок приобретает температуру и скорость в струе горячего газа, создаваемого плазматроном. В свою очередь, плазматрон или плазменный генератор — это устройство, изобретенное в 1920-х годах, в котором электрическая дуга, горящая между катодом и анодом в ограниченном объеме (сопле), раздувается инертным газом и создает факел высокотемпературного восстановительного пламени.
Чем же так привлекателен этот принцип для решения задач термического напыления? Именно тем, что пламя плазматрона очень горячее и всегда строго восстановительное; присутствие кислорода в плазматроне категорически не допускается из-за быстрого, в противном случае, разрушения материалов электродов (парциальное давление кислорода в плазмообразующих газах определяется их чистотой и должно быть не выше 0,004%). Факел пламени плазматрона, при грамотном его применении, может не только восстановить активную металлическую поверхность из оксидных пленок на напыляемых частицах, но даже и очистить от оксидов саму поверхность субстрата. Подобную возможность предоставляет исключительно метод плазменного напыления.
В отношении плазменного напыления существует, в среде теоретиков и практиков термического напыления, ряд предрассудков, которые, в большинстве случаев, связаны не с процессом как таковым, а с недопониманием сути процесса напыления, недостатками конструкций конкретных устройств и с неправильным их применением. Обсудим эти предрассудки:
1. «Пламя плазмы слишком горячее и пригодно поэтому, только для напыления тугоплавких металлических и оксидных керамических материалов. Слишком высокая температура приводит к испарению части порошка и разрушению карбидов хрома и вольфрама».
Действительно, температура плазмы может достигать 20.000°C и более, что много выше, чем, например, температура ацетиленокислородного пламени (около 3000°C). Однако, температура пламени имеет очень мало общего с температурой напыляемых частиц. Не углубляясь в физику взаимодействия горячего газа с твердыми частицами, скажем только, что это взаимодействие очень сложное и зависит от большого количества параметров, в числе которых не только температура газа, его скорость, длина факела и размер частиц, но и химические составы газа и частиц. К тому же, решающее значение для передачи тепла от факела к частицам имеет не абсолютная температура пламени, а его светимость. Так, например, более горячее, но почти невидимое водородно-кислородное пламя нагревает частицы гораздо хуже, чем более холодное, но яркое (из-за светящихся нано частиц углерода) ацетилено-кислородное пламя. Светимость факела плазмы зависит от состава плазмообразующего газа, от размера и состава частиц, проходящих сквозь него. Интересно, что во многих случаях эта светимость меньше, чем у ацетиленокислородного пламени и ее приходится увеличивать разными способами, только чтобы придать частицам хотя бы минимальную необходимую температуру. Так как длина пламени газопламенных устройств также часто превышает длину факела плазмы, получается «парадокс»: грубозернистые металлические порошки нагреваются в устройствах порошкового газопламенного напыления сильнее, чем в более мощных и «горячих» устройствах плазменного напыления.
2. «Скорость частиц при плазменном напылении недостаточна для получения плотных покрытий».
Скорость потока газа и частиц в нем определяется не принципом образования пламени, а исключительно конструкцией устройства. В настоящее время существуют промышленные устройства плазменного напыления с соплом Лаваля, обеспечивающие частицам сверхзвуковую скорость.
3. «Для напыления металлов годятся только дорогостоящие установки вакуумного плазменного напыления, а установки атмосферного плазменного напыления непригодны из-за окисления металлических частиц».
Подобное утверждение приходится, как ни странно, слышать довольно часто, даже от людей, практически занимающихся плазменным напылением, особенно применительно к покрытиям из MCrAlY для лопаток газовых турбин. На самом же деле, в этом утверждении происходит типичная подмена понятий: чисто металлические покрытия из легкоплавких никелевых сплавов, полученные вакуумным плазменным напылением (VPS), действительно лучше атмосферно напыленных (APS), но не из-за окисления частиц в плазме, а совсем по другой причине, о которой будет рассказано в разделе, посвященном вакуумному плазменному напылению. Окисление же металлических частиц в обоих этих способах происходит одинаково.
Устройства атмосферного плазменного напыления ничем не отличаются от устройств вакуумного плазменного напыления. Разница не в самих устройствах, а в способе организации процесса напыления: атмосферное напыление проводится на воздухе, а при вакуумном напылении и плазматрон, и напыляемая деталь находятся в вакуумной камере под разряжением. Понятно, что атмосферное напыление гораздо доступнее и дешевле вакуумного, к тому же для больших деталей вакуумное напыление становится просто невозможным из-за нереального размера вакуумной камеры. Сами же плазматроны могут использоваться как для атмосферного, так и для вакуумного напыления.
Чтобы понятнее объяснить особенности плазменного напыления, перейдем к рассмотрению разных конструкций, существующих на сегодняшний день.
Установки плазменного напыления
Устройства плазменного напыления отличаются большим разнообразием конструкций. Будем рассматривать их от самых «традиционных» до самых «продвинутых».
Наиболее распространенные устройства, — это устройства с одним катодом и одним анодом, и с вводом порошка снаружи короткого сопла, перпендикулярно к оси пламени.
Принцип действия таких устройств показан на схеме (рисунок 28):
Рис. 28. Принцип плазменного напыления.
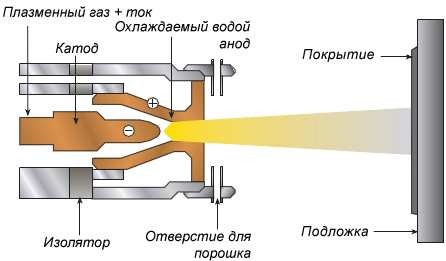
Как видно из схемы, короткое сопло плазматрона одновременно является анодом. Порошок вводится снаружи сопла перпендикулярно оси пламени, в непосредственной близости от дуги.
Самое популярное устройство этого типа, — плазматрон 3MB фирмы Sulzer Metco, который, с небольшими модификациями, существует уже больше 40 лет. На рисунке 29 представлены актуальные модели этой серии с максимальной мощностью 40 кВт.
Рис. 29. Плазматрон 3MB.


Несколько более новое и мощное (55 кВт) однокатодное устройство, — плазматрон F4, показанный на рисунке 30.
Рис. 30. Плазматрон F4.

Устройство 9MB, — один из самых мощных однокатодных плазматронов традиционного типа (80 кВт при токе 1000 А и напряжении 80 В) производится также фирмой Sulzer Metco (рисунок 31):
Рис. 31. Плазматрон 9MB


Традиционные однокатодные плазматроны других фирм мало отличаются от плазматронов Sulzer Metco: все они работают при относительно малом расходе газов, низком ( 4000°C) из-за относительно долгого времени их пребывания в горячей зоне пламени рядом с дугой. Столь высокие температуры частиц позволяют расплавить практически любые керамические и металлические материалы.
Развитие техники плазменного напыления в последние двадцать лет идет по пути увеличения скорости частиц. Для придания частицам большей скорости необходимо увеличить давление плазмообразующих газов перед соплом, что автоматически приводит к повышению расхода газов и росту напряжения дуги.
Современное, мощное (до 85 кВт, ток до 379 А, напряжение до 223 В) устройство с одним катодом и анодом — это плазматрон 100HE американской фирмы Progressive Technologies Inc., который, благодаря большому давлению и расходу плазмообразующих газов, позволяет достичь скоростей частиц — близких к скорости звука (рисунок 32):
Рис. 32. Плазматрон 100HE.
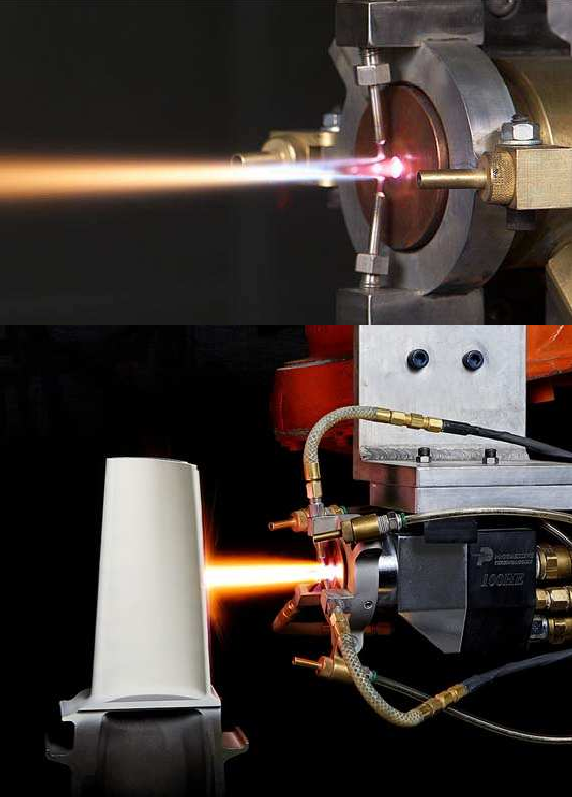
Из-за высокой скорости плазмообразующего газа уменьшается время пребывания частиц в горячей зоне пламени и, соответственно, их температура. Для противодействия этому необходимо увеличивать мощность дуги и использовать в плазмообразующем газе большое количество водорода, который, благодаря процессу диссоциации-ассоциации молекул, удлиняет горячую зону пламени. Таким образом, плазматрон 100HE реализует температуру частиц, с размером 20-30 мкм, выше 2300°C при скорости около 250 м/сек, что делает возможным напылять покрытия из Cr3C2 — NiCr, Cr2O3 и Al2O3 с малой пористостью.
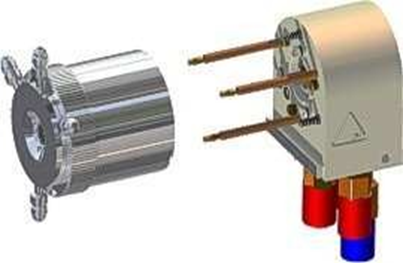
Вторым направлением развития, в комбинации с увеличением расхода газов, является деление одной дуги на три части, которое позволяет улучшить стабильность и равномерность факела пламени, уменьшить износ электродов и увеличить суммарную мощность пламени. Типичным примером такого устройства является новейший плазматрон TriplexPro TM -210 фирмы Sulzer Metco с одним анодом и тремя катодами, максимальной мощностью 100 кВт (рисунок 33):
Рис. 33. Плазматрон TriplexPro TM .
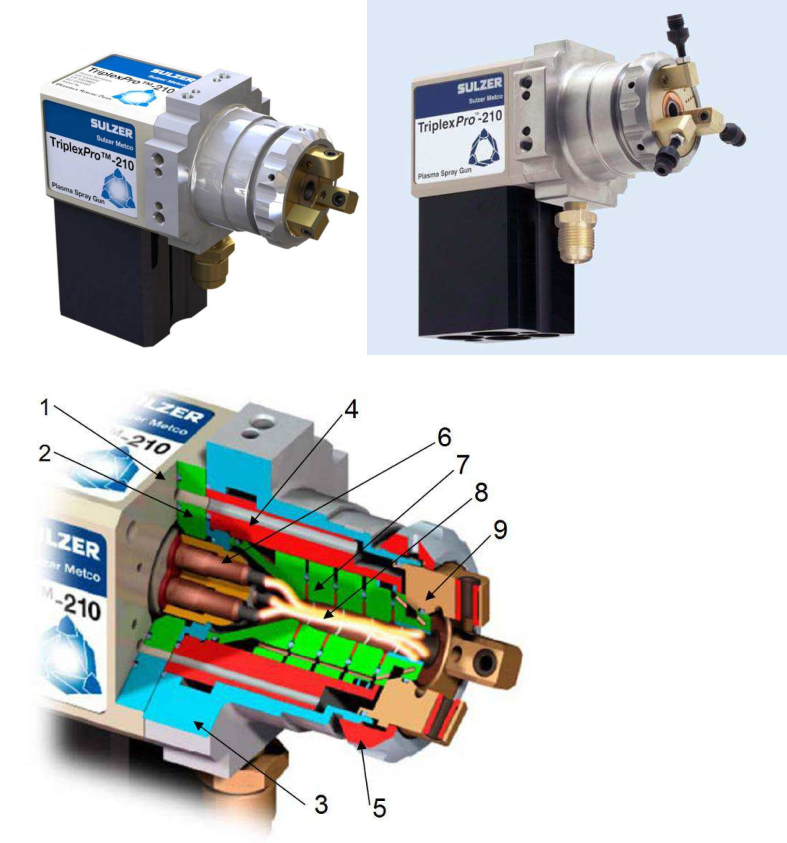
1 – задняя часть корпуса; 2 – анодный стек; 3 – передняя часть корпуса; 4 – изолятор; 5 – накидная гайка; 6 – три катода в керамическом блоке; 7 – элемент анодного стека; 8 – канал плазмы; 9 – насадка с тремя порошковыми дюзами.
Технология Triplex от Sulzer Metco вошла в практику термического напыления в 90-х годах. Эти устройство обладают, по сравнению с плазматронами с одной дугой, существенно большим ресурсом и стабильностью результатов напыления. Для многих коммерческих порошков плазматроны Triplex позволяют также улучшить производительность и КПД напыления при сохранении качества покрытия.
Фирмой GTV GmbH выпущено, в обход патента Sulzer Metco на трехкатодные плазматроны, устройство GTV Delta с одним катодом и тремя анодами, которое, в принципе, является ухудшенной компиляцией TriplexPro (рисунок 34):
Рис. 34. Плазматрон GTV Delta.

Последнее, третье направление развития — это отказ от радиального ввода порошка в пользу гораздо более рационального — осевого. Ключевой элемент конструкции плазматрона с осевым вводом порошка — Convergens был изобретен в 1994 году американцем Люсьеном Богданом Дэльча (Delcea, Lucian Bogdan).
В настоящее время существует только одно подобное устройство, — плазматрон Axial III, максимальной мощностью 150 кВт, производства канадской фирмы Mettech, которое объединяет собой все три направления развития (большой расход газов, три дуги и осевой ввод порошка). Установки плазменного напыления с плазматроном Axial III производятся и распространяются также немецкой фирмой Thermico GmbH.
На рисунках 35, 36 и 37 изображено само устройство Axial III и его конструктивная схема:
Рис. 35. Плазматрон Axial III.

Рис. 36. Вид на устройство Axial III со стороны сопла.
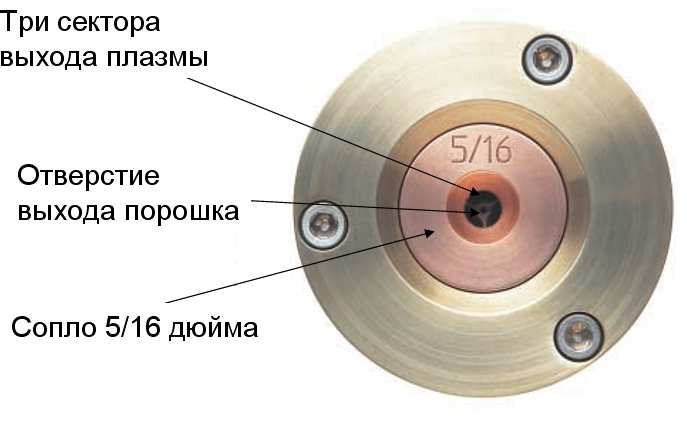
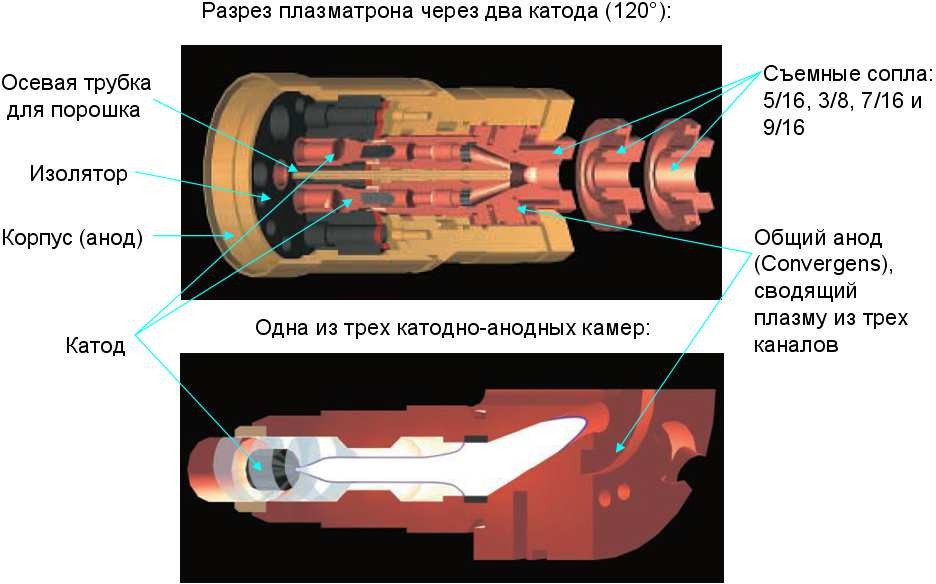 Рис. 37. Принципиальная схема Axial III.
Рис. 37. Принципиальная схема Axial III.
Все современные установки плазменного напыления являются автоматическими, то есть, управление источниками тока, системой водяного охлаждения и расходом газов регулируется системой ЧПУ с визуализацией и сохранением рецептов на компьютере. Так, например, плазматрон Axial III поставляется фирмой Thermico GmbH в комплекте с компьютеризированной системой управления, самостоятельно проводящей зажигание дуг и выход на рабочий режим, выбор рецептов напыления, и осуществляющей контроль всех основных параметров: расхода трех плазмообразующих газов (аргона, азота и водорода), токов дуг, параметров системы водяного охлаждения. Эта же автоматическая система управляет и порошковым питателем.
О порошковом питателе Thermico нужно сказать особо. Это, наиболее «продвинутое» на сегодняшний день в мире устройство позволяет не только постоянно регулировать массовый расход порошка и расход несущего газа (азота или аргона), но и допускает использование тонкозернистых порошков с плохой сыпучестью, непригодных, например, для питателей фирмы Sulzer Metco.
Автор лично, в течение долгого времени работал с плазматроном Axial III и может из своего опыта сказать, что несмотря на некоторые конструктивные недоработки, этот плазматрон представляет собой самое прогрессивное устройство термического напыления, объединяющее достоинства высокоскоростного напыления с высокой температурой строго восстановительного пламени. Главное же достоинство Axial III состоит в осевом вводе порошка.
Достоинства осевого ввода порошка
Осевой ввод порошка — это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
- Для радиального ввода пригодны только очень узкофракционные порошки, для которых необходимо точно подбирать давление несущего газа. Что это значит?: При недостаточном давлении несущего газа частицы порошка будут «отскакивать» от струи пламени, при слишком высоком давлении несущего газа они будут «простреливать» это пламя насквозь; если же порошок состоит из частиц разного размера, то подобрать «правильное» давление несущего газа в принципе невозможно: самые мелкие частицы будут всегда «отскакивать», а самые крупные — всегда «простреливать», то есть, ни тех ни других частиц в напыляемом покрытии не будет, а будут только какие-то «средние» частицы. Особенно трудно вводятся мелкозернистые порошки из-за их повышенного рассеяния несущим газом (типичное облако пыли вокруг факела).
- При радиальном вводе порошка нельзя использовать в порошковой смеси не только частицы разных размеров, но и разных плотностей (разных масс) по той же причине: более тяжелые частицы пролетают сквозь пламя легче более легких. Таким образом, попытка использования сложных порошковых смесей приведет к искажению состава покрытия по сравнению с составом порошковой смеси.
- Увеличение скорости плазмообразующих газов усложняет радиальный ввод порошка, так как дополнительно сужаются интервалы необходимых давлений несущего газа и распределения частиц по размерам. На практике это означает следующее: чем выше скорость пламени, тем меньше КПД напыления при радиальном вводе порошка. Ввести же весь порошок в пламя без потерь невозможно ни при каких обстоятельствах.
- Расположение порошковых дюз рядом с горячей зоной пламени вызывает их разогрев, компенсирующийся только охлаждением газом, несущим порошок. Если же скорости охлаждающего газа недостаточно для охлаждения, то частицы порошка могут налипать на края отверстия дюз, образуя натеки. Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект — «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
- Давление и скорость несущего газа больше не привязаны к параметрам пламени и порошка. Единственное условие, — давление несущего газа должно быть несколько выше давления плазмообразующего газа в сопле в месте ввода порошка. За счет осевого ввода, любой порошок полностью захватывается пламенем.
- Всегда можно подобрать такое давление несущего газа, при котором «плевания», связанного с налипанием порошка на край отверстия порошковой дюзы происходить не будет.
- Возможно использование порошковых смесей любой сложности и фракционного состава. Частицы разных размеров будут приобретать различные скорости и температуры, но все, в итоге, примут участие в образовании покрытия. То, что мелкие частицы при осевом вводе в пламя плазмы становятся значительно горячее крупных, открывает новые возможности для дизайна порошковых смесей. Созданию таких полифракционных композиций посвящена основная часть этой книги.
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Сводная таблица устройств термического напыления
Для обобщения, прямого сравнения и систематизации всех способов термического напыления сопоставим свойства типичных устройств, а также их примерные цены в одной таблице (таблица 2):
Таблица 2. Сравнение устройств термического напыления.
| Свойства и характеристики | * Способы термического напыления | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Использование порошка или проволоки | проволока | порошок | проволока | порошок | порошок | порошок | проволока | порошок |
| Максимальная скорость напыляемых частиц, м/сек | 100 | 50 | 200 | 800 | 1200 | 1000 | 100 | 400 |
| Максимальная температура напыляемых частиц, °C | 2800 | 2500 | 1700 | 1500 | 600 | 1200 | > 4000 | > 4000 |
| Размер частиц, образующих покрытие, мкм | 0,1 — 1000 | 10 — 150 | 0,1 — 1000 | 10 — 100 | 10 — 100 | 10 — 100 | 0,1 — 1000 | 1 — 50 |
| КПД напыления по напыляемому материалу | — | + | — | +++ | +++ | +++ | — | ++ |
| КПД напыления по расходу энергии | — | +++ | — | — | — | — | ++ | — |
| Минимальная пористость покрытия, об.% | 10-15 | 10-25 | 5-10 | 2-3 | 100 | 5-30 | 30-150 | |
* Нумерация способов:
- Газопламенное напыление проволокой
- Газопламенное напыление порошком
- Сверхзвуковое газопламенное напыление проволокой
- Сверхзвуковое газопламенное напыление порошком (HVOF и HVAF)
- Холодное напыление порошком
- Детонационное напыление порошком
- Электродуговое напыление проволокой
- Плазменное напыление порошком (APS и VPS)
Источник



