
Наплавка тел вращения
Наплавку тел вращения вручную штучными электродами или шланговым полуавтоматом открытой дугой выполняют отдельными валиками вдоль образующей или круговыми валиками. В первом случае ось детали располагают горизонтально, а во втором — вертикально. Наплавка отдельными валиками требует прерывания процесса и вызывает значительную деформацию детали вследствие несимметричного нагрева. Для предупреждения коробления необходимо наплавлять валики на диаметрально противоположные стороны детали. При механизированных способах наплавки тела вращения лучше всего наплавлять по винтовой линии или кольцевыми валиками (рис. 13-17).
Наплавку по винтовой линии целесообразно применять на деталях небольшого диаметра (менее 100 мм). ^Недостаток этого способа заключается в необходимости использовать в наплавочной установке редуктор с большим передаточным числом, который должен обеспечить небольшую величину шага (примерно 3—15 мм
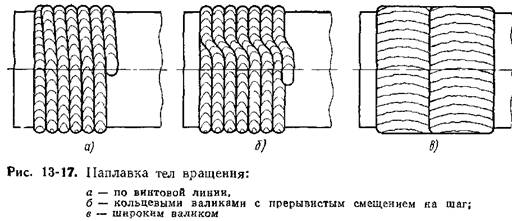
на каждый оборот изделия) ^Поэтому последние конструкции наплавочных установок, особенно для деталей большого диаметра, обеспечивают наплавку кольцевыми валиками (рис. 13-17, б).
Подача на шаг осуществляется сравнительно простым электромеханическим датчиком, который при каждом обороте изделия дает импульс тока на двигатель тележки, перемещающей наплавочный аппарат вдоль оси изделия. Весьма эффективно применение широкослойной наплавки по схемам, показанным на рис 13-17, в и 13-11, а, б, г. При средних величинах диаметра деталей (100—400 мм) целесообразны поперечные колебания электрода, а при больших — наплавка электродной лентой.
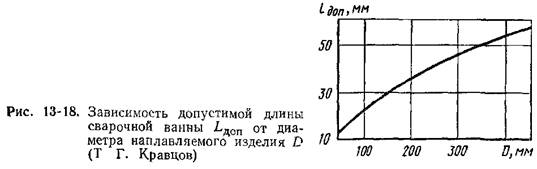
Трудности наплавки тел вращения обусловлены главным образом опасностью стекания сварочной ванны, которая тем больше, чем меньше диаметр изделия и чем длиннее сварочная ванна, (рис. 13-18). Для того чтобы избежать стекания металла, электрод смещают относительно оси изделия против направления вращения детали и выбирают такой режим наплавки, при котором длина сварочной ванны не превышает допустимую.
По сравнению с обычной наплавкой одним проволочным электродом широкослойная наплавка (многоэлектродная, лентой, с поперечным колебанием электрода) при прочих равных параметрах режима обеспечивает более короткую сварочную ванну. Поэтому широкослойная наплавка позволяет для данного диаметра детали повысить силу тока, а значит повысить и производительность процесса (рис. 13-19). Наплавку деталей малого диаметра (менее 100 мм) целесообразно выполнять открытой дугой, так как наличие флюса и жидкой шлаковой
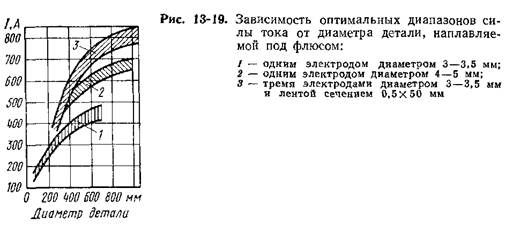
ванны способствует стеканию металла. Кроме того, при наплавке открытой дугой исключается операция удаления шлаковой корки, осуществление которой при наплавке малых диаметров особенно затруднено.
Величина смещения электрода с зенита (при наплавке наружных поверхностей) и от нижней точки (при наплавке внутренних поверхностей) составляет 10—50 мм; ее выбирают так, чтобы не происходило ссыпания флюса и затекания шлака вперед (по направлению вращения детали), а также стекания металла назад. Окружная скорость составляет 10—60 м/ч (наплавка одним электродом). Чем меньше диаметр детали, тем меньше должна быть скорость наплавки. Шаг наплавки (расстояние между осями двух соседних валиков) назначают в зависимости от толщины слоя, а также силы тока, напряжения и размеров электрода. При наплавке одним проволочным электродом шаг наплавки составляет 3—12 мм. Излишне малый шаг может привести к образованию подворотов и непроваров, излишне большой — к чрезмерно высокой доле основного металла.
Детали малого диаметра на многих предприятиях ремонтируют при помощи вибродуговой наплавки, которая благодаря вибрации электрода позволяет вести процесс на малых режимах с периодическими короткими замыканиями и с переносом электродного металла мелкими порциями в каждый цикл процесса. Небольшие размеры сварочной ванны допускают наплавку деталей малого диаметра с небольшим износом. Подача в дугу или рядом с ней струи жидкости способствует не только сокращению времени пребывания металла в жидком состоянии, но и закалке наплавленного слоя. Сравнительно небольшое тепловложение в деталь при этом способе позволяет устранить деформации детали.
Металл, наплавленный вибродуговым методом в струе жидкости, имеет дефекты в виде мелких пор и трещин. Из-за этих дефектов детали, испытывающие циклическую нагрузку и работающие на усталость, восстанавливать таким способом недопустимо. Разработаны и нашли применение разновидности вибродуговой наплавки под флюсом, в среде углекислого газа, аргона, азота, водяного пара и в потоке воздуха.
Наплавка конических поверхностей не представляет затруднений, если образующая конуса наклонена по отношению к горизонтальной оси вращения под углом не более 20° (наплавка под флюсом) и 30—40° (наплавка открытой дугой). При этом наплавку ведут обязательно снизу вверх. При больших углах наклона образующей конуса наплавку выполняют на специальных станках и установках, снабженных манипулятором для размещения наплавляемой поверхности в горизонтальном положении. Тела вращения сложной формы можно наплавлять при горизонтальном положении оси вращения. В этом случае предпочтительно применение открытой дуги, так как при наплавке под флюсом требуются специальные флюсоудерживающие приспособления. Наилучшие результаты все же достигаются при наплавке на специализированных станках, позволяющих наклонять ось вращения изделия так, чтобы наплавляемая поверхность была в горизонтальном или близком к нему положении.
Наплавку внутренних поверхностей целесообразно выполнять открытой дугой, так как при этом способе нет необходимости иметь сложные устройства для подачи и удаления флюса и исключается чрезвычайно трудоемкая операция удаления шлаковой корки.
Для наплавки наружных и внутренних цилиндрических поверхностей также используют электрошлаковый процесс. По сравнению с дуговой наплавкой это менее универсальный способ, но он весьма эффективный в тех случаях, когда на деталь необходимо наплавить слой металла большой толщины (более 14— 16 мм). Этот способ наплавки, как правило, сочетается с принудительным формированием наплавленного слоя. Поэтому формирующие устройства (кристаллизаторы, ползуны, формы) являются важнейшим элементом устройств для наплавки, их конструируют в зависимости от формы и размеров наплавляемой детали (рис. 13-20).
При электрошлаковой наплавке в качестве электродов используют проволоку, прокатанные или литые стержни и пластины, а также трубы. Благодаря применению больших токов (несколько тысяч ампер) и электродов большого сечения достигнута очень высокая производительность — до 150 кг наплавленного металла в час. Электрошлаковую наплавку применяют для восстановления и упрочнения прокатных валков и других деталей.
Источник
Большая Энциклопедия Нефти и Газа
Наплавка — тело — вращение
Наплавка тел вращения производится отдельными валиками вдоль образующей или круговыми валиками. Для уменьшения коробления детали наплавляемые валики накладываются последовательно на диаметрально противоположных сторонах детали. При автоматическом способе наплавка ведется по винтовой линии с перекрытием последующим валиком предыдущего на V2 — V3 его ширины. [1]
Наплавка тел вращения производится отдельными валиками вдоль образующей или круговыми валиками. Для уменьшения коробления детали наплавляемые валики накладываются последовательно на диаметрально противоположных сторонах детали. [2]
Наплавка тел вращения сложной формы ( например, валков сортопрокатных, обжимных или пилигримовых станов) может быть успешно осуществлена при использовании специального наплавочного оборудования обеспечивающего наклон детали с целью ведения процесса в нижнем положении. [3]
Наплавка тел вращения малого диаметра , поверхности глубоких внутренних отверстий, деталей сложной формы успешно выполняется открытой дугой порошковой проволокой с внутренней защитой. [4]
Наплавку тел вращения выполняют вдоль образующей или круговыми валиками по винтовой линии. Для уменьшения деформаций и напряжений применяют проковку после наплавки. [5]
Наплавку тел вращения вручную штучными электродами или шланговым полуавтоматом открытой дугой выполняют отдельными валиками вдоль образующей или круговыми валиками. В первом случае ось детали располагают горизонтально, а во втором — вертикально. Наплавка отдельными валиками требует прерывания процесса и вызывает значительную деформацию детали вследствие несимметричного нагрева. Для предупреждения коробления необходимо наплавлять валики на диаметрально противоположные стороны детали. [6]
Наплавку тел вращения производят вдоль образующей или круговыми валиками. При наплавке покрытыми электродами ось детали располагают горизонтально, при наплавке открытой дугой шланговым полуавтоматом-вертикально. Наплавку по винтовой линии целесообразно выполнять при диаметре детали не более 100 мм. [7]
Наплавку тел вращения выполняют вдоль образующей или круговыми валиками по винтовой линии. Для уменьшения деформаций и напряжений применяют проковку после наплавки. [8]
Наплавку тел вращения выполняют одним из трех способов — по образующим, по окружностям и по винтовой линии. [10]
При наплавке тел вращения это достигается ведением непрерывного процесса по винтовой линии с перекрытием последующим валиком предыдущего. Плоские детали целесообразно наплавлять электродными лентами с минимальным проплавлением основного металла. [11]
При восстановительной наплавке тел вращения малого диаметра успешно используют вибродуговую наплавку. Сравнительно небольшие тепловложения позволяют избежать деформации изделий. При вибродуговой наплавке в струе жидкости возможны дефекты в виде мелких пор и трещин. Разработаны и внедрены следующие разновидности вибродуговой наплавки: под флюсом, в среде защитных газов, водяного пара и в потоке воздуха. [12]
В процессе наплавки тел вращения сложной формы необходимо контролировать толщину наплавляемого слоя. Осуществляют этот контроль при помощи наложения шаблонов, изготовленных с необходимым зазором и щупов. Реже применяют оптический метод контроля путем получения на экране силуэта наплавляемой поверхности и сравнения его с заданным профилем. [13]
На рис. 57 приведен специальный станок для наплавки тел вращения и плоских поверхностей. Наплавка происходит под слоем флюса, поступающего из бункера. Перемещение сварочной головки по траверсе — ручное и механическое. Установка траверсы по высоте — ручная. Наплавляемое тело вращения надевается на шпиндель бабки изделия. Скорость вращения задается сменными зубчатыми колесами. Наплавляемая деталь имеет возможность наклоняться по отношению к сварочной головке. [15]
Источник
Наплавку тел вращения осуществляют непрерывно при способе
Изобретение относится к сварочному производству, а именно к способам восстановления наплавкой изношенных поверхностей тел вращения.
Известен способ восстановления наплавкой поверхностей тел вращения, включающий подогрев тела, наплавку на поверхность тела электродом под слоем флюса износостойкого материала, термическую и механическую обработку наплавленной поверхности [Ли Р.И. Технологии восстановления и упрочнения деталей автотракторной техники. — Липецк: Изд-во ЛГТУ, 2014. — 379 с.]. Этот способ восстановления наплавкой поверхностей тел вращения по совокупности технических признаков и назначению является наиболее близким аналогом (прототипом) по отношению к предлагаемому способу.
Недостатком данного способа является возникновение в поверхностном слое наплавленного металла остаточных, в большинстве случаев растягивающих напряжений, приводящих к искажению размеров и формы наплавляемой детали, а также появлению трещин в самой наплавке.
Задачей, на решение которой направлено предлагаемое изобретение, является уменьшение и устранение деформаций и напряжений в наплавляемой детали.
Техническим результатом изобретения является снижение и предотвращение искажений размеров и формы наплавляемой детали, трещин в наплавке, снижение размеров припусков на механическую обработку.
Технический результат изобретения достигается тем, что в способе восстановления наплавкой поверхностей тел вращения, включающем подогрев тела, наплавку электродом износостойкого материала на поверхность тела, термическую и механическую обработку наплавленной поверхности, согласно изобретению электродуговую наплавку поверхности тела первым слоем ведут по винтовой линии обратно-ступенчатым способом, наплавку остальных слоев ведут поперечно колеблющимся электродом, а во время механической обработки поверхности тела после наплавки и термообработки используют геомодификаторы трения.
Технический результат изобретения достигается также тем, что при наплавке слоев поперечно колеблющимся электродом на колебания электрода накладывают более высокочастотные ультразвуковые колебания частотой не менее 15 кГц.
Кроме того, во время охлаждения наплавленного тела при его термической обработке используют ультразвуковое воздействие.
Кроме того, подогрев тела осуществляют предварительный и/или сопутствующий.
Кроме того, сопутствующий подогрев начинают со стороны, противоположной наплавке, и перемещают источник сопутствующего подогрева в направлении наплавки.
Кроме того, в качестве геомодификаторов трения используют вводимые со смазкой порошки, включающие серпентиниты и/или шунгиты.
Выполнение первого слоя электродуговой наплавки поверхности тела обратно-ступенчатым способом за счет рациональной последовательности укладки швов уменьшает (компенсирует) деформации продольной и поперечной усадок. Установлено, что соотношение электростатической, аэродинамической, электромагнитной, поверхностного натяжения, тяжести и других сил, воздействующих на каплю, находящуюся на торце электрода, влияет на характер плавления и перенос металла электрода. В связи с этим использование при электродуговой наплавке поверхности тела вторым и более слоем поперечно колеблющегося электрода позволяет повысить каплеперенос металла электрода и производительность наплавки, а также улучшить структуру наплавляемого металла. Поперечные колебания электрода снижают пребывание жидкого металла в зоне перегрева, а при перемещении источника теплоты температура металла в противоположной стороне слоя понижается, снижая его вязкость и поверхностное натяжение. В результате получаются валики с более плоской поверхностью, что позволяет снизить величины размеров припусков под последующую механическую обработку наплавленной поверхности тела вращения. За счет сокращения времени пребывания жидкого металла в зоне перегрева уменьшается величина зерна основного металла в зоне оплавления, что способствует появлению мелкозернистой структуры наплавленного металла. Поперечные колебания электрода также способствуют созданию дезориентированной структуры наплавленной поверхности увеличенной прочности.
Использование во время механической обработки поверхности тела после наплавки и термообработки геомодификаторов трения адсорбирует активизированные частицы геомодификаторов на поверхности детали уменьшая коэффициент трения, снижая шероховатость, увеличивая микротвердость поверхности, уменьшая затраты энергии на обработку и уровень шума в рабочем помещении.
Наложение на колебания поперечно колеблющегося электрода более высокочастотных ультразвуковых колебаний частотой не менее 15 кГц позволяет улучшить микроструктуру наплавляемого слоя, делая структуру металла мелкозернистой с высокой плотностью, тем самым повышая износостойкость наплавленного металла.
Использование ультразвукового воздействия во время охлаждения наплавленного тела при термической обработке позволяет устранять опасности зарождения холодных трещин и повысить качество наплавочного соединения из среднеуглеродистых легированных конструкционных сталей, например 30ХГСН2А, 30X3, 35Х, 40ХГСН2М, 40ХГСН2А и других. При ультразвуковой обработке средняя скорость охлаждения сталей в зоне термического влияния, отнесенная к 650°С, составляла 30 К/с.
Осуществление предварительного и/или сопутствующего подогрева тела вращения до температуры 100-500°С необходимо для исключения вероятности появления трещин, особенно если наплавляемая деталь предназначена для работы в условиях смены температур. Так, например, при восстановлении деталей из хромомолибденовых, хромовольфрамовых и других теплостойких инструментальных сталей необходим предварительный подогрев до 300°С. Совместное осуществление предварительного и сопутствующего подогрева тела вращения еще сильнее влияет на вероятность исключения трещин в наплавляемой поверхности.
Начало сопутствующего подогрева со стороны, противоположной наплавке, и перемещение источника сопутствующего подогрева в направлении наплавки способствуют получению более однородных по структуре наплавленных слоев.
Применение в качестве геомодификаторов трения вводимых со смазкой порошков, включающих серпентиниты и/или шунгиты, позволяет шлифовать поверхность тела вращения, вызывая рост его температуры. При этом частицы геомодификаторов активируются, диффундируют в поверхность детали и упрочняют ее за счет увеличения микротвердости поверхности трения.
Предлагаемый способ восстановления наплавкой поверхностей тел вращения осуществляют следующим образом.
Деталь (тело вращения) устанавливают на наплавочный станок и приводят во вращение. Осуществляют предварительный и/или сопутствующий подогрев тела вращения. Электродуговую наплавку поверхности тела первым слоем ведут по винтовой линии обратно-ступенчатым способом. Наплавку последующих слоев металла ведут поперечно колеблющимся электродом до восстановления нормального размера с припуском на механическую обработку. При необходимости выполняют вариант с наложением на колебания поперечно колеблющегося электрода более высокочастотных ультразвуковых колебаний частотой не менее 15 кГц. После наплавки деталь подвергают термической обработке. Во время охлаждения наплавленного тела при его термической обработке возможно использование ультразвукового воздействия. Далее проводят механическую обработку поверхности тела вращения, в том числе с использованием в ней геомодификаторов трения.
Наплавка поверхности тела вращения (вала насоса диаметром 120 мм) производилась на переоборудованном токарно-винторезном станке, на котором также имелась наплавочная головка с подающим механизмом для подачи электрода (электродной проволоки) и присадочной проволоки. Число оборотов шпинделя составляло 1,33 мин -1 . Наплавка велась под слоем флюса плавящимся электродом со скоростью подачи 2,1 м/мин. Режим наплавки состоял из силы тока 180-185 А и напряжения 32 В.
В таблице приведены результаты изменения показателей (искажение размеров и формы наплавляемого тела вращения, наличие трещин в наплавке, размеры припусков на механическую обработку, уровень шума в рабочем помещении), полученных в результате применения нового способа восстановления наплавкой поверхностей тел вращения относительно способа, выбранного в качестве прототипа.
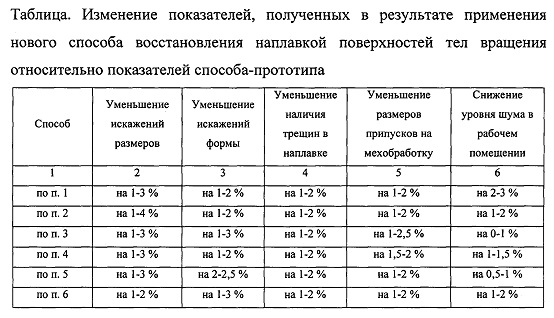
Полученные при использовании способа восстановления наплавкой поверхностей тел вращения результаты показали снижение и предотвращение искажений размеров и формы наплавляемой детали, предотвращение появлений трещин в наплавке, снижение размеров припусков на механическую обработку и уровня шума в рабочем помещении.
Источник



