
- Газотермическое напыление
- Металлизация из проволок
- Порошковое газопламенное напыление
- Плазменное напыление
- Области применения газотермического напыления
- Наиболее рациональные области применения покрытий:
- Основные особенности способов нанесения покрытий газотермическим напылением
- Технологические возможности газотермического напыления
- Область применения газотермического напыления
- Суть процесса
- Немного о самих покрытиях
- Износостоийкие
- Жаростойкие
- Газотермические методы напыления покрытий
Газотермическое напыление
В настоящее время наиболее широко в промышленности применяются три основных процесса:
- металлизация из проволоки;
- порошковое газопламенное напыление;
- плазменное напыление порошкообразных материалов.
Металлизация из проволок
Необходимые материалы, как правило, металлы и сплавы, в виде проволоки подаются в ацетиленокислородное пламя или в электрическую дугу. Нагретый до пластического состояния (обычно до плавления) материал вводится в струю газа или сжатого воздуха, и с большой скоростью подается на подготовленную поверхность детали, где образует покрытие.
Порошковое газопламенное напыление
Возможности применения металлизации из проволоки ограничиваются выпускаемыми в промышленности проволочными материалами. Многие материалы просто невозможно получить в виде проволоки. Самофлюсующиеся, термореагирующие сплавы, керамические материалы , а также различные смеси порошков подаются в высокотемпературную зону ацетиленокислородного пламени, затем на поверхность, где образуют покрытие. Этот способ напыления наиболее часто применяется в монтажных условиях , когда деталь либо невозможно, либо нерационально напылять в стационарных условиях.
Плазменное напыление
Способ плазменного напыления был разработан для получения наиболее качественных покрытий практически из любых материалов — от баббитов с температурой около 300°С до самых тугоплавких соединений — оксидов, нитридов, карбидов, имеющих температуру свыше 3300°С.
Что из себя представляют покрытия нанесенные газотермическим напылением?
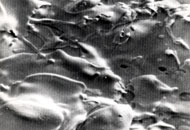
В момент столкновения разогретых частиц с чистой шероховатой поверхностью (которая получается в результате дробеструйной обработки) они почти одновременно заполняют все неровности поверхности и остывают. Напыление продолжается, очередные частицы соединяются с предыдущими и таким образом образуется покрытие.
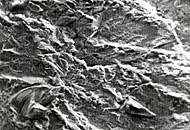
Рис. Поверхность после дробеструйной обработки.
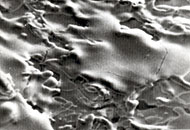
Рис. Поверхность после напыления.
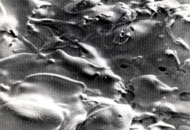
Рис. Напыленное покрытие.
В результате свойства покрытий до некоторой степени структурно сравнимы с литыми материалами и покрытия слегка пористые.
Области применения газотермического напыления
Газотермическое напыление относится к группе классических ресурсо- и энергосберегающих технологий. Зачастую масса нанесенного покрытия составляет лишь доли процента от массы всей восстановленной детали. Поскольку слой наносится с минимальными припусками под последующую обработку — ниже затраты на механическую обработку. Температура детали в процессе напыления ,как правило, не превышает 60. 80°С, что совершенно исключает коробление и деформации присущие способам наплавки.
Наиболее рациональные области применения покрытий:
- Восстановление и упрочнение сопрягаемых поверхностей, работающих в условиях абразивного износа.
- Сопротивление эрозии и кавитации.
- Устойчивость против высоких температур и газовой коррозии.
- Покрытия для защиты от коррозии в активных средах.
Такой широкий диапазон возможных областей применения заставляет находить технические решения только с привлечением специалистов имеющих значительный опыт в этой сфере.
Основные особенности способов нанесения покрытий газотермическим напылением
Универсальность. Никаким другим способом нельзя нанести покрытия таких различных материалов, как металлы, сплавы, окислы, карбиды, нитриды, бориды, пластмассы и комбинации материалов с температурой плавления от 300°С до 3500°С на основу из сталей, чугунов, цветных металлов без ограничений. Толщина слоя от 0,1 мм до 15,0 мм. Оптимально 0,5..3,0 мм.
Легкость управления процессом получения и составом покрытий. Энергетические характеристики изменяются в зависимости от требований технологии в процессе получения покрытий. Составом покрытия и его служебными свойствами (твердость, коррозионная стойкость, износоустойчивость и др.) можно управлять путем смешивания различных материалов. Твердость покрытия — величина управляемая в диапазоне 180 HВ..64 HRC.
Отсутствие термических деформаций и каких-либо структурных изменений материала детали при напылении ввиду незначительного нагрева. Температура детали при нанесении покрытия не превышает 100°С, что позволяет с уверенностью гарантировать отсутствие каких-либо структурных превращений не только в массиве детали, но даже и в поверхностных слоях.
Нанесение покрытия на детали без ограничения их веса и габаритов. Размеры и масса восстанавливаемых деталей определяются возможностями вращателя и грузоподъемных механизмов. При плазменном напылении в наших условиях вес деталей от 0,1..4500 кг, длина 10..3500 мм. В монтажных условиях при использовании способа газопламенного порошкового напыления вес деталей и габариты не ограничены.
Экономное использование материалов и энергоресурсов. Зачастую при износе поверхностей 0,1..1,5 мм вес покрытия составляет лишь доли процента от веса восстановленной детали. Припуски под последующую обработку минимальны и составляют 10-15% от толщины покрытия. За счет этого время простоев и затраты по обработке сведены к минимуму. Поверхности могут быть восстановлены неоднократно. Стоимость выполнения работ составляет от 5 до 50 % от стоимости нового изделия, при этом, ресурс работы детали, как правило, не менее новой или существенно выше.
Возможность замены дорогостоящих конструкционных материалов более дешевыми за счет нанесения специальных покрытий. За счет нанесения износоустойчивых, коррозионностойких, эрозионностойких, антифрикционных, жаростойких и других покрытий с управляемой твердостью от 150 НВ до 65 HRC и выше.
Газотермическое напыление как альтернатива «гальваники»
Повышение надежности изделий, снижение себестоимости их изготовления и обслуживания, продление ресурса эксплуатации, а также современные технологий реновации путем восстановления работоспособности узлов до уровня новых — наиболее приоритетные направления повышения конкурентоспособности продукции машиностроительных предприятий. Применение технологий нанесения защитных покрытий, среди которых наиболее перспективным представляется газотермическое напыление, является одним из таких путей. С использованием газотермического напыления стало возможным значительно снизить или исключить влияние на износ деталей таких факторов, как эрозия, коррозия (в том числе высокотемпературная), кавитация Газотермическое напыление может быть использовано для нанесения покрытий обладающих специальными свойствами, например: для создания термобарьерного слоя, обеспечения электроизоляционных свойств, поглощения излучения продуктов радиоактивного распада, обеспечения определенных оптических свойств, реализации селективного смачивания, создания биологически активных поверхностных свойств для различных искусственных органов и многого другого.
В промышленно развитых странах освоение техники газотермического напыления происходит путем вытеснения «грязных» гальванических технологий. Ситуация в России, сложившаяся в 80-90 гг. позволяет не реанимировать устаревшие технологии, а адаптируясь к новым условиям, вместо гальванических методов использовать новейшие технологии газотермического напыления.
Технологические возможности газотермического напыления
- газотермическое напыление можно использовать на объектах любых размеров: мосты, суда, трубопроводы, строительные конструкции, котлы, коленчатые валы, лопатки турбин;
- толщина покрытия может составлять от 0,01 до 10 и более мм; они могут иметь заданную пористость (от 0 до 30 и более процентов);
- наносить можно любые материалы, имеющие точку плавления или интервал размягчения;
- в качестве подложки можно использовать дерево, стекло, пластмассы, керамику, композиционные материалы, металлы;
- нанесение покрытий может производиться в широком диапазоне состава покрытия, температуры и давления — в низком вакууме в специальной камере с контролируемой инертной атмосферой, в воздухе при нормальных условиях, под водой;
- технология нанесения не вызывает значительного нагрева напыляемой поверхности, следовательно, обеспечивается сохранение геометрических размеров деталей.
Область применения газотермического напыления
Газотермическое напыление применяют при ремонте оборудования или упрочнении рабочих поверхностей новых деталей. В зависимости от назначения покрытия и условий его работы меняются требования к точности соблюдения основных параметров — его состава, толщины, плотности, прочности сцепления с подложкой. Основные технологические процессы, которые сегодня используются в мировой практике — это высокоскоростное напыление; плазменное напыление на воздухе с использованием таких плазмообразующих газов, как аргон, азот, гелий, воздух; детонационное или газопламенное напыление, а также электродуговая металлизация. По косвенной оценке (число продаваемого оборудования для газотермического напыления покрытий), насыщенность европейской промышленности выше насыщенности российских предприятий примерно в 350-400 раз.
За рубежом 75% запорной арматуры (шаровые краны большого диаметра) производится с газотермическим напылением карбида вольфрама на связке кобальт-хром, а остальная часть — с гальваническим нанесением хрома или никеля. У нас же 100% шаровых кранов такого же типоразмера имеют гальванические покрытия. Такое состояние дел можно объяснить большим количеством отрицательных результатов, полученных при использовании газотермических технологий в прежние годы. Анализ опыта внедрения технологии газотермического напыления в производство в прежние годы показывает, что получение отрицательных результатов было обусловленно низким качеством или несовершенством технологического оборудования и средств контроля, либо неправильным выбором технологических схем. В настоящее время отечественные предприятия, борющиеся за свое место на рынке, все чаще начинают внедрять современные методы газотермического нанесения покрытий для повышения качества выпускаемой продукции.

Рис. Газотермическое нанесение антифрикционного покрытия на ходовой винт.

Рис. Газотермическое упрочнение гофровала.

Рис. Детали насосного оборудования упрочненные газотермическим напылением
Суть процесса
Суть процесса газотермического напыления заключается в расплавлении материала покрытия (проволока или порошок) с последующим нанесением (напылением) его на основу в газовом потоке. В микрозоне удара частиц расплава о покрываемую поверхность они деформируются и растекаются, последовательно слипаясь друг с другом и затвердевая, они формируют плоский слой. Связь напылямых частиц с основой происходит за счет тепловой и кинетической энергии, которая определяется температурой и скоростью этих частиц. Связь покрытия с основой- адгезионная, она осуществляется за счет межмолекулярных сил и механического сцепления его с неровностями развитой шероховатой поверхности.
Немного о самих покрытиях
Износостоийкие
Изнашивание металлов — процесс разрушения поверностных слоев трущихся тел — характеризуется разнообразием условий их нагружения. В зависимости от этих условий следует выбирать те материалы, которые имеют большее сопротивление изнашиванию. В качестве износостойких в условиях пленочной жидкой смазки применяют антифрикционные материалы (баббиты, бронзы). При сухом трении до 500оС — сочетание твердых материалов с мягкой связкой (карбид вольфрама — кобальт или никель). При повышенных температурах (до 900оС) — карбид хрома — нихром. При высоких температурах — материалы, дающие устойчивые оксиды: алюминид никеля, нихром, или покрытия, содержащие твердые смазки ( графит, дисульфид молибдена, нитрид бора). При возможности абразивного изнашивания применяют твердые наплавочные материалы — самофлюсующиеся покрытия, содержащие бориды, карбиды. При эрозионном пылевом изнашивании помимо самофлюсующихся покрытий хорошо себя зарекомендовали плотные пленки на основе карбидов вольфрама или хрома, полученные при напылении высокоскоростным способом. Газотермические покрытия пористостью 5-15% при жидкостном трении обладают более высокой износостойкостью, чем новая деталь. Так, у нового стального вала двигателя внутреннего сгорания после прекращения подачи обычной моторной смазки через 2,5…3 ч происходит разрушение масляной пленки, а затем заедание в баббитовом подшипнике, что приводит к резкому увеличению коэффициента трения и разрушению подшипника. Заедание вала с напыленным стальным покрытием происходит через 22,5 ч после прекращения подачи смазки при постепенном повышении коэффициента трения. Если в качестве смазочного материала использовали графитизированное масло, то заедания вала с напыленным покрытием не наблюдалось после 190 ч с момента прекращения подачи смазки.
Жаростойкие
Жаростойкие покрытия образуют плотную оксидную пленку, которая защищает подложку от окисления. Оксиды алюминия, хрома, кремния имеют плотное строение и высокую прочность сцепления. Жаростойкими являются сплавы в системах Ni-Al, Ni-Cr, Ni-Cr-Al, Ni-Co-Cr-Al-X, MoSi2, . Теплозащитные покрытия (ТЗП) должны иметь низкое значение коэффициента теплопроводности l и высокую температуру плавления.Наиболее подходящим материалом для ТЗП является оксид циркония. ТЗП лопаток турбины ГТД должно иметь l менее 2,5 Вт/(м•К). ТЗП из ZrO2 имеет пористость 15±5%, при которой l
Источник
Газотермические методы напыления покрытий
 |
|
| ГАЗОТЕРМИЧЕСКИЕ МЕТОДЫ НАПЫЛЕНИЯ ПОКРЫТИЙ И МЕТАЛЛИЗАЦИИ Разностороннюю быстро развивающуюся область техники представляет нанесение покрытия из металлических, керамических и полимерных материалов методами газотермического напыления. Эти процессы основаны на нагреве или расплавлении наносимого материала и распылении его на обрабатываемую поверхность с целью получения покрытия, обладающего заданными свойствами и прочностью сцепления с основой. Наиболее распространенными источниками теплоты для нагрева или расплавления наносимого материала являются газокислородное пламя, электрическая дуга или плазменная дуга. Известны и другие способы нагрева наносимого материала, например токами высокой частоты, импульсным разрядом тока высокого напряжения, детонационным горением топливно-кислородной смеси и т. д. Однако эти способы получили менее широкое применение. Поэтому в дальнейшем изложении мы ограничимся рассмотрением главным образом трех основных по типу применяемого источника нагрева методов газотермического напыления: газопламенного, электродугового и плазменного. Этими методами можно напылять покрытия практически из любых металлов и материалов (керамики, термопластов и др.) в виде проволоки, прутков (стержней), жилок или порошков. Напыленные покрытия нельзя использовать самостоятельно как конструкционный материал для изготовления деталей машин, подвергающихся растягивающим и изгибающим усилиям. Однако покрытие работает вполне удовлетворительно совместно с материалом основания. В качестве последнего можно использовать изделия не только из черных и цветных металлов, но также из других самых разнообразных материалов, в том числе из бумаги, ткани, дерева, керамики и прочих, так как при напылении температура нагрева изделия не превышает 50—100° С. Вследствие этого основной материал не претерпевает структурных изменений, сохраняя полностью свои механические свойства, за исключением случаев, когда напыленное покрытие подвергается последующему оплавлению, например при напылении твердых сплавов. Процессы газотермического напыления отличаются технологической простотой, несложностью, компактностью и транспортабельностью оборудования. Они позволяют регулировать в широких пределах физико-механические и другие свойства получаемых покрытий (прочность сцепления, твердость, пористость, износостойкость и т. д.) в зависимости от рода напыляемого материала, вида обработки поверхности изделия, режимов напыления и т. д. Эти особенности процессов газотермического напыления обусловливают универсальность их применения, многообразие областей и видов возможного использования. Общим для всех известных процессов получения напыленных покрытий является термическая обработка (нагрев) наносимого материала до пластического состояния или расплавления и направленное перемещение (перенос) частиц материала в дисперсной форме на обрабатываемую основу. Поскольку перенос нагретых частиц, как правило, осуществляется газовой фазой (струей воздуха, плазменной струей и т. д.) или продуктами сгорания горючей смеси (при детонационном напылении), наиболее полно отражает природу процесса термин «газотермическое напыление». Привычный термин «металлизация», возникший до развития методов напыления неметаллических материалов (пластмасс, керамики, окислов, карбидов и т. д.), в настоящее время уже не может служить собирательным термином, охватывающим все многообразие существующих процессов. Достижение конечной цели процесса газотермического напыления — получение покрытий с заданными свойствами, зависит от совокупности условий, определяемых составом и видом напыляемых материалов, взаимодействием их с окружающей средой, а также применяемой технологии и аппаратуры. Рассмотрению этих вопросов посвящена настоящая глава. 1. ОСНОВЫ ТЕОРИИ ФИЗИКО-ХИМИЧЕСКОГО В ПРОЦЕССЕ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ Ниже рассмотрены основные общие вопросы физико-химического взаимодействия металлических и керамических материалов при газотермическом напылении. Нагрев напыляемого материала. В зависимости от рода и вида напыляемого материала происходит его нагрев до температуры плавления (при использовании материала в виде проволоки, прут ков, стержней, жилок) или оплавления (при использовании порошковых материалов из полимеров, керамики, окислов металлов и т. д.). Важнейшие источники нагрева для расплавления (оплавления) напыляемого материала следующие (рис. 107): а) высокотемпературные струи нагретых газов — газокислородное пламя (рис. 107, о), газовоздушное пламя (рис. 107, б) или плазменная струя (рис. 107, е); б) независимый дуговой разряд между расходуемыми электродами-проволоками (рис. 107, в). Остальные виды нагрева: высокочастотный индукционный (рис. 107, г), сопротивлением (рис. 107, 5) и «ракетным» сгоранием (рис. 107, ж) нашли ограниченное применение. При газопламенном напылении покрытий условия, при которых происходит горение газокислородного пламени в распылительной головке, резко отличаются от условия горения в обычной сварочной горелке. Ввиду наличия обжимающей кольцевой струи сжатого воздуха горение на некотором участке происходит как бы в камере с ограниченным объемом при повышенном избыточном давлении (250—280 мм рт. ст. на выходе из воздушного сопла). В результате повышенного давления продукты сгорания имеют более высокую температуру, приобретают большую скорость, интенсифицируют нагрев проволоки и участвуют в распылении расплавленного металла. Использование в распылительной головке дополнительного обжимного сопла позволяет перераспределить поток воздушной струи и еще более интенсифицировать теплообмен между пламенем и нагреваемой проволокой. Кольцевая, воздушная струя, которая дополнительно прижимает продукты сгорания к проволоке на большем участке длины, создает зону предварительного нагрева металла перед его расплавлением и распылением. Термический к. п. д. нагрева проволоки распылительной головкой с дополнительным обжимным воздушным соплом составляет 0,18 по сравнению с 0,05 у распылительных головок без обжимного сопла. Соответственно повышается производительность нагрева примерно в 4 раза. Изменение температуры пламени от возможного увеличения давления, при котором происходит горение, незначительно (-2%). Расчетное значение температуры пламени при соотношении газов в смеси в = 1,5 составляет Тпл = 3177° С (при абсолютном р = 1,33 ат). Коэффициент теплообмена зависит главным образом от соотношения газов в смеси. С повышением последнего растет плотность (объемный вес) газового потока. Максимальное значение апл = 0,053 кал/см 2 с °С соответствует = 2,3 (в интервале температур от 0 до 700° С). Для сравнения укажем, что у сварочных линейных ацетилено-кислородных горелок коэффициент теплообмена не превышает 0,015 кал/см 2 с° С, т. е. примерно в 4 раза ниже. Между оптимальным расходом ацетилена Va (л/ч) и диаметром напыляемой проволоки dnp существует линейная зависимость, которая при коэффициенте использования ацетилена по распыленному металлу, равному 6—7 кг/м 3 , составляет На основании полученных экспериментальных данных предложена методика расчета инжекторной распылительной головки аппарата для газопламенного напыления покрытий. За основную расчетную величину принимается диаметр проволоки, по которому определяются оптимальный расход ацетилена и основные конструктивные параметры. Проведенные исследования показали, что при газопламенном напылении можно повысить эффективность нагрева материала в виде проволоки за счет интенсификации процессов горения и теплопередачи от пламени к проволоке, а также увеличения ее диаметра. Для повышения коэффициента использования ацетилена целесообразно повышение давления горючего газа (ацетилена _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |


 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

|
 НОВОСТИ НОВОСТИ |
| |
 Различные способы сварки профильных труб под прямым углом
Различные способы сварки профильных труб под прямым углом


