
- Как правильно обжимать наконечники для проводов — 5 правил опрессовки
- Какой наконечник выбрать
- Подготовительные работы с кабелем
- Порядок опрессовки наконечников и гильз
- 5 правил опрессовки
- Рекомендации по опрессовке силовых неизолированных наконечников
- Рекомендации по опрессовке изолированных наконечников и разъемов
Как правильно обжимать наконечники для проводов — 5 правил опрессовки
 Как же правильно опрессовать кабельный наконечник или гильзу гидравлическим прессом? Есть ли какие-то правила или нормы которые могут повлиять на качество опрессовки? Безусловно они есть, и покупка качественного пресса еще не обеспечивает вам гарантию надежного контакта на том или ином наконечнике. Давайте рассмотрим основные моменты качественной опрессовки или обжима толстостенных наконечников.
Как же правильно опрессовать кабельный наконечник или гильзу гидравлическим прессом? Есть ли какие-то правила или нормы которые могут повлиять на качество опрессовки? Безусловно они есть, и покупка качественного пресса еще не обеспечивает вам гарантию надежного контакта на том или ином наконечнике. Давайте рассмотрим основные моменты качественной опрессовки или обжима толстостенных наконечников.
Какой наконечник выбрать
Перед началом обжима необходимо правильно выбрать наконечник. Стоит помнить, что наконечники бывают различных видов — разная толщина гильзы, разный диаметр входного отверстия. Причем это бывает у наконечников одного сечения, но разных производителей. 
Поэтому не всегда одной и той же матрицей, можно опрессовать 2 разных наконечника под провод одинакового сечения. Кроме этого, количество опрессовок гильзы также может отличаться.
Если вы хотите добиться качественного соединения, которое надежно прослужит вам годами, воспользуйтесь следующими рекомендациями.
Очищенная от изоляции жила, должна четко соответствовать диаметру хвостовой части наконечника.
Люфт может быть и он допустим, но он должен быть минимальным.
 Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.
Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.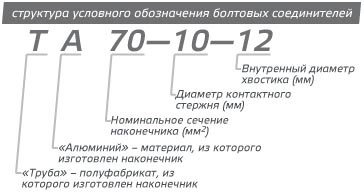
А вот если материал изделия медь, то возникают определенные сложности. Но и здесь есть несколько решений.
- ⚡существуют ГОСТ-овские таблицы, по которым можно подобрать нужный тип. Но это не совсем удобно, т.к. необходимо четко знать и различать классы гибкости жил, да и таблицы эти у вас не будут под рукой.
- ⚡замерить диаметр жилы обыкновенным штангенциркулем. После чего сравнить его с диаметром внутренней части хвостовика наконечника. Сделать это можно тем же штангенциркулем, либо по надписям на лопатке.


Третья цифра в сокращении ТМ-35-8-9 как раз и будет тем самым необходимым диаметром. То есть, если диаметр жилы который вы замерили, оказался равным 8,5мм, то самым подходящим наконечником будет именно с маркировкой ТМ-35-8-9.  Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Материал изготовления наконечника и гильз должен быть одинаковым с материалом изготовления провода или кабельной жилы. Алюминиевые провода соединяйте с помощью алюминиевых гильз и наконечников. Медные с медными. Иначе коррозийных процессов не избежать.
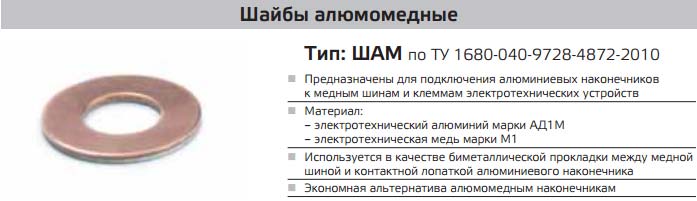
Если нужно соединить алюминиевый наконечник с медным контактом (на выключателе или рубильнике), используйте алюмо-медный наконечник или подкладывайте алюмо-медные шайбы.
 Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Подготовительные работы с кабелем
Очистите изоляцию с жил кабеля на необходимую длину. Какова эта длина?
Она должна равняться глубине наконечника, плюс 5мм запаса.
 Запас требуется, потому что наконечник при опрессовке будет вытягиваться и деформироваться (особенно алюминиевый).
Запас требуется, потому что наконечник при опрессовке будет вытягиваться и деформироваться (особенно алюминиевый).
Срез изоляции старайтесь делать ровным, строго под углом 90 градусов к оси самого кабеля.
Если жилы кабеля имеют треугольную форму их необходимо сточить напильником для скругления.  Иначе никогда не добиться вот такой плотности при опрессовке:
Иначе никогда не добиться вот такой плотности при опрессовке: 
После удаления изоляции голую жилу требуется зачистить и обезжирить. Для этого воспользуйтесь специальными контактными пастами. 

Порядок опрессовки наконечников и гильз
Для опрессовки толстостенных наконечников и гильз лучше всего использовать гидравлический пресс. В набор пресса изначально входят универсальные матрицы под любые наконечники и провода. Ни в коем случае не используйте не предназначенный для обжима инструмент (молоток, зубило и др.). Контакт опрессованный подобным образом не прослужит долго, особенно если будет постоянно испытывать большие нагрузки.
- ⚡от длины наконечника
- ⚡и ширины матрицы
В инструкции по эксплуатации пресса, которая идет в комплекте с инструментом есть табличка, где указывается требуемое количество обжимов, Учтите один момент, что данная таблица предназначена для наконечников и гильз сделанных по ГОСТ. Чем они отличаются от других марок можно узнать в статье Кабельные наконечники маркировка и виды. 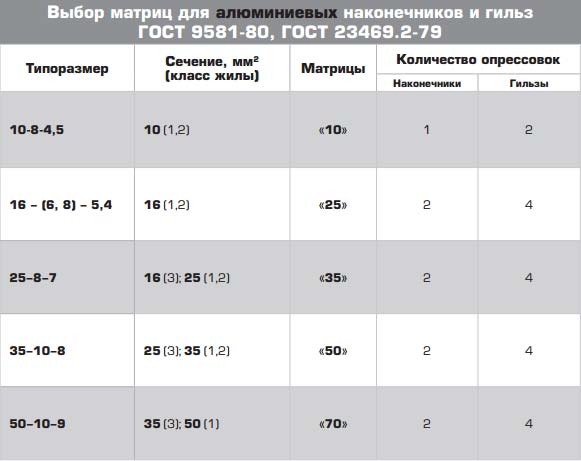

Наконечник вставляйте в пресс так, чтобы маркировка сечения матрицы (35-50-70 и т.д.) отпечатывались на лицевой стороне наконечника, а не сбоку или снизу. 


- ⚡первую по счету опрессовку наконечника нужно делать ближе к лопатке (там куда вставляется болт)
- ⚡следующие обжимы производите по порядку, двигаясь от лопатки к хвостовой части наконечника
- ⚡для гильз действуют те же самые правила

Делать нужно именно в этой последовательности, потому что при каждом нажиме пресса наконечник имеет свойство удлиняться (иногда до десяти процентов!). И если вы начнете прессовать с конца (не от лопатки), при последнем обжиме, с большой вероятностью, у вас в конце гильзы образуется пустота. И вы не добьетесь того контакта, который был необходим.
В первую очередь это касается всех алюминиевых изделий. Для меди это еще не настолько критично.
При обжиме со стороны лопатки — наконечник будет как бы налазить на жилу, все более уплотняя соединение. Изолированные наконечники имеют даже специальную цифровую маркировку подсказывающую порядок прессования. 
Опрессовка заканчивается в момент когда матрицы смыкаются между собой. Если вам необходимо выполнить две или три опрессовки, отступаете 2-3мм от предыдущего места обжима и продолжаете обжим.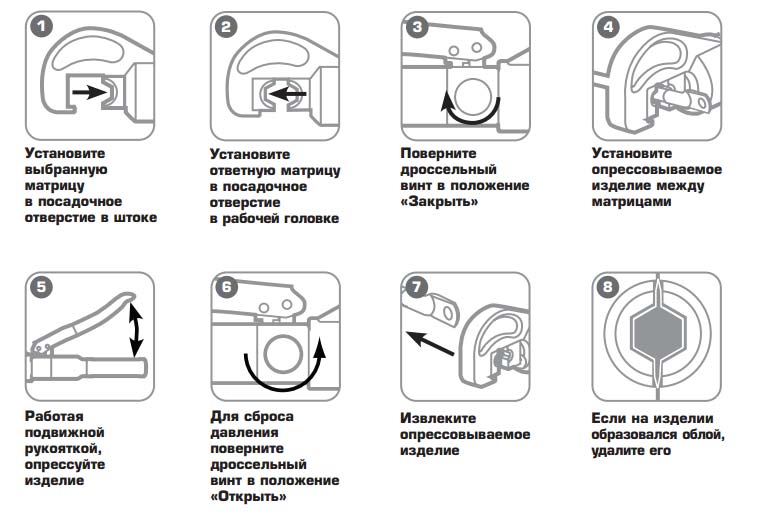
При опрессовке допустимо образование небольшого облоя. Его можно убрать или сточить напильником.
Очень распространенная ошибка — образование больших «ушей» на наконечнике. Это получается в результате не правильного выбора матрицы.
Если такие «уши» все же появились, не стоит их спиливать под ноль, до основания гильзы. Иначе может образоваться щель в наконечнике и прослабнет контакт обжима.
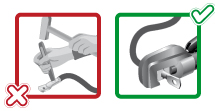
После того, как наконечник обжат, желательно заизолировать место между тем, где заканчивается хвостовик и оставшейся неизолированной частью жилы. Лучше всего для этого использовать термоусаживаемые трубки. 
5 правил опрессовки
Подводя итог вышесказанному, если вы хотите получить качественную и долговечную опрессовку вам необходимо придерживаться пяти правил:
- правильно выбрать наконечник
- грамотно зачистить жилу
- воспользоваться специализированным инструментом
- подобрать нужную матрицу
- соблюсти последовательность обжима



Источник
Рекомендации по опрессовке силовых неизолированных наконечников
Подготовка жилы кабеля
Перед началом монтажных работ убедитесь, что кабель обесточен. Срез кабеля должен быть ровным и перпендикулярным оси кабеля. Снимите изоляцию с жилы на длину, равную глубине захода проводника в хвостовик наконечника плюс 5 мм. При работе с кабелем с бумажной маслопропитанной изоляцией удалите загрязнения и обезжирьте зачищенный конец кабельной жилы.
Наружная поверхность жилы должна быть зачищена от оксидных пленок. Секторные жилы перед опрессовкой необходимо предварительно скруглить.
Выбор наконечника
Размер наконечника выбирается в соответствии с сечением и классом гибкости кабельной жилы. Материал наконечника должен соответствовать материалу жилы. При выводе алюминиевого кабеля на медную шину используйте алюмомедные наконечники, для соединения алюминиевых и медных кабелей используйте переходные алюмомедные гильзы. Геометрия контактной части наконечника выбирается в соотвтетсвии с типом клеммы вводного устройства. Наличие или отсутствие лужения на наконечнике выбирается в соответствии с условиями эксплуатации.
Монтаж алюминиевых наконечников
Непосредственно перед началом монтажа алюминиевых наконечников внутренняя поверхность хвостовика и токоведущая жила должны быть зачищены наждачной бумагой от оксидных пленок и смазаны проводящей контактной пастой. Применение специальных проводящих паст значительно улучшает электрический контакт.
Выбор инструмента и матриц
При монтаже наконечников методом опрессовки используйте только профессиональный инструмент. Перед началом монтажа изучите инструкцию по эксплуатации и ознакомьтесь с порядком выполнения работ. Для работы с многожильными проводниками рекомендуется использовать гексагональные матрицы. Размер матриц должен соответствовать размеру выбранного наконечника.
Перед началом монтажных работ убедитесь, что кабель обесточен. При необходимости электромонтажных работ на линиях, находящихся под напряжением, используйте только специальный изолированный инструмент.
Опрессовка наконечника
Конец жилы должен заходить в наконечник до упора. Перед опрессовкой убедитесь, что наконечник правильно ориентирован на кабеле относительно контактных клемм вводного устройства. При монтаже наконечников и соединительных гильз соблюдайте количество и последовательность опрессовок. При гексагональном обжиме опрессовку необходимо производить до полного смыкания матриц. В случае недостаточной опрессовки рекомендуется повторная опрессовка матрицей на размер меньше.
Обработка наконечника после опрессовки
При образовании облоя на опрессованном изделии, удалите его с помощью зачистного инструмента. После опрессовки наконечников, для герметизации соединения и антикоррозионной защиты, усадите термоусаживаемую трубку на место соединения хвостовика наконечника с кабельной жилой. После усадки трубка должна перекрывать хвостовую часть наконечника и заходить на изоляцию жилы. Рекомендовано применение трубок с клеевым подслоем. Качественное соединение и оконцевание силовых кабелей требует использования термоусаживаемых муфт, наконечники и соединительные гильзы в которых представляют лишь один из структурных элементов.
Источник
Рекомендации по опрессовке изолированных наконечников и разъемов
Выбор провода
Опрессовка изолированных наконечников и разъемов производится только на многопроволочных медных жилах. Для монтажа моножильных проводов используйте неизолированные наконечники и специальные матрицы для опрессовки (тип 05 «КВТ»).
Выбор наконечника
Размер наконечника должен соответствовать сечению провода. Геометрия контактной части выбирается в соответствии с типом вводной клеммы и условиями эксплуатации. Не используйте вилочные наконечники в подвижных составах и местах, подверженных вибрации.
Снятие изоляции с провода
Жила зачищается на длину, равную длине трубчатой части наконечника. Во избежание распадания и загибов отдельных проводников жилы, перед установкой наконечника жилу рекомендуется слегка скрутить.

Выбор инструмента
Используйте для опрессовки профессиональный инструмент. Пресс-клещи, оснащенные храповым механизмом, обеспечивают блокировку обратного хода до прохождения полного цикла опрессовки. Это исключает риск недоопрессовки по вине оператора. Степень опрессовки определяет механическую прочность и электрическое сопротивление контактного соединения.
Установка матриц в инструменте
При смене матриц в инструменте устанавливайте их таким образом, чтобы сторона матриц с наименьшим сечением опрессовочного профиля всегда располагалась у края губок.
Установка наконечника на жиле
Зачищенный конец медной жилы должен быть видимым и располагаться вровень с краем изолирующей манжеты наконечника или выступать не более чем на 1 мм, без выхода в контактную зону.
Изоляция провода должна заходить внутрь изолирующей манжеты наконечника до упора и полностью перекрываться манжетой. Убедитесь в отсутствии загибов отдельных проводников жилы под изолирующей манжетой.
Установка наконечника в матрицах
При опрессовке ориентируйте наконечник таким образом, чтобы технологический шов хвостовика располагался сверху по центру.
При опрессовке двухконтурными матрицами с обжимом по жиле и изоляции (тип 01 и 04 «КВТ») располагайте наконечник в матрицах таким образом, чтобы каждый из контуров опрессовывал соответствующую часть наконечника. Наконечник должен заводиться с маркированной стороны матриц.
При установке наконечника в матрицах инструмента цветовая маркировка на матрицах должна совпадать с цветом манжеты наконечника, или цифровая маркировка – с его сечением.
Опрессовка наконечника
Опрессовку необходимо производить до полного смыкания матриц. После опрессовки убедитесь в целостности изолирующей манжеты и механической прочности соединения.
Источник



