
Основные методы формообразования
КИНЕМАТИКА РЕЗАНИЯ
Главная задача, решаемая при разработке технологического процесса изготовления детали, заключается в обеспечении заданного качества детали. Основными показателями качества детали являются точность формы, размеров и взаимного положения поверхностей, а также свойства ее основного материала и поверхностного слоя (шероховатость, фазовый, структурный и химический состав, степень и глубина упрочнения или разупрочнения, остаточные напряжения и др.). На каждый из показателей качества устанавливаются определенные допуски, в пределах которых они должны находиться. Деталь, показатели качества которой выходят за пределы допусков, считается некачественной (браком). Кроме необходимости обеспечения заданного качества детали технологический процесс ее изготовления должен быть экономичным, т. е. требовать наименьших затрат живого, овеществленного труда, материальных и энергетических ресурсов, а также быть безопасным и экологически чистым (в пределах установленных норм).
Основные методы формообразования
В современном машиностроительном производстве существует множество методов формообразования заготовок и деталей машин, которые можно объединить в несколько основных групп:
· методы обработки давлением;
· методы механической обработки;
· физические и химические методы (в том числе электрофизические и электрохимические);
Формообразование деталей в процессе последующей обработки заготовок может осуществляться:
· с удалением материала заготовки;
· без удаления материала заготовки;
· с нанесением материала на заготовку;
Пространственную форму детали определяет сочетание различных поверхностей, которые можно свести к простым геометрическим поверхностям: плоским, телам вращения (цилиндрическим, коническим, шаровым, торовым и т. п.), винтовым и др.
В свою очередь, геометрическую поверхность можно представить совокупностью последовательных положений следов одной производящей линии, называемой образующей, которая движется по другой производящей линии, называемой направляющей.
Например, для образования круговой цилиндрической поверхности образующей служит прямая линия. Ее перемещают по окружности, которая является направляющей линией.
При обработке (формообразовании) на металлорежущих станках образующие и направляющие линии воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Формообразование на металлорежущих станках может быть реализовано четырьмя основными методами [13].
 |
Рис. 1.1 Методы формообразования поверхностей:
а– копирования; б – следов; в – касания; г – огибания; 1 – образующая линия, 2 – направляющая линия, 3 – инструмент
1. Метод копирования. Форма режущей кромки инструмента соответствует форме образующей линии 1 обработанной поверхности детали (рис. 1.1 а). Направляющая линия 2 воспроизводится вращением заготовки (главное движение), которое является формообразующим. За счет движения подачи получают геометрическую поверхность заданного размера.
2. Метод следов. Образующая линия 1 является траекторией движения точки верщины режущей кромки инструмента, а направляющая линия 2 — траекторией движения точки заготовки (рис. 1.1б). Формообразующими являются главное движение резания и движение подачи, которые могут быть взаимосвязаны.
3. Метод касания. Образующей линией 1 служит режущая кромка инструмента (рис. 1.1, в), а направляющей линией 2 — касательная к ряду геометрических вспомогательных линий — траекторий точек режущей кромки инструмента. Формообразующими являются только движения подач.
4. Метод обкатки (огибания). Направляющая линия 2 воспроизводится вращением заготовки (рис. 1.1, г). Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря двум согласованным движениям подач — продольной и круговой (вращение резца). Скорости движений подач согласуют так, что за время прохождения вращающимся резцом расстояния / он делает один полный оборот относительно своей оси вращения, формируя на вращающейся заготовке соответствующий профиль. Характерным примером обработки (формообразования) методом обкатки является нарезание зубчатых колес червячной фрезой или долбяком, при котором вращения фрезы и заготовки (круговая подача) строго согласованы между собой, а форма режущей части инструмента (форма зуба) определяется формой зуба нарезаемого колеса.
Дата добавления: 2015-05-21 ; просмотров: 12487 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Pereosnastka.ru
Обработка дерева и металла
Формообразованием называется совокупность процессов, методов и способов получения готовой детали с требуемыми размерами, формой и качеством поверхности. Наиболее распространенным видом формообразования является резание, предназначенное для окончательной обработки деталей. Другие известные виды формообразования служат для получения заготовок, которые затем обрабатываются резанием; к ним относятся литье, прокатка, ковка, штамповка, сварка, электрофизическая и электрохимическая обработка и др.
Основные характеристики формообразования приведены ниже.
Энергия, подводимая к заготовке. При обработке к заготовке подводится одна из энергий: механическая, тепловая, химическая, электрическая, магнитная и электромагнитная. Например, при ковке подводится механическая энергия, а при электрофизической обработке — электрическая.
Энергия формообразования (она может быть механической, тепловой, химической) используется для придания детали требуемой формы. Например, при получении отливок формообразование происходит под действием тепловой энергии.
Распределение энергии во времени. При обработке заготовки энергия может подводиться непрерывно (т. е. в течение всего процесса), с перерывами (т. е. импульсами) или пульсирующим методом (когда величина энергии в процессе обработки пульсирует, т. е. снижается и повышается до некоторых предельных значений).
Распределение энергии в пространстве может быть объемным (например, при штамповке), поверхностным (например, при электрохимической обработке), линейным (например, при резании, когда энергию подводят к режущей кромке инструмента) и точечным (например, при электрофизической обработке).
Основным процессом при формообразовании может быть плавление (например, при электрофизической обработке), кристаллизация, пластическое деформирование (например, при ковке), хрупкое разрушение, химическая реакция и др.
Методы формообразования:
1) путем удаления припуска на обработку (например, при резании, при электрофизической и электрохимической обработке);
2) путем перераспределения объема материала заготовки, находящегося в твердом (например, при ковке, штамповке, прессовании), или жидком (например, при литье) состоянии.
Среда формообразования:
1) воздух — для ковки или резания без применения смазывающе-охлаждающей жидкости ( СОЖ );
2) технологическая жидкость (например, эмульсол) — при резании с применением СОЖ ;
3) диэлектрик — при электрофизической обработке;
4) электролит — при электрохимической обработке;
5) комбинация нескольких перечисленных сред.
Движение формообразования свойственно таким его видам, при реализации которых припуск удаляется при перемещении инструмента относительно заготовки.
Вид удаляемого припуска:
1) стружка (например, при точении стали или чугуна);
2) раствор (при электрохимической обработке);
3) капли жидкости (при электроэрозионной обработке);
4) пар (при лазерной обработке).
Источник
Методы формообразования поверхностей




![]()
![]()
План лекции
Лекция 1. Методы формообразования поверхностей и движения при обработке поверхностей на металлорежущих станках
1. Методы формообразования поверхностей
Под деталью подразумевается определенный объем материала, ограниченный геометрическими поверхностями, образованными при ее обработке. Конструктивную форму детали в пространстве определяет сочетание различных поверхностей: плоских, цилиндрических, конических и др. Деталь в идеальном ее виде, т.е. заданная конструктором на чертеже при проектировании, отличается от реальной детали, обработанной на металлорежущем станке. Эти отличия вызваны воздействием на обрабатываемую поверхность заготовки режущей кромки инструмента, стружки; погрешностей в кинематике станка и т.д. Допускаемые отличия формы и размеров обработанной детали от ее геометрического прообраза, заданного на чертеже, устанавливаются конструктором в зависимости от назначения детали и могут быть обеспечены различными методами обработки.
Поверхности обрабатываемых на металлорежущих станках деталей можно рассматривать как непрерывное множество последовательных положений (следов) одной производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей.
На практике в качестве производящих линий в основном используются прямая, окружность, эвольвента, винтовая линия и др. В процессе формообразования поверхностей резанием эти линии чаще всего остаются воображаемыми. Они реализуются при механической обработке на станках комбинацией согласованных между собой прямолинейных и вращательных перемещений инструмента и заготовки, называемых рабочими движениями формообразования. Эти движения могут быть как простыми, состоящими из одного движения, так и сложными, являющимися результатом сочетания нескольких простых движений.
На рис. 1.1 изображены некоторые схемы образования поверхностей деталей.
При обработке заготовок резанием различают четыре метода формообразования поверхностей: копирования, следа, касания, обкатки. Выбор соответствующего метода для получения различных поверхностей сводится к установлению движений формообразования, которые воспроизводят образующие и направляющие линии этих поверхностей.
 |  |
Рис. 1.1. Схемы формообразования поверхностей деталей:
Н — направляющая линия поверхности; О — образующая линия поверхности.
Метод копирования. Данный метод основан на том, что одна из производящих линий совпадает (или обратная) по форме с режущей кромкой инструмента (рис. 1.2). На рис. 1.2,в представлена схема протягивания цилиндрического отверстия. Одна из производящих (образующих) линий, в данном случае форма отверстия, совпадает с реальной формой режущих кромок протяжки. Единственным рабочим движением формообразования является прямолинейное перемещение инструмента относительно заготовки. Эта схема действительна для процессов протягивания отверстий любой формы.
 |  |  |
| а | б | в |
Рис. 1.2. Схемы обработки поверхностей по методу копирования
На рис 1.2,а изображена схема точения фасонной поверхности резцом, форма режущей кромки которого идентична форме образующей линии детали. Вторая производящая линия — это окружность, она обеспечивается вращением заготовки, которое является в данном случае единственным движением формообразования. Перемещение резца в радиальном направлении необходимо для снятия припуска и обеспечения заданных диаметральных размеров.
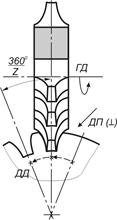
Метод обката. При обработке заготовок по методу обката образующая линия представляет собой огибающую ряда последовательных положений режущей кромки инструмента в результате его движения относительно заготовки. Движение резания и движение подачи при этом должны быть определенным образом согласованы между собой. В этом случае режущая кромка инструмента при различных положениях является касательной к образующей линии, отличаясь от нее по форме.
На рис. 1.3 приведена схема обработки зубчатого профиля по методу обката. Режущий инструмент представляет собой зубчатую рейку с прямолинейными режущими кромками зубьев. При согласованном движении инструмента вдоль своей оси и вращении заготовки прямолинейные режущие кромки принимают последовательно положения, огибающая которых является эвольвентой — формообразующей линией зуба. Итак, одно из рабочих движений формообразования является сложным и состоит из согласованных между собой перемещений заготовки и инструмента и называется движением обката.

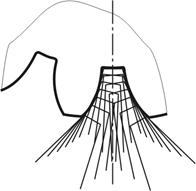
Рис. 1.3. Схема обработки поверхностей по методу обката
Направляющая линия воспроизводится вторым движением формообразования, простым или сложным, состоящим из нескольких перемещений, приданным инструменту или заготовке. Например, при обработке зубьев на зубодолбежных станках направляющая линия образуется при прямолинейном перемещении инструмента вдоль оси заготовки, а при зубофрезеровании — в результате сложного движения, состоящего из вращения инструмента и его перемещения вдоль оси заготовки. При обработке по методу обката все движения являются формообразующими.
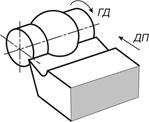
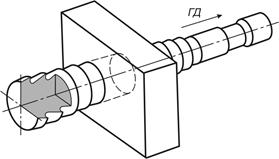
Метод следа. При формообразовании поверхностей деталей по методу следа образующая линия является следом (траекторией) движения точки — вершины режущей кромки инструмента. Направляющая линия образуется при вращении заготовки или инструмента (рис. 1.4). Формообразующими являются оба движения резания. При обработке на металлорежущих станках образование поверхностей по методу следа является наиболее распространенным.
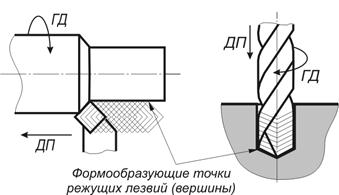
Рис. 1.4. Схемы обработки поверхностей по методу следа
Метод касания. Принцип формообразования поверхностей по методу касания заключается в том, что образующей линией служит режущая кромка инструмента, а направляющая линия является касательной к реальной траектории движения точек режущей кромки инструмента. Формообразующим при этом методе является только движение подачи. Чаще всего данный метод формообразования используется при обработке на фрезерных станках (рис. 1.5).
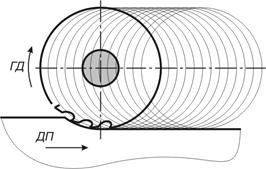
Рис. 1.5. Схема обработки поверхности по методу касания
Источник



