
Монтаж элементов металлоконструкций
От промышленных зданий требуется высокая прочность и надежность при минимальных затратах на строительство как времени, так и средств. Наибольшую эффективность показывают здания со стальной несущей конструкцией. Качество постройки во многом зависит от того, насколько правильно выполнен монтаж металлоконструкций. Интерес представляет монтаж колонн, подкрановых балок ферм, фахверка и настила.

монтаж металлоконструкций при возведении промышленных (складских) помещений
Монтаж колонн
Большинство металлических колонн размещается на сплошном фундаменте из бетона. Кода они готовятся к монтажу, на них наносят отметки, обозначающие продольную ось и верх фундамента. При установке колонны удерживают одним из таких способов:
- При помощи анкерных болтов, которые заделаны в фундамент. После того, как колонна выверена по двум перпендикулярным осям, места соединения заливаются цементным раствором.
- Напрямую фундаментной поверхностью, которая возводится до отметки фрезерованной подошвы у колонны. В этом случае цементный раствор дополнительно не подливается.
- С использованием стальных опорных листов. У них верхняя поверхность строгается. Заливка цементного раствора выполняется при необходимости.
Для удержания колонн с широкими башмаками и высотой до 10 м достаточно использовать одни только анкерные болты. Колонны с большей высотой и узкими башмаками необходимо также поддерживать расчалками в той плоскости, где жесткость конструкции минимальна.
- Крепление расчалок выполняется в верхней части колонны до того, как она будет поднята и размещена.
- Другой конец расчалок крепится к якорям или элементам фундамента, расположенных неподалеку.
- После того, как расчалки полноценно натянуты, стропы с колонны можно убирать.
- Полностью снимать расчалки разрешается только после того, как колонна закреплена при помощи постоянных элементов. Обеспечить устойчивость колонне можно подкрановыми балками или связями, которые размещаются после монтажа первых двух колонн, соединенной подкрановой балкой.
Когда выполняется монтаж колонн, размещаемых на фундаменте, то в ходе процесса их крепят анкерными болтами. Любые металлические прокладки, подкладываемые под основание, обязательно привариваются. В свою очередь, колонны, на верхних ярусах также скрепляются болтами или сваркой. На это соединение приходится высокая нагрузка, поэтому его прочность тщательно просчитывается при проектировании.

крепление металлических колонн при помощи анкерных болтов
Монтаж элементов металлических конструкций с помощью выверки достаточно трудоемкий и длительный по времени. Поэтому в последнее время все больше используется способ монтажа, который не требует выверки. Такой метод позволяет, как улучшить качество конструкции, так и сократить сроки, требуемые для возведения здания.
Безвыверочный монтаж требует подготовки металлоконструкции в процессе изготовки и непосредственно на стройплощадке. Чтобы увеличить точность конструкции, используются следующие технологические приемы:
- Раздельное изготовление башмака и опорной плиты;
- Фрезерование торцов двух ветвей колонн;
- Строгание опорных плит;
- Наличие 4 приваренных планок на опорной плите с нарезанными отверстиями для размещения болтов;
- Наличие осевых рисок на ветвях колонн.
Когда монтаж производится без выверки, то колонны опирают на стальные плиты. В таком варианте фундамент изначально бетонируется ниже проектного значения на 50-60 мм, а после установки плиты его заливают цементным раствором.
Опорная плита размещается при помощи регулировочных болтов на опорных планках, которые бетонируются полностью в фундамент заподлицо, по аналогии с закладными деталями. Опорная поверхность плиты выставляется гайками таким образом, чтобы разница фактической отметки от проектного положения составляла не более 1,5 мм.
Когда ведется установка колонны, то осевые риски, нанесенные на ветвях, совмещаются с рисками на опорных плитах. Это обеспечивает достаточную точность размещения, после чего колонну крепят анкерными болтами. В этом случае не требуется дополнительно выверять колонну по высоте или осям. После того, как установлены расчалки, на колонны можно монтировать подкрановые балки. Когда подкрановые балки совмещены по осевым рискам с колоннами, их не требуется дополнительно выверять. После закрепления балок с колонн снимаются расчалки.
Монтаж подкрановых балок
Данные балки устанавливаются после монтажа пары колонн. Во время подъема балка удерживается при помощи двух оттяжек. Для приема её на высоте монтажники располагаются на подмостках, площадках и монтажных лестницах. Задача рабочих – удержать балку от касания с установленными ранее элементами конструкции и придать ей нужное положение. Для контроля над спуском балки имеются риски на консоли. Для устранения вертикального отклонения используются стальные подкладки, размещаемые под балкой. Для временного крепления балки используются анкерные болты.

монтаж подкрановых балок
Если производится монтаж подкрановых балок на колонны с фрезерованными подошвами, фундамент которых забетонирован до проектного значения, или колонны на строганных металлических плитах, то достаточно выверить положение балок по главной оси.
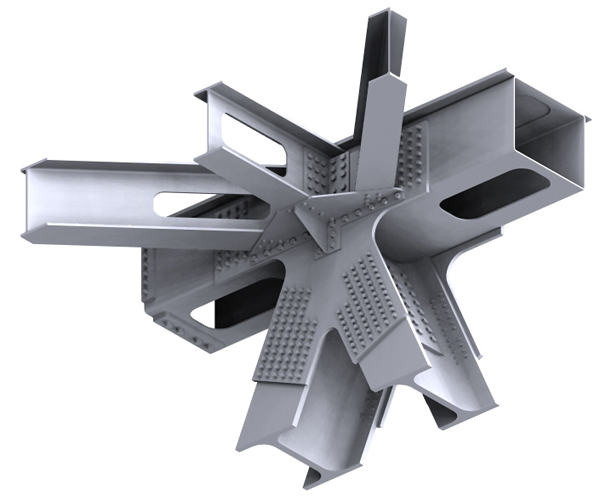
Монтаж ферм
Перед установкой ферму необходимо подготовить – собрать, обустроить лестницами и расчалками. Её разворот поперёк пролета выполняется за счет расчалок. Для временного крепления также используются расчалки, а еще распорки, оттяжки и кондуктора. Ферма выверяется по осевым рискам, которые находятся на торцах.
Для подъема ферм используют траверсы одного или двух кранов, это зависит от массы и размеров поднимаемой конструкции. Их строповка производится исключительно в узлах верхнего пояса, иначе в стержнях могут возникнуть значительные изгибающие усилия. Обычно строповка выполняется в 4 точках при помощи траверс, снабженными полуавтоматическими захватами с дистанционным управлением. Если в процессе монтажа элементы конструкции испытывают значительные нагрузки, то их усиливают стальными трубами или пластинами из дерева.
Первая ферма, поднимаемая краном, разворачивается оттяжками в требуемое положение так, чтобы до верха колонн оставалось 0,5-0,7 м. Ферму опускают на монтажные столики, находящиеся на колоннах. Временное крепление производится болтами, после чего её положение выверяется и конструкция крепится окончательно. Для защиты от раскачивания ферма во время подъема удерживается 4мя гибкими оттяжками.
Последующая работа по монтажу металлоконструкций этого типа проводится аналогично. Вторую установленную ферму соединяют с первой с использованием прогонов, распорок и связей. Там образуется жесткая пространственная конструкция. Фермы соседних рядов соединяются болтами для повышения жесткости.
Монтаж настила
Промышленные здания со стальным или железобетонным каркасом зачастую обшиваются стальным профилированным настилом. Это способствует уменьшению массы строения. Высокую эффективность показывают профилированные панели, снабженные утеплителем. Они позволяют значительно экономить тепло, что достаточно важно в климатических условиях нашей страны.
Для настила используют листы из нержавеющей стали, которая дополнительно покрыта антикоррозионным составом. Применяют листы длиной 3-12 м, шириной 0,86-0,85 м и толщиной 0,8-1 мм. Длина листов обычно кратна 3 м и выбирается при проектировании в зависимости от расположения прогонов ферм. Стандартная высота продольных гофр – 60-80 мм.
Перед установкой листы соединяются в карты, так как монтировать листы отдельно весьма трудоемко, учитывая то, что все работы необходимо вести на высоте. Сборка выполняется на горизонтальных стендах, на которых имеются уголки по размерам карт. Соединение листов выполняется при помощи заклепок или точечной сваркой. Если используются заклепки, то отверстия в разложенных листах просверливаются вручную. Расстояние между отверстиями прописывается в проекте и обычно составляет 50-60 мм. В полученные отверстия помещаются заклепки, после обработки которых получается единая карта требуемого размера.
Строповка выполняется согласно схеме, в зависимости от размеров карты. Настил укладывается на прогоны или блоки перекрытия. Прогоны размещаются на узлах ферм, а, если фермы создаются из прямоугольных профилей замкнутого строения, то прямо на верхние пояса ферм. Размещение карт из профилированных листов выполняется с использованием рисок, отмечающих место укладки.
Для крепления к прогонам требуется оборудование для монтажа металлоконструкций, которое позволяет быстро соединить их с листами при помощи дюбелей или электрозаклепок. Наиболее распространено крепление гайковертом, который затягивается винты диаметром 6 мм с пластмассовыми или стальными шайбами под головкой.
Соединение металлоконструкций сваркой
Большая часть монтажных соединений выполняется при помощи сварки, меньшая – болтами, еще реже используются заклепки. Это оказывает виляние на стоимость монтажа металлоконструкций – сварные соединения наиболее дешевые. Соединение заклепками наиболее трудоемкое, однако, в некоторых случаях необходимо использовать только его. Примером может быть здание кузнечнопрессового цеха, для создания несущей металлоконструкции которого нельзя применять болты или сварку – от постоянной вибрации, создаваемой кузнечным оборудованием, эти соединения неизбежно разрушатся.
Сварку используют, когда требуется жесткое соединение конструкций, с плотным прилеганием элементом и водо- и газонепроницаемым швом. Только таким способом соединяют листовые конструкции в кожухах доменных и термических печей, резервуарах, пылеуловителях и газгольдерах. Среди опорных конструкций сварное соединение используют для стыков колонн с подкрановыми балками и стропильными фермами. Элементы стальных конструкций можно сваривать с элементами железобетонных. В таких случаях профили привариваются к закладным деталям.
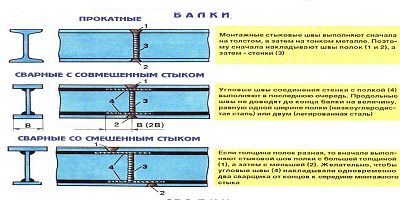
Для получения качественного шва свариваемые детали плотно прижимаются друг к другу. В основном для этого используются грубые монтажные болты. В некоторых случаях для создания соединения используются дополнительные металлические стыковочные накладки.
Колонны, высота которых превышает 18 м, для транспортировки разделяются на отправочные элементы, размеры которых зависят от средств, используемых для транспортировки. Для монтажа части колонн собираются в единое целое. Стыки колонн при возведении одноэтажных зданий промышленного назначения обычно выполняются в части над краном, выше подкрановых балок. Торцы основной и надкрановой частей колонн, обработанные фрезерованием, стыкуются и свариваются по контуру стыка. Чтобы повысить жесткость соединения, используют стыковые листовые накладки.

Для монтажа подкрановых балок их опирают на соответствующие плиты колонн и соединяют сначала болтами, а затем заваривают. Дополнительные крепление балки производится к надкрановой части колонны при помощи тормозных конструкций. Они также первоначально присоединяются болтами и привариваются протяженным швом. Соединение ферм с колоннами выполняется аналогично.
Когда выполняется монтаж зданий из металлоконструкций, то большую важность имеет качество выполняемых сварных швов. Они проверяются внешним осмотром, которым можно определить отклонения от геометрических размеров, порезы, непровар или крупные поры. Поверхность шва должна быть гладкая или в мелких чешуйках, а наплавленный материал – одинаковую плотность. Допустимые размеры отклонений и дефектов указаны в нормативных документах.
Соединение металлоконструкций болтами
Болтовые соединения могут выполняться болтами различной точности в зависимости от назначения соединений и воспринимаемых им нагрузок. В основном используются крепежные изделия нормальной и повышенной точности. Для соединений, которые подвергаются нагрузке на срез, запрещено использовать болты нормальной и грубой точности.
Отверстия под болты высверливают или продавливают таким образом, чтобы диаметр отверстия превышал внешний диаметр болта на 2-3 мм. Это упрощает сборку, однако делает их менее стойкими к деформациям. По этой причине болты, относящиеся к грубым и нормальным по классу точности, используются только тогда, когда один элемент непосредственно опирается на другой. Примеры – соединения на опорных столиках, планках и фланцах.
Соединения, в которых используются болты повышенной точности, являются альтернативой заклепочным соединениям в труднодоступных местах. Для таких соединений диаметр отверстий выполняется больше диаметра болта на величину до 0,3 мм. При соблюдении этого требования болты сидят в отверстиях весьма плотно и хорошо выдерживают сдвигающую нагрузку.
Высокопрочные болты являются наиболее эффективными крепежными элементами. В них сочетается высокая несущая способность со значительной устойчивостью к деформациям. Такие болты могут использовать вместо заклепок практически во всех соединениях. Затяжка гаек для таких болтов производится ключами с храповым механизмом, что позволяет контролировать усилие затяжки.
Источник
Монтаж металлических колонн способ
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ МЕТАЛЛИЧЕСКИХ КОЛОНН ПРОМЫШЛЕННЫХ ЗДАНИЙ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) — комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями.

Рис.1. Типы стальных колонн промышленных зданий
а — сплошная постоянного сечения; б — то же, переменного сечения (ступенчатые); в — переменного сечения решетчатая (сквозная); г — раздельного типа
1 — ферма; 2 — шатровая ветвь; 3 — то же, подкрановая; 4 — диафрагма жёсткости
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу металлических колонн промышленных зданий, определен состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
— строительные нормы и правила (СНиП, СН, СП);
— заводские инструкции и технические условия (ТУ);
— нормы и расценки на строительно-монтажные работы (ГЭСН-2001 ЕНиР);
— производственные нормы расхода материалов (НПРМ);
— местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК — описание решений по организации и технологии производства работ по монтажу металлических колонн промышленных зданий с целью обеспечения их высокого качества, а также:
— снижение себестоимости работ;
— сокращение продолжительности строительства;
— обеспечение безопасности выполняемых работ;
— организации ритмичной работы;
— рациональное использование трудовых ресурсов и машин;
— унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу металлических колонн промышленных зданий.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
— рассмотрение материалов карты и выбор искомого варианта;
— проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
— корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
— пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
— оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу металлических колонн промышленных зданий, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
— колонны, сталь С255 и С245
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу металлических колонн промышленных зданий.
2.2. Работы по монтажу металлических колонн промышленных зданий выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
 час.
час.
2.3. В состав работ, последовательно выполняемых при монтаже металлических колонн промышленных зданий, входят следующие технологические операции:
— подготовка фундаментов под монтаж колонн;
— геодезическая разбивка местоположения колонн на фундаментах;
— обстраивание колонн монтажными лестницами и подмостями;
— установка готовых колонн на фундаменты;
— выверка и закрепление колонн в проектном положении.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: передвижная бензиновая электростанция Honda ET12000 (3-фазная 380/220 В, N=11 кВт, m=150 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (грузоподъемность Q=25,0 т); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, Р=200 А, Н=230 В, вес m=90 кг); автомобильный стреловой кран КС-45717 (грузоподъемность Q=25,0 т).

Рис.4.* Грузовые характеристики автомобильного стрелового крана КС-45717
* Нумерация соответствует оригиналу. — Примечание изготовителя базы данных.

Рис.5. Седельный тягач КамАЗ-54115-15 + полуприцеп СЗАП-93271

Рис.5. Электростанция Honda ET12000

Рис.6. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа применяются колонны К1 из стального двутаврового горячекатаного профиля 25К2 с параллельными гранями полок по СТО АСЧМ 20-93; монтажные болты М36 по ГОСТ 52643-2006 класса прочности 10,9 из стали 40Х; гайки М36 по ГОСТ 52645-2007 класса прочности 10,0; шайбы плоские по ГОСТ 52646-2007; бетона класса. В30 по ГОСТ 26633-91; электроды 4,0 мм Э-42 по ГОСТ 9466-75; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82.
2.6. Работы по монтажу металлических колонн промышленных зданий следует выполнять, руководствуясь требованиями следующих нормативных документов:
— СНиП 3.01.03-84. Геодезические работы в строительстве;
— Пособие к СНиП 3.01.03-84. Производство геодезических работ в строительстве;
— СНиП 3.03.01-87. Несущие и ограждающие конструкции;
— СНиП II-90-81. Производственные здания промышленных предприятий;
— СТО НОСТРОЙ 2.33.14-2011. Организация строительного производства. Общие положения;
— СТО НОСТРОЙ 2.33.51-2011. Организация строительного производства. Подготовка и производство строительно-монтажных работ;
— СТО НОСТРОЙ 2.10.76-2012. Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ;
— СТО НОСТРОЙ 2.10.64-2012. Сварочные работы. Правила и контроль монтажа, требования к результатам работ;
— СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
— СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
— РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
— РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 «СНиП 12-01-2004 Организация строительства. Актуализированная редакция» до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение (ордер) на выполнение строительно-монтажных работ. Выполнение работ без разрешения (ордера) запрещается.
3.2. До начала производства работ по монтажу металлических колонн промышленных зданий необходимо провести комплекс организационно-технических мероприятий, в том числе:
— разработать РТК или ППР на монтаж металлических колонн;
— назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
— провести инструктаж членов бригады по технике безопасности;
— установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
— обеспечить участок утвержденной к производству работ рабочей документацией;
— подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
— обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
— обеспечить строительную площадку противопожарным инвентарем и средствами сигнализации;
— подготовить места для складирования строительных материалов, изделий и конструкций;
— оградить строительную площадку и выставить предупредительные знаки, освещенные в ночное время;
— обеспечить связь для оперативно-диспетчерского управления производством работ;
— доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
Источник



