
Методы нанесения металлических и окисных покрытий на металлическую основу.




![]()
![]()
Существует несколько методов нанесения металлических покрытий на металлическую поверхность деталей; горячим методом (погружения в расплав), термомеханическим методом (плакированием), напылением, гальваническим и химическим методами.
Горячим методом наносят пленку, погружая деталь в ванну с расплавленным металлом. В этом случае используют металлы с низкой температурой плавления, например олово и свинец. Горячим способом наносят покрытия на готовые изделия. В авиаконструкциях чаще всего этот метод применяют для лужения электропроводов. Существенный недостаток этого метода — невозможность получения гарантированной толщины покрытия, а также большой расход наносимого металла.
Термомеханический метод (плакирование) используют для защиты коррозии основного металла или сплава другим металлом или сплавом, достаточно устойчивым к воздействию окружающей среды. Соединение металлов покрытия и основы получают прокаткой. На основной лист (или другой вид проката) металла накладывают тонкий лист защитного металла и в горячем состоянии осуществляют прокатку с помощью валков. В этом случае образуется очень прочное соединение ‘ двух металлов за счет взаимной диффузии. В авиаконструкциях часто применяют плакирование технически чистым алюминием. На нем образуется защитная окисная пленка, предохраняющая основной металл от коррозии. Толщина плакирующего слоя колеблется от 3% и выше толщины защищаемого металла. В авиастроении применяют плакированные листы и ленты.
Напыление (металлизация) — процесс нанесения расплавленного металла на поверхность изделия. Он может осуществляться сжатым воздухом или инертным газом. Сущность метода с использованием сжатого воздуха состоит в том, что частицы расплавленного металла, двигаясь большой скоростью, вместе с воздушным потоком ударяются о поверхность защищаемого металла, сцепляются с ней, образуя металлическое покрытие. В электрометаллизаторе (рис. 4) с помощью специального устройства подается проволока 2 к соплу корпуса 1,где электрической дугой 3 проволока расплавляется и капли распыленного металла подхватываются струей сжатого воздуха, проходящего по направляющей трубке 4. Не успевшие застыть капли жидкого металла прилипают к поверхности металлизируемой детали. У этого метода имеются два существенных недостатка. Во-первых, покрытие получается пористым, поскольку застывшие металлические капля ложатся друг на друга. Во-вторых, адгезия покрытия относительно основы довольно слабая, так как горячая капля малого объема, ударяясь о холодную поверхность, остывает быстро и прочная взаимная диффузия не успевает произойти. В связи с этим напыление с помощью сжатого воздуха в авиастроении находит ограниченное применение.
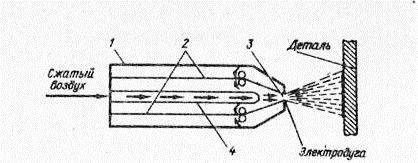
Рис. 4. Схема устройства металлизатора
Более распространено напыление с помощью плазмы. Она образуется в области электрической дуги, сквозь которую пропускается нейтральный газ, например аргон (рис. 5). Таким образом, в плазменную струю 2, выходящую из плазмотрона 1, подается по трубопроводу 3 аргон. В струю аргона через трубопровод 4 подают порошок металла, который мы хотим напылить. Вместе со струей 5 этот порошок подается к поверхности покрываемой детали 6. Практика показала, что плазменное напыление — весьма эффективный способ металлизации.
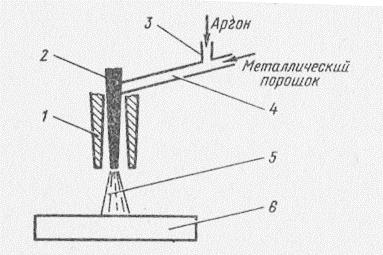
Рис. 5. Схема напыления с помощью плазмы
Все большее распространение находит способ детонационного напыления. Принцип нанесения металла на защищаемую поверхной (рис. 6) состоит в том, что находящийся в камере 1 металлический порошок при взрыве специального вещества взрывной волной 2 с огромной скоростью (до 2000 м/с) направляется к поверхности детали 3. При этом частицы металла покрытия глубоко внедряются в металл основной детали.
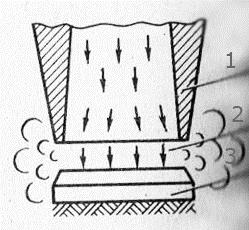
Рис. 6. Схема детонационного напыления
Гальванический метод нанесения покрытий имеет ряд преимуществ по сравнению с другими. Гальванические покрытия характеризуются хорошими физико-химическими и механическими свойствами: повышенными износостойкостью и твердостью, малой пористостью, высокой коррозионной стойкостью. При гальваническом методе имеется возможность точно регулировать толщину покрытия. Покрытие некоторыми металлами можно осуществить только этим методом. Поэтому он получил довольно широкое распространение.

Принцип нанесения покрытия гальваническим методом основан на использовании электролиза. Он основан на электролитической диссоциации, при которой в электролите при растворении какой-либо соли образуются ионы. Ионы в растворе, как и молекулы, движутся хаотически. При подключении источника тока к электродам, опущенным в такой раствор, возникает направленное движение заряженных ионов. Положительные ионы движутся к отрицательному электроду — катоду, поэтому их называют катионами. Отрицательные ионы -анионы — движутся к положительному электроду — аноду. Следовательно, в отличие от электрического тока в металлических проводниках, представляющего собой движение электронов в одном направлении, электрический ток в электролитах представляет собой направленное движение ионов в растворе под действием электрического поля в их направлениях: положительных ионов к катоду и отрицательных аноду.
Рассмотрим конкретный пример. Пусть в электролите растворен медный купорос CuSO4 (рис. 7). В гальванической ванне 1 CuS04 распадается на два иона: положительный (Cu ++ ) и отрицательный (SO4 — ). Покрываемая деталь 2 подвешена на штанге 3, соединенной с катодом. Анодная пластина 4 подвешена на штанге 5. Из рисунка видно, как ион 1 (катион) подходит к детали 2. Здесь он получает недостающие электроны, превращаясь в нейтральную молекулу Cu. Так происходит покрытие детали медью — меднение.
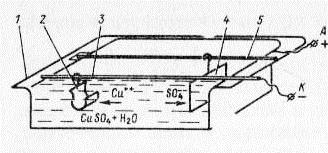
Рис. 7. Гальваническая ванна с электролитом на основе медного купороса
Анодное покрытие при возникновении коррозионной гальванической пары разрушается, сохраняя основу.
Катодное покрытие защищает основу — оно не дает доступа коррозионно-агрессивной среде к защищаемому металлу. При механическом нарушении целостности защитного никелевого покрытия (катода) 1 (рис. 8) разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.
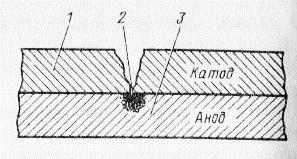
Рис. 8. Разрушение железа — анода, покрытого никелем — катодом
Любое гальваническое покрытие будет прочно соединено с основой только в том случае, если покрываемая поверхность тщательно подготовлена — очищена от грязи, жировых пятен, окисных пленок. Поэтому производственным участкам для подготовки деталей под покрытие уделяется большое внимание. Чистота обработки поверхности, отсутствие пор, раковин и других повреждений способствует образованию более долговечного и надежного покрытия.
Хромирование позволяет получить высокую твердость покрытия, низкий коэффициент трения, высокую износостойкость и коррозионную стойкость. Несмотря на то, что хром относится к электроотрицательным металлам, он может сильно пассивироваться, благодаря чем приобретает свойства благородных металлов. Пассивная плен окислов предохраняет хромовое покрытие от потускнения.
Осаждение хрома на катоде производится из электролита, содержащего в качестве основного компонента не соль, как в больший гальванических процессов, а хромовый ангидрид. Часто хром покрытие получается пористым. При этом сам хром является катодом. Перед хромированием наносят подслой меди и никеля.
Цинкование дает возможность получить анодное цинковое покрытие, преимущества которого описаны выше. Широкое примение такого покрытия обусловлено дешевизной цинка. Существует большое число электролитов, применяющихся для цинкования. Однако всех случаях применяют те или иные соли цинка.
Кадмирование применяют для защиты от коррозии черных металлов. Кадмий химически более устойчив, чем цинк. Однако если цинковое покрытие почти всегда является анодным, то кадмии может менять свой характер. При одних условиях оно может анодным, при других — катодным. Кадмиевое покрытие довольно пластично, что обусловило его применение для защиты от коррозии деталей резьбовых соединений.
К существенным недостаткам кадмиевого покрытия относится что при контакте с различными смазочными и топливными материалами, содержащими сернистые соединения, а также с некоторыми пластмассами, выделяющими газообразные продукты, кадмий довольно быстро разрушается. Вот почему кадмированные детали в авиастроении не применяют в топливных системах.
Химические способы нанесения металлов основаны на возможности химического восстановления ионов, содержащих металл, до чистого металла. Наиболее распространен способ химического никелирования. Такое покрытие хорошо защищает металл от коррозии.
Основным преимуществом химического никелирования является возможность осаждения никеля равномерным слоем на деталях практически любой конфигурации и даже на внутренних стенках труб.
Источник
Классификация методов создания поверхностных покрытий

К настоящему времени разработаны и используются десятки методов нанесения покрытий на поверхность деталей. Технологических способов реализации этих методов применительно к конкретным узлам и деталям значительно больше. Однако, несмотря на такое разнообразие существующих способов нанесения покрытий, их все можно укрупнено разделить на ряд групп, различающихся видом используемой энергии, обеспечивающей сцепление слоя с металлом детали. Различают (рис. 1.4):
- термические методы нанесения, оказывающие интенсивное тепловое воздействие на металл изделия и присадочный материал;
- термомеханические методы нанесения, сочетающие нагрев и механическое воздействие при формировании поверхностного слоя.
При этом соотношение этих двух энергетических составляющих может существенно различаться от преимущественно теплового воздействия до ярко выраженного силового воздействия.
- адгезионные методы нанесения, при которых взаимодействие присадочного материала с поверхностью детали протекает в результате реализации физической и химической адсорбции.
Различный уровень энергетического воздействия на металл детали и присадочный материал в процессе нанесения покрытия определяет значительные отличия в геометрических, механических и эксплуатационных характеристиках полученного слоя.
Термические методы покрытий
Термические способы нанесения покрытий базируются преимущественно на наплавочных технологиях. При наплавке металл, формирующий поверхностный слой, подвергается интенсивному нагреву, вызывающему его плавление. Формирование значительного объема жидкого металла, полученного в результате плавления металла детали и присадочного материала, является отличительной особенностью наплавочных процессов. Образующаяся жидкая фаза активно смачивает нерасплавившуюся поверхность детали, обеспечивая при последующей кристаллизации формирование единой кристаллической решетки.

Рис. 1.4. Классификация методов нанесения покрытий.
Наплавочные технологии обеспечивают максимальную прочность сцепления поверхностного слоя с основой детали, равную прочности монолитного металла. Высокая энергоемкость наплавочных процессов определяет их значительную производительность. Наплавкой получают поверхностные слои толщиной от 0,5 до 20 мм. Максимально возможная высота наплавленного слоя теоретически ничем не ограничена. Однако на практике слои толщиной более 20 мм не наплавляют.
В то же время интенсивный нагрев, свойственный наплавочным процессам, вызывает ряд отрицательных последствий. К числу таких последствий могут быть отнесены:
- неэффективный нагрев металла детали, не участвующего в формировании наплавленного слоя, что ограничивает минимальные размеры деталей, способных выдержать наплавочный процесс;
- разбавление высоколегированного присадочного металла низколегированным основным, что приводит к потере требуемых эксплуатационных характеристик;
- получение грубой чешуйчатой поверхности и значительный припуск на последующую механическую обработку.
Наплавочные технологии различаются по виду используемых источников нагрева. Электродуговые методы наплавки включают в свой состав широкий перечень технологий:
- ручная дуговая наплавка используется при нанесении высоколегированных покрытий на детали сложной конфигурации с толщиной стенки от 3 мм;
- электродуговая наплавка под флюсом применяется для деталей диаметром более 50 мм при повышенных требованиях к качеству наплавленного материала. Толщина наплавленного слоя изменяется от 2 до 10 мм;
- электродуговая наплавка в углекислом газе выполняется на деталях диаметром от 20 мм, работающих в различных условиях;
- электродуговая наплавка в среде инертных газов применяется для нанесения высоколегированных присадочных материалов, а также для восстановления деталей, изготовленных из коррозионно-стойких сталей, и цветных металлов. Этот способ дает возможность получать слои с более высокими механическими свойствами, особенно по ударной вязкости и сопротивлению усталости;
- вибродуговая наплавка используется для деталей малых размеров (диаметром от 10 мм) при наплавке слоев небольшой толщины от 0,5 до 3,0 мм, работающих в различных условиях.
Обеспечивает невысокий уровень сопротивления усталости, поэтому этот способ наплавки нельзя применять для восстановления деталей, испытывающих значительные динамические нагрузки, например коленчатых валов.
Плазменно-дуговая наплавка применяется при нанесении покрытий на ответственные детали при повышенных требованиях к износостойкости и сопротивлению усталости полученных слоев. Использует теплоту, выделяемую сжатой электрической дугой, совмещенной с плазменной струей, что обеспечивает высокую производительность процесса.
Газовая наплавка основана на использовании теплоты, выделяемой при сгорании горючего вещества в среде технически чистого кислорода. Относится преимущественно к ручным методам наплавки и применяется для цилиндрических и профильных поверхностей с местным износом при повышенных требованиях к износостойкости. Газовая наплавка используется, как правило, на деталях малой толщины, обеспечивая формирование небольших по высоте слоев.
Электрошлаковая наплавка является наиболее производительным методом наплавки и применяется для деталей со значительными износами, превышающими 6 мм по толщине. Формирование наплавленного слоя идет в один проход независимо от требуемой толщины слоя за счет теплоты, выделяемой при прохождении тока через ванну расплавленного шлака. Высокое тепловложение в деталь при электрошлаковой наплавке ограничивает область ее применения только крупногабаритными изделиями.
Лазерная и электроннолучевая наплавки относятся к технологиям, использующим высококонцентрированные источники нагрева. Это определяет высокие скорости нагрева, обеспечивающие минимальные размеры зоны термического влияния в металле детали, что позволяет вести наплавку на ответственные детали и детали со сложным профилем. Сверхбыстрое охлаждение наплавленного металла приводит к формированию поверхностных слоев с высоким уровнем твердости.
Индукционная или высокочастотная наплавка осуществляется путем нагрева присадочного материала и поверхности детали индукционными токами. Применяется для нанесения износостойких материалов на отдельные участки деталей при местных из-носах, например рабочие органы, лезвия, проушины и др.
Заливка жидким металлом тоже относится к термическим видам нанесения покрытий, при которых нагрев присадочного материала производится отдельно от детали. Применяется для деталей со значительными износами (не менее 3 мм) при повышенных требованиях к износостойкости и пониженных требованиях к ударной вязкости.
Термомеханические способы нанесения покрытий
Термомеханические способы создания поверхностных слоев совмещают в процессе их формирования и нагрев, и механическое усилие. Это позволяет снизить тепловложение в металл детали и сократить долевое участие основного металла в поверхностном слое. Кроме того, механическое воздействие способствует выходу газов в процессе формирования слоя, снижению его пористости и улучшению качества формирования поверхности детали.
Однако, сокращение тепловой энергии, вводимой в зону формирования поверхностного слоя, снижает степень разогрева присадочного материала и ухудшает его сцепление с поверхностью заготовки. В результате для значительной части технологий этой группы прочность сцепления поверхностного слоя с основой и внутри него получается существенно ниже монолитного металла. Часть металлических связей между частицами присадочного материала заменяется адгезионными. Увеличивается роль подготовки поверхности детали для обеспечения требуемого качества нанесения покрытий.
Технология
Технологии напыления характеризуются минимальным тепловложением в металл детали. Присадочный материал при этом нагревается до температур, обеспечивающих его пластифика цию, но плавление и переход в жидкую фазу при этом не происходят. В этом состоянии частицы присадочного материала с высокой скоростью переносятся на поверхность детали, где при соударении деформируются и образуют напыленные слои. Малое тепловложение в деталь при напылении позволяет наносить слои на мелкие изделия с малой толщиной стенки. При этом толщина напыленного слоя находится в пределах от 0,01 до 3,0 мм. Характерной особенностью напыления является то, что полученный слой, обладая высокими значениями твердости и износостойкости, не увеличивает прочность детали по сечению.
В зависимости от источника нагрева различают:
- газопламенное напыление порошковыми материалами (на ацетилене или пропан-бутане), применяемое для наружных и внутренних цилиндрических поверхностей неподвижных сопряжений при невысоких требованиях к прочности сцепления с основным материалом. При повышенных требованиях к прочностным свойствам напыленного слоя применяют дополнительное оплавление;
- плазменное напыление порошковыми материалами, формирующее высоколегированные слои на наружных и внутренних цилиндрических и плоских поверхностях;
- индукционное напыление, осуществляемое генератором тока высокой частоты и позволяющее создавать покрытия повышенной плотности при минимальном выгорании легирующих элементов;
- детонационное напыление, при котором основным энергетическим воздействием на присадочный материал является ударное воздействие. Это сводит к минимуму роль нагрева при нанесении покрытий, обеспечивает высокую плотность и качество напыленного слоя. Применяется при нанесении износостойких покрытий с особыми свойствами.
Технологии металлизации по своим характеристикам близки к технологиям напыления, однако обладают более интенсивным тепловым воздействием на присадочный материал. При металлизации присадочный материал нагревается до жидкого состояния и затем в виде капель с большой скоростью подается на поверхность изделия, вызывая ее некоторый разогрев. Перевод присадочного материала в жидкое состояние снижает пористость полученного слоя и увеличивает долю металлических связей при сцеплении с поверхностью детали и внутри слоя. Однако, полученная прочность таких слоев все равно уступает прочности монолитного металла.
В зависимости от источника нагрева различают электродуговую, газопламенную и плазменно-дуговую металлизацию. Технологическим отличием от аналогичных методов напыления является возможность применения в качестве присадочного материала проволок и прутков.
Электроконтактная наварка использует преимущественно термическое воздействие при формировании поверхностного слоя. При этом методе нанесения покрытий плавлению подвергается как присадочный материал, так и металл детали. Однако, объем расплавленного металла весьма невелик, а его кристаллизация протекает под действием механического усилия. Используемая в качестве присадочного материала лента подвергается нагреву и плавлению не по всей толщине, а только в месте контакта с поверхностью детали.
Кристаллизация зоны плавления формирует монолитное соединение между деталью и лентой, что обеспечивает высокую прочность сцепления поверхностного слоя с основой. Применяется для нанесения покрытий на гладкие цилиндрические и плоские наружные и внутренние поверхности. Толщину создаваемого слоя можно регулировать в пределах 0,2-1,5 мм, зона термического влияния не превышает 0,5 мм. К недостаткам следует отнести отсутствие сплавления в отдельных местах ленты с основным металлом, которое выявляется при шлифовании.
Технологии механо-термического формирования наряду с термическим фактором активно используют механическое воздействие внешней нагрузки, что в комплексе способствует получению слоя с более высоким качеством.
Адгезионные способы нанесения покрытий
Адгезионные (гальванические покрытия) получают путем осаждении требуемого металла на поверхность детали из раствора электролита с наложением электрического тока или без него. Гальванические процессы имеют ряд преимуществ:
- позволяют наносить тонкие покрытия равномерной толщины от 0,05 до 0,5 мм с различной твердостью и износостойкостью;
- не ухудшают структуру основного металла, поскольку он в процессе наращивания остается практически холодным;
- позволяют одновременно обрабатывать большую группу деталей.
В то же время этим способам присущи ряд недостатков такие, как значительная сложность и большой объем работ при выполнении технологических процессов восстановления деталей, низкая скорость электролитического осаждения, снижение сопротивления усталости деталей, загрязнение окружающей среды отходами производства. Гальванические покрытия отличаются адгезионным характером связи с основой. Это определяет их низкую прочность сцепления с поверхностью детали.
Наиболее широкое применение нашли процессы хромирования и железнения, никелирования, применяемые для наружных и внутренних поверхностей деталей с износом, не превышающим 0,2-0,5 мм, высокой поверхностной твердостью и при нежестких требованиях к прочности сцепления покрытия с основным металлом.
Возможно Вас так же заинтересуют следующие статьи:
Источник



