
- Что такое сварка под флюсом, как происходит процесс и какой вид флюса и режим выбрать для сварки разных металлов?
- Виды флюсов и их особенности
- Описание технологии процесса
- Оборудование для сварки
- Выбор режима сварки
- Достоинства и недостатки
- Что такое сварочный трактор?
- Назначение сварочных тракторов
- Устройство
- Классификация
- Преимущества и недостатки
- Что такое сварочный трактор?
- Сварочный трактор: что это?
- Достоинства сварочного трактора
- Вместо заключения
Что такое сварка под флюсом, как происходит процесс и какой вид флюса и режим выбрать для сварки разных металлов?
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
 Примерная стоимость керамических флюсов на Яндекс.маркет
Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
 Схема процесса автоматической сварки под слоем флюса
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Источник
Что такое сварочный трактор?
Разновидностью автоматического сварочника является сварочный трактор, осуществляющий сварку без участия человека. Оператор задает необходимые вольт-амперные показатели рабочего тока, контролирует передвижение агрегата. В автоматическом режиме возможна сварка в облаке защитного газа или под флюсом. Разработано несколько видов автоматов на колесном и рельсовом ходу. Многие из аппаратов многофункциональные, выполняют сварку в нескольких режимах.
Назначение сварочных тракторов
По сути, тракторный агрегат – это разновидность оборудования для промышленной автоматизированной электродуговой сварки с большой производительностью. Область применения каждой из моделей ограничена функционалом. В зависимости от конструкции подвижной рамы тракторный агрегат сварочный на колесах используется для стыковой или угловой сварки, возможно соединение элементов внахлест или «в лодочку» (стыки располагают под углом менее 45°). Когда в сварочном тракторе предусмотрены боковые ролики, осуществляется боковое соединение, в этом случае движение аппарата происходит по двутавровым балкам.
Самоходный автомат передвигается на колесах или по специальным рельсам. Вектор движения зависит от траектории сварного шва. Имеются мобильные агрегаты, которые без труда можно перенести в другое место. Сварочные тракторы используются при массовом производстве, некоторые модификации оснащаются дополнительными опциями:
- регулировкой подачи флюса, дозатором и отсосом излишков порошка (тракторы для сварки под флюсом обычно многофункциональные);
- лазерной настройкой контура шва (необходимая функция для выполнения швов сложной геометрии);
- направителя второй катушки сварочной проволоки;
- головкой подачи газа и сварочной проволоки (необходим для нержавеющих сталей, легко окисляемых цветных сплавов).
Тракторные сварочные механизмы отличаются высокой производительностью, низким процентом брака, хорошим качеством соединений.
Устройство
Типовая конструкция агрегата схожа у всех модификаций, включает несколько основных узлов:
- ходовая тележка бывает на колесном и рельсовом ходу (двигается по направляющим), от типа передвижения зависит тип образуемых швов;
- сменная катушка со сварочной проволокой необходима для бесперебойной подачи присадки в рабочую зону;
- механизм подачи проволоки бывает с разным числом направляющих и тянущих роликов;
- система направляющих определяет мобильность перемещения электрода; сварочная головка представляет собой тугоплавкий электрод для розжига и поддержания электродуги;
- пульт управления создан для рациональной настройки, агрегат предназначен для соединения заготовок различной толщины.

Обычно все управление размещается в корпусе тракторной тележки, иногда блок выносится отдельно для удобства пользования аппаратом.
Двигатель приводит в движение механизм подачи присадки и элементы ходовой части. С помощью редукторов изменяется частота и скорость вращения отдельных узлов. Сложность системы управления зависит от конструкционных особенностей профессиональной электротехники. Использование лазерных считывающих устройств, блоков непрерывного мониторинга полностью исключают влияние человеческого фактора на качество сварки. Аппарат способен работать дистанционно и независимо.
Классификация
Разработаны модели сварочных тракторов под все виды сварки. При выборе техники пользуются классификацией по многим признакам:
одномоторные оснащаются понижающими редукторами на узлах подачи присадки, модели легкие, мобильные, но с низкой производительностью, минимальным функционалом;
двухмоторные конструкции более массивные, но точность регулировки настройки существенно увеличивается, отдельно подается усилие на ходовую часть и узел подачи сварочной проволоки, устройства способны выполнять швы любой сложности.
- Агрегаты различаются по методу защиты металла от окисления, перегрева:
тракторы с открытой дугой аналогичны традиционным ручным электродуговым сварочникам;
модификации с подачей защитного газа работают с инертными смесями и активным газом, сопло расположено так, что облако создается непосредственно над ванной расплава, расход газа минимальный;
у сварочных тракторов для сварки под флюсом имеется автоматический дозатор порошка, защищающего металл от перегрева или окисления, образующего шлаковый слой.
- Количество головок у тракторов тоже бывает разным:
однодуговые предназначены для традиционной электросварки;
двух- и трехдуговые одновременно формируют несколько швов, параллельных друг другу.
- По способу перемещения выделяют:
рельсово-роликовые конструкции с параллельными или круговыми направляющими.
Специальных присадок и флюсов для трактора не требуется, используются расходники для обычной сварки.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
Источник
Что такое сварочный трактор?
Время чтения: 4 минуты
Автомат сварочный — это давно известный тип сварочного оборудования, который широко применяется на производстве. Автоматические сварочные аппараты позволяют выполнять сварку без непосредственного участия сварщика. Необходим лишь оператор, который будет задавать автомату необходимые параметры, а тут в свою очередь будет выполнять работу без дальнейшего участия человека.

Существует множество разновидностей автоматического сварочного оборудования. Об одном из них мы расскажем сегодня. Речь пойдет о сварочных тракторах. Мы подробно расскажем, что из себя представляет трактор для сварки и какие у него есть достоинства.
Сварочный трактор: что это?
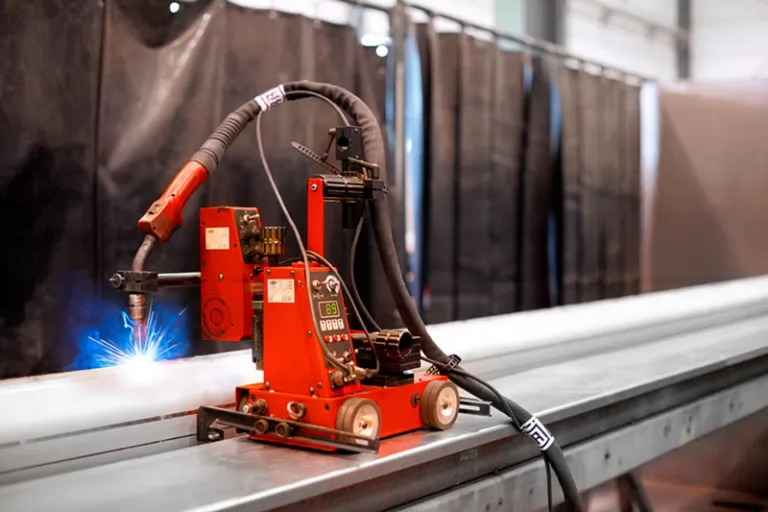
Сварочный трактор — это разновидность сварочного автомата. Он предназначен для электродуговой сварки, выполняет работу по заданным настройкам и оснащен колесами для удобного перемещения. Сварочный трактор — это самоходный автомат. Он двигается по заданной заранее траектории, либо по специальным рельсам. Вектор движения задается в соответствии со швом, который необходимо выполнить.
Зачастую тракторы не очень громоздки. Их можно перевезти из одного цеха в другой. Рельсы так же очень компактны и весят немного, их можно переносить вместе с аппаратом в нужное место. Сварочный трактор очень функционален. Он оснащен специальной сварочной головкой, через которую может подаваться защитный флюс, газ и сварочная проволока. Комплект оборудования состоит из самого трактора и тележки с пультом управления, механизмом подачи проволоки и прочим. Либо все управление может находиться прямо на корпусе трактора. Типичный пример — трактор сварочный АДФ модели 1002.

На данный момент тракторный агрегат сварочный на колесах — это самый простой, экономичный и при этом довольно эффективный тип автоматического оборудования. Он стоит не так дорого, как более технологичные установки, но отлично справляется с работой. Существует сварочный трактор для сварки под флюсом, трактор для сварки в среде защитного газа. Но зачастую стандартный трактор оснащен несколькими функциями одновременно.
Сварочные тракторы широко применяются на различных предприятиях и на заводах. Их можно встроить в действующее производство или использовать отдельно. Более дорогие модели могут обладать дополнительным функционалом, вроде регулировки количества флюса при сварке или специальной лазерной системой слежения для правильной геометрии шва. Производительность у тракторов не очень высокая (по сравнению с другими типами автоматов), но можно выполнять сварку под флюсом с помощью двух проволок и тогда производительность увеличится.
Достоинства сварочного трактора
У сварочного трактора множество достоинств по сравнению с другими автоматическими аппаратами. Первое, и одно из основных — это его простота и функциональность. Трактор стоит недорого, сконструирован из простых деталей и легко ремонтируется даже в условиях экстренной ситуации. Отсюда вытекает следующий плюс — это его надежность и простота технического обслуживания.
Однако, при всей своей простоте сварочный трактор способен сформировать швы с идеальной геометрией, что очень важно. При этом он все же считается портативным. Его можно перевезти или перенести без особых трудностей. Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм.

Еще один плюс — это простота освоения. На тракторе всегда есть дисплей либо ряд кнопок, которые интуитивно понятны. Чтобы настроить трактор не нужно иметь особую квалификацию или обладать специфическими знаниями в этой области. Все просто и понятно. А благодаря тому, что трактор движется с заданной скоростью, удается существенно экономить расходные материалы.
Неоспоримое достоинство трактора — это возможность сварки толстого металла. При этом не важно, какое именно будет соединение: встык, угловое или внахлест. Качество швов в любом случае будет отличным, если аппарат настроен правильно. Поскольку человеческий фактор практически исключен.
И последнее, что вам нужно знать — трактор способен производить качественную сварку без предварительной подготовки металла и разделки кромок. Вы экономите время и получаете большую производительность.
Вместо заключения
Сварочный трактор — это простой, но в то же время функциональный сварочный аппарат, который способен выполнять дуговую сварку в автоматическом режиме. Он движется по заданной траектории либо по специальным рельсам, и позволяет выполнять сварку без непосредственного участия человека. Все, что необходимо сделать мастера — это задать на панели управления все необходимые настройки. Остальную работу трактор сделает сам.
Трактор может выполнять множество типов сварки, быть большим и громоздким или компактным и недорогим. Он незаменим на производстве, где важно качество швов и их геометрия. Словом, сварочный трактор — это современный помощник для многим промышленных предприятий. Приходилось ли вам сталкиваться на практике с таким сварочным оборудованием? Расскажите о своем опыте в комментариях. Желаем удачи в работе!
Источник



