
Механические крепежные элементы
Для сборки пластмассовых изделий применяются достаточно разнообразные механические крепежные элементы (детали). Многие из таких элементов изначально были разработаны для крепления металлических или деревянных деталей, а затем были адаптированы для крепления пластмассовых деталей. Другая группа крепежных элементов была специально разработана для соединений деталей из пластмасс. К механических крепежным элементам относятся машинные винты, металлические вставки, вставные фиксаторы, скоростные зажимы и гайки, заклепки, шпильки, штифты, скобки, шарниры и большой набор жестких специальных крепежных деталей. Некоторые типы крепежных могут быть использованы для постоянных или разъемных соединений, которые дают возможность осуществлять ремонт деталей или их замену. Крепежные элементы пригодны для прочного и эффективного соединения деталей из термопластов и реактопластов с деталями из подобных или разнородных материалов. Они отличаются разнообразием размеров и материалов, и в большинстве случаев предназначены для традиционных методов соединения.
Вместе с тем механическими крепежными элементами необходимо пользоваться осторожно, поскольку они, в большинстве случаев, являются точечными элементами и создают напряжения в ограниченной области изделия. Кроме того, для многих из них необходимо создавать отверстия, являющиеся концентратором напряжений. При проектировании нужно учитывать, что стальные крепежные элементы и пластмассовая деталь имеют разные КЛТР. С помощью одних только крепежных элементов без дополнительных герметиков (или прокладок) невозможно получить газонепроницаемое соединение.
Механическое крепление предпочитают другим способам соединения в следующих случаях:
1) при сборке изделий из деталей сравнительно больших сечений, если к ним приложены сосредоточенные нагрузки;
2) при необходимости обеспечить разъемность соединения;
3) при сборке деталей, изготовленных из материалов с различными физическими свойствами, когда невозможно осуществить сварку или трудно подобрать соответствующий клей;
4) при проведении монтажных работ для закрепления деталей и узлов насыщения на корпусных деталях.
Преимущества механических креплений:
1) возможность обеспечения заданной прочности непосредственно после сборки и получения подвижных соединений;
2) довольно низкие затраты на оборудований.
Наибольшее распространение получили заклепочные и резьбовые (болтовые и винтовые) соединении, отличающиеся друг от друга типом крепежа и назначением.
При механическом креплении с помощью заклепок, болтов, винтов в деталях выполняются отверстия под крепеж. Отверстия под заклепки и болты получают сверлением или просечкой (штамповкой). Сверлением выполняют отверстия в толстостенных (более 6 мм) деталях и деталях, имеющих сложную форму, а также отверстия диаметром менее 4 мм в деталях, изготовляемых прессованием или литьем под давлением, так как тонкие оформляющие знаки пресс-форм могут в процессе формования деформироваться.
Дата добавления: 2015-09-07 ; просмотров: 2612 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Методы крепления низа обуви
Прикрепление низа обуви (подошвы, каблука) к ее верху завершает создание конструкции изделия и осуществляется многими способами (методами). Методы крепления подошвы обусловлены не только подошвенными крепителями (клеевые пленки, нитки, гвозди, винты и др.), но и схемой крепления подошвы с верхом при использовании других деталей низа – стельки, ранта, подложки и др. Такая схема определяет конструкцию низа обуви. При двух методах (горячей вулканизации и литьевом) крепление подошвы и каблука производят одновременно с их изготовлением. В связи с этим мы назвали этот раздел «Методы крепления низа», а не подошвы.
Методы крепления низа играют большую роль в формировании ассортимента и свойств кожаной обуви. Они во многом определяют ее конструкцию и оказывают в той или иной мере влияние на все важнейшие потребительские свойства обуви – прочность, надежность, износостойкость, внешний вид, легкость, гибкость, влагозащитные, теплозащитные и паропроводные свойства, удобство в носке.
Существуют три группы методов крепления низа обуви:
Механические методы крепления.
Крепление низа обуви осуществляется с помощью различных подошвенных крепителей (нитки, гвозди, винты и т.д.). К таким методам относятся: гвоздевой, винтовой, рантовый, доппельный, сандальный, выворотный и др.;
Химические методы крепления.
Крепление низа обуви осуществляется за счет химической реакции (адгезии) между материалами. К таким методам относятся: клеевой, литьевой, строчечно-литьевой, метод прессовой вулканизации и др.;
Комбинированные методы крепления.
Крепление низа обуви осуществляется сочетанием методов первых двух групп (механический + химический). К таким методам относятся: гвозде-клеевой, рантово-прошивной, рантово-скобочный, рантово-клеевой, доппельно-клеевой, строчечно-клеевой, клеепрошивной и др.
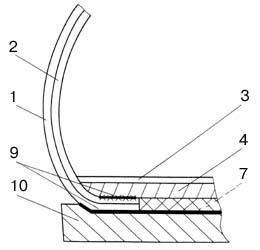
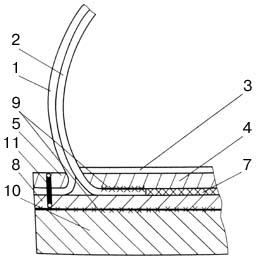
Гвоздевой метод.
Подошву прикрепляют к стельке через подложку и затяжную кромку заготовки верха гвоздями.
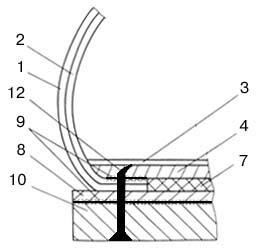
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 – гвоздь
* Винтовой метод. Подошва через затяжную кромку заготовки верха крепится к стельке навинтованной металлической проволокой.
* Прошивной метод. Подошва до пяточной части прикрепляется нитками к стельке обуви. Пяточная часть крепится нитками, гвоздями или винтами.
* Рантовый метод. Подошва крепится к заготовке верха нитками. Рант через затяжную кромку заготовки верха прикрепляется с помощью ниток к губе стельки, затем к нему пристрачивают подошву. Стежки рантового шва располагаются параллельно поверхности подошвы, нитки находятся между подошвой и стелькой, поэтому гигротермическое воздействие на нитки невелико, а от непосредственного воздействия обувь имеет высокие эксплуатационные и гигиенические свойства, хорошую формоустойчивость. *Сандальный метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подошвой и все вместе сшивают. Метод характеризуется отсутствием стельки. Обувь сандального метода крепления имеет мягкую и гибкую конструкцию, хорошие гигиенические свойства, низкую материалоемкость. *Доппельный (полусандальный) метод. До пяточной части подошва крепится сандальным методом. Подкладку на этих участках заготовки загибают на стельку и скрепляют с ней клеем. Пяточная часть заготовки верха вместе с подкладкой крепится к стельке гвоздями, винтами или другим жестким крепителем. Обувь обладает повышенной формоустойчивостью и прочностью крепления по сравнению с теми же показателями обуви сандального метода, лучшими гигиеническими свойствами, эластичностью.
* Метод «Парко». Подошва прикрепляется к ранту, предварительно пристроченному непосредственно к затяжной кромке заготовки верха по всему периметру в обуви без основной стельки, или до пяточной части в обуви с основной стелькой.
* Выворотный метод. Подошву пристрачивают к заготовке верха швом, стежки которого проходят насквозь заготовку и половину толщины подошвы. В другой разновидности этого метода подошву из мягкой кожи пристрачивают к заготовке, после чего заготовку выворачивают так, что шов остается внутри обуви. Метод характеризуется отсутствием стельки. Данным методом изготавливают в основном спортивную, домашнюю обувь. И др.
Химические методы крепления:
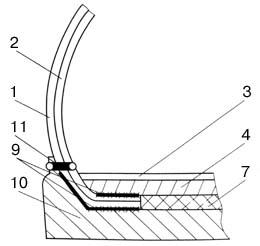
* Клеевой метод. Подошву прикрепляют к заготовке верха клеевым швом.
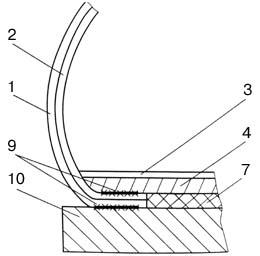
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7-простилка, 9 — клеевой шов, 10 – подошва
* Литьевой метод. Материал для низа обуви впрыскивается в пресс-форму, где и осуществляется его крепление к заготовке верха с одновременным формованием и отделкой.
Литьевой и строчечно-литьевой методы
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 6 — втачная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
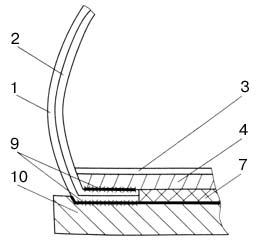
* Метод прессовой (горячей) вулканизации. В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовке в ерха обуви.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — основная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва
Комбинированные методы крепления:
Гвозде-клеевой метод. Подложка через затяжную кромку заготовки верха крепится к стельке с помощью гвоздей. Затем к подложке приклеивают подошву.
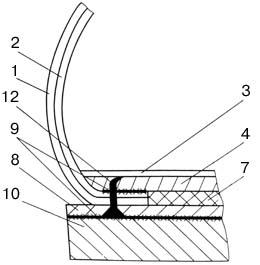
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 — гвоздь
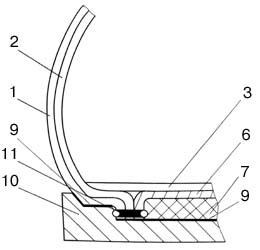
* Рантово-прошивной и рантово-скобочный методы. Рант через затяжную кромку заготовки верха прикрепляется к стельке нитками или скобками, а затем к нему пришивается подошва.
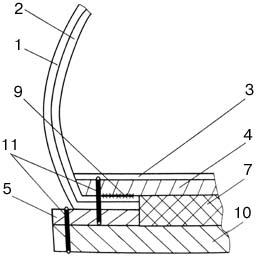
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
* Рантово-клеевой метод. Рант через затяжную кромку заготовки пристрачивают к губе стельки. Затем к ранту пристрачивается подложка, к которой приклеивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
*Доппельно-клеевой метод. Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подложкой и все вместе сшивают до пяточной части. Пяточную часть крепят к подложке отдельно гвоздями или нитками. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
* Строчечно–клеевой метод. К заготовке верха обуви пристрачивают мягкую стельку и обтяжку, которую приклеивают затем к платформе. Подошву приклеивают к обтяжке и платформе.
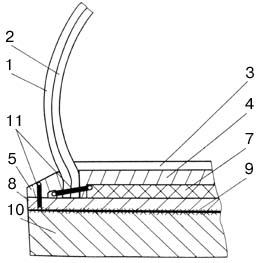
* Клеепрошивной (борто-клеевой/бортопрошивной) метод. Формованная подошва с отогнутым и расположенным выше ребра следа краем прикрепляется к плоской или полуплоской заготовке верха обуви клеем и нитками или полоской из кожи, или других материалов.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Источник
Методы крепления низа обуви
Прикрепление низа обуви (подошвы, каблука) к ее верху завершает создание конструкции изделия и осуществляется многими способами (методами). Методы крепления подошвы обусловлены не только подошвенными крепителями (клеевые пленки, нитки, гвозди, винты и др.), но и схемой крепления подошвы с верхом при использовании других деталей низа – стельки, ранта, подложки и др. Такая схема определяет конструкцию низа обуви. При двух методах (горячей вулканизации и литьевом) крепление подошвы и каблука производят одновременно с их изготовлением. В связи с этим мы назвали этот раздел «Методы крепления низа», а не подошвы.
Методы крепления низа играют большую роль в формировании ассортимента и свойств кожаной обуви. Они во многом определяют ее конструкцию и оказывают в той или иной мере влияние на все важнейшие потребительские свойства обуви – прочность, надежность, износостойкость, внешний вид, легкость, гибкость, влагозащитные, теплозащитные и паропроводные свойства, удобство в носке.
Группы методов крепления низа обуви
Механические методы крепления
Крепление низа обуви осуществляется с помощью различных подошвенных крепителей (нитки, гвозди, винты и т.д.). К таким методам относятся: гвоздевой, винтовой, рантовый, доппельный, сандальный, выворотный и др.;
Химические методы крепления
Крепление низа обуви осуществляется за счет химической реакции (адгезии) между материалами. К таким методам относятся: клеевой, литьевой, строчечно-литьевой, метод прессовой вулканизации и др.;
Комбинированные методы крепления
Крепление низа обуви осуществляется сочетанием методов первых двух групп (механический + химический). К таким методам относятся: гвозде-клеевой, рантово-прошивной, рантово-скобочный, рантово-клеевой, доппельно-клеевой, строчечно-клеевой, клеепрошивной и др.
Механические методы крепления:
Подошву прикрепляют к стельке через подложку и затяжную кромку заготовки верха гвоздями.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 – гвоздь
Подошва через затяжную кромку заготовки верха крепится к стельке навинтованной металлической проволокой.
Подошва до пяточной части прикрепляется нитками к стельке обуви. Пяточная часть крепится нитками, гвоздями или винтами.
Подошва крепится к заготовке верха нитками. Рант через затяжную кромку заготовки верха прикрепляется с помощью ниток к губе стельки, затем к нему пристрачивают подошву. Стежки рантового шва располагаются параллельно поверхности подошвы, нитки находятся между подошвой и стелькой, поэтому гигротермическое воздействие на нитки невелико, а от непосредственного воздействия обувь имеет высокие эксплуатационные и гигиенические свойства, хорошую формоустойчивость.
Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подошвой и все вместе сшивают. Метод характеризуется отсутствием стельки. Обувь сандального метода крепления имеет мягкую и гибкую конструкцию, хорошие гигиенические свойства, низкую материалоемкость.
До пяточной части подошва крепится сандальным методом. Подкладку на этих участках заготовки загибают на стельку и скрепляют с ней клеем. Пяточная часть заготовки верха вместе с подкладкой крепится к стельке гвоздями, винтами или другим жестким крепителем. Обувь обладает повышенной формоустойчивостью и прочностью крепления по сравнению с теми же показателями обуви сандального метода, лучшими гигиеническими свойствами, эластичностью.
Подошва прикрепляется к ранту, предварительно пристроченному непосредственно к затяжной кромке заготовки верха по всему периметру в обуви без основной стельки, или до пяточной части в обуви с основной стелькой.
Подошву пристрачивают к заготовке верха швом, стежки которого проходят насквозь заготовку и половину толщины подошвы. В другой разновидности этого метода подошву из мягкой кожи пристрачивают к заготовке, после чего заготовку выворачивают так, что шов остается внутри обуви. Метод характеризуется отсутствием стельки. Данным методом изготавливают в основном спортивную, домашнюю обувь.
Химические методы крепления:
Подошву прикрепляют к заготовке верха клеевым швом.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7-простилка, 9 — клеевой шов, 10 – подошва
Материал для низа обуви впрыскивается в пресс-форму, где и осуществляется его крепление к заготовке верха с одновременным формованием и отделкой.
Литьевой и строчечно-литьевой методы
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 6 — втачная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов.
- Метод прессовой (горячей) вулканизации
В пресс-форме под давлением и при высокой температуре осуществляется одновременно вулканизация сырой резиновой смеси, формование низа из этой смеси и прикрепление его к заготовкеверха обуви.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — основная стелька, 7 — простилка, 9 — клеевой шов, 10 — подошва
Комбинированные методы крепления:
Подложка через затяжную кромку заготовки верха крепится к стельке с помощью гвоздей. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 12 — гвоздь
- Рантово-прошивной и рантово-скобочный методы
Рант через затяжную кромку заготовки верха прикрепляется к стельке нитками или скобками, а затем к нему пришивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Рант через затяжную кромку заготовки пристрачивают к губе стельки. Затем к ранту пристрачивается подложка, к которой приклеивается подошва.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Затяжную кромку заготовки верха отгибают наружу, зажимают между рантом и подложкой и все вместе сшивают до пяточной части. Пяточную часть крепят к подложке отдельно гвоздями или нитками. Затем к подложке приклеивают подошву.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 5 — рант, 7 — простилка, 8 — подложка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
К заготовке верха обуви пристрачивают мягкую стельку и обтяжку, которую приклеивают затем к платформе. Подошву приклеивают к обтяжке и платформе.
- Клеепрошивной (борто-клеевой/бортопрошивной) метод
Формованная подошва с отогнутым и расположенным выше ребра следа краем прикрепляется к плоской или полуплоской заготовке верха обуви клеем и нитками или полоской из кожи, или других материалов.
1 — верх обуви, 2 — подкладка, 3 — вкладная стелька, 4 — стелька (основная), 7 — простилка, 9 — клеевой шов, 10 — подошва, 11 — ниточный шов
Продолжая использовать наш сайт, вы даете согласие на обработку файлов cookie, пользовательских данных (сведения о местоположении; тип и версия ОС; тип и версия Браузера; тип устройства и разрешение его экрана; источник откуда пришел на сайт пользователь; с какого сайта или по какой рекламе; язык ОС и Браузера; какие страницы открывает и на какие кнопки нажимает пользователь; ip-адрес) в целях функционирования сайта, проведения ретаргетинга и проведения статистических исследований и обзоров. Если вы не хотите, чтобы ваши данные обрабатывались, покиньте сайт.
Обращаем ваше внимание на то, что информация интернет-сайта носит исключительно информационный характер и не является публичной офертой, определяемой положениями ст. 437 ГК РФ.
Производитель оставляет за с обой право в одностороннем порядке вносить изменения в состав материалов, используемых в производстве продукции, при условии сохранения функциональных и защитных свойств продукции.
Источник



