
- 13. Преимущества и недостатка получения стали в кислородном конвертере.
- 14. Преимущества и недостатки выплавки стали в мартеновских печах.
- 15. Преимущества и недостатки плавки в электропечах.
- Мартеновский способ производства высококачественной стали
- Общая информация
- Конструкция
- Принцип работы мартеновской печи
- Разновидности мартеновского процесса
- Скап-рудный процесс
- Кислый мартеновский процесс
- Двухванный сталеплавильный агрегат
- Видео по теме: Устройство мартеновских печей
- Большая Энциклопедия Нефти и Газа
- Мартеновский способ
- Почему мартеновские печи, где делали броню для танков, стали не нужны
- Общая информация
- Конструкция
- Устройство мартеновской печи
- Принцип работы мартеновской печи
- Скап-рудный процесс
- Мартеновские способы производства стали
- Похожие работы
- Кислый мартеновский процесс
- Учебные материалы
- Двухванный сталеплавильный агрегат
- Мартеновское производство
13. Преимущества и недостатка получения стали в кислородном конвертере.
1) В кислородном конвертере можно останавливать процесс на заданном содержании углерода и получать сталь самых различных марок (за исключением высоколегированных).
2) Качество получаемой стали, которое определяется количеством наиболее вредных примесей — серы и фосфора — аналогично качеству мартеновской стали.
3) Коэффициент использования топлива, равный 70%, при конвертерном способе значительно больший по сравнению с другими способами, в виду чего отпадает необходимость наличия миксеров (хранилищ жидкого чугуна).
4) Основное преимущество конвертерного способа выплавки стали прежде всего связано с высокой производительностью. Производительность кислородного конвертера составляет 400 тонн стали в час, производительность мартеновской печи – 80 – 100 т/ч.
К недостаткам данного способа следует отнести:
1) большой угар металла (до 10%);
2) невозможность переработки только железного лома;
3) трудность в получении стали заданного химического состава;
4) невозможность получения высоколегированных сталей; (Кислородно-конвертерным способом выплавляют только углеродистые стали и некоторые марки низколегированных сталей. Это связано со скоротечностью процесса плавки, при которой нельзя эффективно произвести анализ проб стали.)
5)необходимость сооружения сложных дорогостоящих пылеочистительных установок, так как процесс плавки сопровождается выбросом большого количества вредной пыли. Объем выплавляемой в России кислородно-конвертерной стали составляет около 35 % от общего объема ее производства
14. Преимущества и недостатки выплавки стали в мартеновских печах.
Мартеновская печь- пламенная регенеративная печь
Преимущества мартеновского способа выплавки стали:
1) возможность переработки в больших количествах железного лома;
2) малый угар металла (менее 3%);
3) возможность получения стали заданного состава высокого качества.
К недостаткам метода следует отнести:
1) низкую производительность;
2) большой расход топлива;
3) трудность в получении высоколегированных и специальных сталей, вследствие недостаточной температуры плавки.
15. Преимущества и недостатки плавки в электропечах.
1). Электропечь быстро нагревается до заданной температуры.
2) Температура печи легко регулируется.
3). Высокая температура плавки (более 2000 0 С) позволяет выплавлять сплавы с высокой концентрацией тугоплавких компонентов (хрома, молибдена, вольфрама и др.).
4). Возможность регулирования температуры за счет изменения параметров электрического тока, а также возможность создания в пространстве печи необходимой атмосферы: окислительной, восстановительной, нейтральной или вакуума — все это позволяет получать сталь высокого качества любого химического состава. Электрические печи бывают дуговые и индукционные. Наиболее распространены дуговые печи.
К недостаткам можно отнести большие затраты электрической энергии, и связанную с этим высокую стоимость выплавленной таким образом стали
Источник
Мартеновский способ производства высококачественной стали
В XIX–XX веках весь мир активно переживал процесс индустриализации. В это же время широкое распространение получил мартеновский способ производства стали.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.

Конструкция
Элементами мартеновской печи выступают (стандартный вариант сборки):
- Под печи.
- Передняя и задняя стенки.
- Свод.
- Загрузочные окна, через которые в печь подается материал для обработки.
- Мощные бетонные опоры.
- Откосы по направлению к стенкам.
- Воздушный канал, который еще называют головками.
- Газовый канал для подачи нагревающего материала – газа.
- Вертикальные каналы.
- Важной частью конструкции являются так называемые шлаковики воздушного и газового регенераторов.
Передняя стенка печки оборудована загрузочными окнами, сюда подается шихта. Задняя стенка имеет отверстие для выгрузки уже готовой стали.
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
Разновидности мартеновского процесса
Процесс выплавки стали в мартеновской печи бывает нескольких основных типов. Это зависит от того, шихта какого состава загружается в печь. Существует несколько вариантов:
- скап-рудный процесс;
- кислый метод;
- двухванный.
Скап-рудный процесс
Применяется на объектах, оборудованных доменными печами. Состав стали в этом случае выглядит так: 55–75% чугуна, железная руда, скрап. Такой мартеновский способ производства помогает получать стали с низким уровнем опасных для здоровья примесей, таких как сера, фосфор и ряд других веществ.
Начинается производство этим способом с загрузки твердых компонентов шихты (известняка, лома, железной руды) в печь и ее прогрева. Следующим шагом выполняется заливка жидкого чугуна. Происходит стремительный процесс плавление шихты и все примеси очень активно окисляются.
И при невысоких рабочих температурах фосфор, кремний, марганец, углерод и другие примеси очень активно окисляются и переходят в шлак.
Однократного скачивания шлака достаточно, чтобы получить качественную сталь. Но иногда, к примеру, если обрабатывается фосфористый чугун, то скачивание шлака проводится по несколько раз.
Кислый мартеновский процесс
Реализуется с помощью высокочистой шихты, он способен давать сталь с очень низким содержанием неметаллических примесей, того же водорода или кислорода. Именно из-за слишком больших требований к чистоте шихты кислый процесс применяется не так часто.
Такой метод плавления работает с применением кислого шлака, а это исключает возможность убрать с металла фосфор, серу и другие опасные вещества. Работа в кислой печи требует применения чугуна с количеством примесей не более 0,025%.
В этом случае металлический лом заранее перерабатывается в основных печах, откуда он в жидком виде переливается ковшом в кислую мартеновскую печь. Благодаря использованию двух печей (основной и кислой), подобный процесс часто называют дуплекс-процессом.
Получаемая в результате сталь отличается высокими механическими свойствами, обладает хорошей пластичность, вязкостью и применяется исключительно для изготовления важнейших и ответственных деталей в технике – роторов турбин, валов больших двигателей, в производстве артиллерийских установок.

Двухванный сталеплавильный агрегат
Еще одна разновидность мартеновской печи, имеющей две ванны, соединенные между собой каналом для перехода материала из одной емкости в другую. Процесс стальной выплавки происходит следующим образом:
- В одной ванне залит чугун и проводится его продувка кислородом.
- В это же время во второй ванне проводится завалка и подогрев шихты в твердом виде, для чего используются уходящие из первого резервуара горячие газы.
- Постепенно процесс меняется и ванны также выполняют функции предыдущих.
При определенном количество чугуна в шихте (больше 65%) двухванная печь начинает работать без расхода топлива, чем-то копируя кислородный конвертор.
В качестве заключения стоит сказать, мартеновский способ производства стали в свое время стал настоящим прорывом и помог мировой индустрии совершить значительный рывок.
Сейчас доля его использования в мировой металлургии не превышает 2–3%, так как современные методы выплавки (тот же конвертерный процесс) гораздо более эффективны. Правда, в некоторых странах, он все еще занимает до 50% от всех объемов производства.
Видео по теме: Устройство мартеновских печей
Источник
Большая Энциклопедия Нефти и Газа
Мартеновский способ
Мартеновским способом производится до 85 % стали. Наряду с ним применяются бессемеровский и томасовский способы. [16]
Мартеновским способом изготовляют большинство марок обыкновенной и качественной стали. [17]
Мартеновским способом производится до 85 % стали. Наряду с ним применяют бессемеровский и томасов-с к и и способы. [19]
Мартеновским способом производится до 85 % стали. Наряду с ним применяются бессемеровский и томасовский способы. [20]
Достоинством мартеновского способа является его универсальность — возможность перерабатывать различные по составу чугуны и получать различные сорта углеродистых сталей, а также ( после добавления в шихту ферросплавов) некоторые легированные стали. [22]
Сущность мартеновского способа плавки заключается в окислении нежелательных для стали примесей в чугуне н переводе их в шлак. [23]
Недостатки мартеновского способа выплавки стали ( большие капитальные затраты, низкая по сравнению с кислородно-конвертерным способом производительность, затраты на топливо, сложность обслуживания регенераторов вследствие разрушения их насадки) не могут быть полностью компенсированы такими методами интенсификации процесса как повышение давления и обогащение кислородом воздушного дутья и предварительная карбюрация топлива. В основу их действия-положен принцип работы кислородного конвертера — окисление углерода и примесей продувкой шихты кислородом. [24]
При мартеновском способе получают сталь более высокого качества, чем при конверторном. Стали, выплавленные мартеновским способом, применяют для изготовления труб, ответственных опорных конструкций ( мостов, башен) и инструмента. [25]
В мартеновском способе окисление углерода и других примесей осуществляется, главным образом, за счет твердых окислителей ( руды, окалины и др.), специально добавляемых в шихту, а в бессемеровском — за счет кислорода воздуха, продуваемого через слой металла. Как в первом, так и во втором случае углерод окисляется до окиси углерода и углекислоты, удаляющихся вместе с газами. [26]
При мартеновском способе получают сталь более высокого качества, чем при конвертерном. [27]
При мартеновском способе сталь выплавляют в печи-ванне, которая нагревается пламенем сжигаемого газа или мазута. Исходными материалами служат чушковый или жидкий чугун, а также чугунный и стальной лом — скрап, флюсы и легирующие присадки. Этими материалами загружают ванну печи, над которой обычно сжигают газ. Температура в ванне достигает 1700 — 1800 С. Этот процесс менее производителен по сравнению с конверторным, но сталь получается с более точным химическим составом. [28]
В мартеновском способе для окисления углерода и других примесей применяются твердые окислители ( руда, окалина, скрап и др.), специально добавляемые в шихту, и кислород, содержащийся в газах, обогревающих печь. [29]
При мартеновском способе получают сталь более высокого качества, чем при конвертерном. [30]
Источник
Почему мартеновские печи, где делали броню для танков, стали не нужны
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.

Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.
Конструкция
Элементами мартеновской печи выступают (стандартный вариант сборки):
- Под печи.
- Передняя и задняя стенки.
- Свод.
- Загрузочные окна, через которые в печь подается материал для обработки.
- Мощные бетонные опоры.
- Откосы по направлению к стенкам.
- Воздушный канал, который еще называют головками.
- Газовый канал для подачи нагревающего материала – газа.
- Вертикальные каналы.
- Важной частью конструкции являются так называемые шлаковики воздушного и газового регенераторов.
Передняя стенка печки оборудована загрузочными окнами, сюда подается шихта. Задняя стенка имеет отверстие для выгрузки уже готовой стали.
Устройство мартеновской печи
Мартеновская печь (мартен) — плавильная печь для переработки передельного чугуна и лома в сталь нужного химического состава и качества.
Мартеновская печь по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича.
Рабочее плавильное пространство ограничено снизу подиной, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке имеются загрузочные окна для подачи шихты и флюса, а в задней – отверстие для выпуска готовой стали.
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, предназначен для нагрева воздуха и газов.
В конструкции печи выделяют две основные части:
- верхнее строение печи, состоящее из рабочего пространства и головок, расположенных на двух его концах и служащих попеременно для подачи газообразного топлива и воздуха, предварительно подогретого (подогретых) в регенераторе, и для отвода продуктов горения;
- нижнее строение печи, состоящее из шлаковиков для собирания пыли и шлаков, уносимых дымовыми газами, и регенераторов, аккумулирующих теплоту продуктов горения, с последующей её отдачей воздуху.
Мартеновский способ выплавки стали в свое время позволил из доступного сырья получать конструкционную и спецсталь как на больших, так и на малых металлургических предприятиях.
Мартеновская печь относится к типу отражательных печей.
Ванна, где идет плавка, выложена огнеупорным кирпичом. Над ванной — сферический свод. Продукты горения топлива, а вместе с ними и тепло отражаются от свода и направляются в ванну, где и расплавляют металл. Такая конструкция обеспечивает равномерное распределение тепла по всей площади ванны.
Принцип работы мартеновской печи
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
Скап-рудный процесс
Применяется на объектах, оборудованных доменными печами. Состав стали в этом случае выглядит так: 55–75% чугуна, железная руда, скрап. Такой мартеновский способ производства помогает получать стали с низким уровнем опасных для здоровья примесей, таких как сера, фосфор и ряд других веществ.
Начинается производство этим способом с загрузки твердых компонентов шихты (известняка, лома, железной руды) в печь и ее прогрева. Следующим шагом выполняется заливка жидкого чугуна. Происходит стремительный процесс плавление шихты и все примеси очень активно окисляются.
И при невысоких рабочих температурах фосфор, кремний, марганец, углерод и другие примеси очень активно окисляются и переходят в шлак.
Однократного скачивания шлака достаточно, чтобы получить качественную сталь. Но иногда, к примеру, если обрабатывается фосфористый чугун, то скачивание шлака проводится по несколько раз.
Мартеновские способы производства стали
Металлургические печи Читать далее: Получение стали в электрических печах
2.2. Мартеновские способы производства стали
Мартеновский способ является основным способом, дающим около 70% высококачественной стали, выплавляемой в мире. В 1865 г. во Франции инженеру П. Мартену после многочисленных попыток удалось получить на поду пламенной печи жидкую сталь, так как до этого этим путем получали сталь в тестообразном состоянии. Мартен применил для сталеплавильной печи принцип регенерации тепла отходящих печных газов для подогрева топлива и воздуха, подаваемого в печь (разработанный инженером Ф. Сименсом и используемый до этого в печах некоторых других производств). По этому принципу строятся и работают мартеновские сталеплавильные печи до настоящего времени.
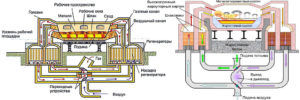
Современные мартеновские печи (рис. 3) отапливают обычно газом (чаще всего смесью доменного газа с коксовальным или природным газом) и оборудуют четырьмя регенераторами (по два с каждой стороны печи), заполненными кирпичной решетчатой кладкой для раздельного подогрева газообразного топлива и воздуха, подаваемых в печь.
Рисунок 3 – Мартеновская печь (разрез и план):
1 – под печи; 2 – передняя стенка; 3 – задняя стенка; 4 – свод; 5 – загрузочные окна; 6 – бетонные опоры; 7 – откос; 8 – воздушный канал (головки); 9 – газовый канал; 10 – вертикальные каналы; 11 – шлаковики газового регенератора; 12 – шлаковики воздушного регенератора.
Продукты горения из рабочего пространства печи направляются в одну пару регенераторов (например, правую) и нагревают их насадку (решетчатую внутреннюю кладку), а затем выпускаются в дымовую трубу. В это время газовое топливо и воздух подают в печь через вторую пару регенераторов (например, левую), насадка которых была нагрета раньше. Через некоторое время с помощью автоматически переключающихся клапанов меняется направление выхода печных газов и подачи топлива.
Мартеновские печи строят разной вместимости и производительности – от 10 до 500–900 т. На некоторых заводах работают печи, отапливаемые мазутом или природным газом, в которых подогревается только воздух, подающийся в печь.
В первых печах, предложенных Мартеном, под, стены и свод выкладывали из динасового огнеупорного кирпича. В 1880 г. в России была построена первая мартеновская печь с подом и стенками из доломитового кирпича, которые затем получили широкое распространение. В современном сталеплавильном производстве для кладки стен и пода печей применяют и кислые, и основные огнеупоры; этим отличается устройство основных и кислых мартеновских печей.
Ванна печи, удерживающая расплавленные материалы, имеет форму чаши, и ее длину и ширину обычно определяют на уровне порогов садочных окон, через которые и производят загрузку в печь твердых материалов. Современная 500-тонная печь имеет ванну 16,4 м длины, 5,9 м ширины и более 1 м глубины. Произведение этой длины на ширину принято считать условной площадью пода мартеновской печи. Глубиной ванны считают размер в самой глубокой ее части, которая расположена около выпускного отверстия, от подины, до уровня порогов садочных окон.
Боковую кладку и под укрепляют снаружи прочными стальными балками. До недавнего времени своды мартеновских печей делали арочными и выкладывали из динасового кирпича. Такие своды не допускали их нагрев выше 1700° С, что тормозило производительность печей; эти своды обычно выдерживали 200–250 плавок. Теперь своды делают из термостойкого хромомагнезитового кирпича. Изменилась и конструкция свода. Отдельные блоки свода подвешивают на тягах к поперечным балкам каркаса печи и свод получается подвесным. Применение хромомагнезита и новой конструкции свода позволяют нагревать его до 1800° С. Такие подвесные хромомагнезитовые своды выдерживают 500 плавок.
Горячий газ подают в печь по центральному каналу, воздух – по двум боковым. Сходясь в рабочем пространстве печи, эти каналы образуют так называемую головку печи, формирующую газовое пламя. Внутрь стенок головки обычно вставляют кессоны, в которых циркулирует вода для сохранения огнеупоров головки от быстрого разгара. Перед регенераторами в мартеновской печи устанавливают шлаковики для сбора пыли и капель шлака, выносимых из печи с отходящими газами, и предохранения регенераторов от быстрого загрязнения. Загрузку твердой шихты в печь производят через окна с помощью завалочных машин. Выпуск стали и шлака из мартеновской печи после завершения плавки проводят через летку, которую располагают в так называемой задней продольной стенке печи, не имеющей загрузочных окон. Некоторое количество шлака выпускают иногда через так называемые ложные пороги загрузочных окон на лицевую сторону печи. На время плавки летку (выпускное отверстие) заделывают магнезитовым порошком и огнеупорной глиной.
Кроме стационарных мартеновских печей иногда для переработки чугунов, содержащих много фосфора, применяют качающиеся мартеновские печи, рабочее пространство которых располагают на катках, что облегчает и ускоряет удаление (скачивание) по ходу передела фосфористых шлаков и тем самым повышает производительность печи.
Мартеновский способ получил широкое применение благодаря возможности использования различного сырья и разнообразного топлива. В настоящее время мартеновский процесс различают в зависимости от используемого сырья: скрап-процесс, если его шихта состоит из стального лома (60–70%) и твердого чушкового чугуна (30–40%). Эта разновидность процесса применяется на заводах, не имеющих доменного производства. Широко применяется и скрап-рудный процесс, характерный тем, что его шихта состоит на 20–50% из скрапа и на 50–80% из жидкого чугуна, который после выпуска из доменных печей хранится в больших бочкообразных футерованных внутри огнеупорным кирпичом хранилищах, называемых миксерами. Этот процесс называется скрап-рудным потому, что для ускорения окисления примесей чугуна в печь загружают, кроме того, гематитовую железную руду в количестве 15–30% от массы металлической части шихты.
Скрап-рудный процесс в кислой и основной мартеновских печах проходит различно (меняется состав флюсов и некоторых других шихтовых материалов, по-разному идет окисление примесей). Поэтому различают кислый и основной мартеновские процессы.
Рассмотрим кратко сущность широко применяемого основного скрап-рудного процесса. Мартеновские печи работают циклами, но нагрев печи ведется непрерывно, поэтому подготовка новой плавки стали начинается с осмотра печи и устранения изъяна в подине и боковых откосах печи путем их заварки новым слоем доломита или магнезита еще во время выпуска предыдущей плавки. После выпуска металла выпускное отверстие заделывают и шихту загружают для новой плавки. Сыпучие шихтовые материалы (руда, известняк, скрап) загружают обычно первыми и отдельные их слои хорошо прогревают. На подину принято сначала загружать железную руду, а потом известняк и сверху стальной лом. Все эти материалы подвозят к печам составом платформ в так называемых мульдах (металлические коробки с приспособлением для захвата их хоботом завалочной машины).
Завалочная машина современных крупных печей – это самоходная тележка, перемещающаяся по рельсам вдоль продольных лицевых стенок нескольких мартеновских печей, обычно располагающихся в одну линию. На самоходной тележке установлен механизм управления с кабиной машиниста и загрузочный механизм с длинным штоком (хоботом). Хобот завалочной машины поднимает с платформы мульду с шихтой, вносит ее в печь и, поворачивая, высыпает ее содержимое, затем выносит пустую мульду из печи и ставит ее на платформу.
Во время загрузки твердых материалов в печь расходуется максимальное количество топлива для обеспечения быстрого прогрева и расплавления шихтовых материалов. Жидкий чугун загружают в печь через окно с помощью вставляемого в него стального желоба, футерованного изнутри огнеупором. Жидкий чугун подают к печи в чугуновозном ковше с помощью мостового крана. Чугун заливают в печь, когда твердая шихта прогрета и начинает оплавляться. С заливкой жидкого чугуна резко ускоряется плавление металлической части шихты. Одновременно с прогревом шихты начинается окисление примесей. К моменту расплавления шихты почти полностью окисляется кремний, более половины марганца, третья часть фосфора и частично углерод. Во время плавления образуется значительное количество закиси железа, так как количество воздуха, подаваемого в мартеновскую печь, обычно значительно больше необходимого для сжигания топлива (125% теоретически необходимого) и пламя в мартеновской печи бывает окислительным.
Процесс доводки металла до нужного химического состава производится в так называемый период чистого кипения металла, начинающегося после прекращения добавок в него железной руды. Чистое кипение ванны протекает не менее одного часа. Готовность заданной плавки стали определяют взятием пробы и экспресс-анализом в цеховой лаборатории.
После этого проводится раскисление и выпуск стали в ковши, из которых ее разливают в слитки. Общая продолжительность получения стали в мартеновской печи занимает несколько часов. Раскисление стали в ванне мартеновской печи проводят сначала доменным ферромарганцем, а затем доменным ферросилицием. Кремний ферросилиция отнимает кислород от закиси железа и образует сложные силикаты железа и марганца, которые обладают низкой температурой плавления и малой плотностью. Они всплывают в ванне и переходят в шлак. После этого сталь начинают выпускать из печи и завершают раскисление в ковше (или на желобе, по которому она вытекает в ковш), богатым ферросилицием, и вводят небольшое количество более сильного восстановителя – обычно алюминия или силикоалюминия
Алюминий является активным раскислителем стали, но образующаяся окись алюминия тугоплавка и в виде тонкой взвеси почти вся остается в стали. Принято считать, что эти частички окиси алюминия являются центрами кристаллизации при формировании слитка, и с увеличением количества алюминия, вводимого для раскисления, можно получить более мелкую структуру слитка или отливки. Обычно для раскисления берут 100–400 г алюминия на 1 т выплавляемой стали в зависимости от ее марки.
Скрап-процесс в основной печи отличается от скрап-рудного процесса, особенно в период завалки и расплавления шихты; заключительная часть процесса отличается меньше.
Совсем иначе протекает кислый мартеновский процесс. В связи с тем, что футеровка кислых мартеновских печей выполнена из динаса, наварка пода и откосов проводится кварцевым песком, т. е. кислым материалом. Шлак в этой печи кислый и не содержит свободной извести. Следовательно, удаления серы и фосфора в этой печи не происходит. Поэтому шихтовые материалы и топливо должны содержать эти примеси в минимальном количестве.
Хотя окислительное действие газов в кислых печах сохраняется и в начальный период плавки в шлаке образуется 20–35% закиси железа, окислительное действие его слабее. Окисление углерода происходит значительно медленнее, чем в основном процессе. Руду подают в печь во время окислительного периода небольшими порциями постепенно. Кроме закиси железа, шлаки содержат много SiO2, достигающего к концу процесса 60% за счет перехода части кремнезема из набойки. Этот кремнезем и связывает закись железа в файалит, чем и объясняется медленное окислительное действие шлака в кислом процессе. В результате могут создаться условия для восстановления некоторого количества кремния в период кипения ванны. В горячо работающих кислых печах сталь раскисляется лучше и при малом расходе раскислителей, а в ряде случаев и без них. Поэтому сталь, выплавленная в кислых печах, содержит меньше растворенных газов, неметаллических включений и отличается высокими механическими свойствами.
Кислым процессом производят и легированные высококачественные стали, так как окисление (угар) дорогих легирующих элементов в них значительно меньше. Но и производство кислой мартеновской стали обходится в 1,5–2 раза дороже, чем стали, полученной в основной печи.
Мартеновские печи разной мощности принято сравнивать по суточной производительности, отнесенной к площади пода печи, т. е. суточному съему стали с 1 м2 условной площади пода. Наши мартеновские печи непрерывно улучшают этот показатель. Так, в 1932 г. он равнялся 2,68 т, в настоящее время – более 8 т и нередко достигает 11–12 т, а с применением кислорода он еще выше.
Общая продолжительность плавки стали 220–260 т в печах обычно составляет 7–10 ч при расходе условного топлива 130–350 кг на 1 т стали. Таким образом, основными недостатками мартеновского процесса следует считать большую продолжительность процесса и значительный расход топлива. Именно поэтому направление рационализаторских предложений производственных коллективов и исследований ученых – металлургов направлены на устранение этих недостатков и повышение качества получаемого металла.
Важнейшим фактором, совершенствующим и ускоряющим мартеновский процесс, является применение кислорода. В мартеновском процессе наметились два реальных и экономически целесообразных пути применения кислорода. Первый путь – это обогащение воздушного дутья кислородом до 25–35%. В результате интенсификации горения и повышения окислительной способности печи сокращается общая продолжительность плавки, снижается расход топлива, увеличивается производительность. Так, например, при обогащении дутья печи в 100 т кислородом до 29–30% расход кислорода составляет 55–70 м3 на 1 т стали, производительность печи увеличивается в 2,5 раза при сокращении продолжительности плавки с 9 ч до 3 ч 30 мин; расход топлива при этом снижается с 150 кг/т стали до 92 кг/т. Такое обогащение дутья кислородом и форсирование плавки возможно при наличии свода печи, сделанного из высокотермостойких огнеупоров.
Второй путь – это применение кислорода для интенсификации окисления примесей путем кратковременного введения в печь кислорода. Наиболее перспективным в этом направлении является введение кислорода водоохлаждаемыми фурмами через свод печи (до аналогии с кислородно-конверторным производством). Введение кислорода таким образом резко сокращает продолжительность окисления примесей в ванне печи, но сильно увеличивает (в 5–8 раз) содержание пыли в печных газах, за счет разбрызгивания шлака и испарения металла.
На ряде заводов успешно комбинируют эти два способа применения кислорода в мартеновских печах. Последние годы начали применять специально построенные для этих целей двухванные мартеновские печи.
Очень важна автоматизация мартеновских печей, особенно их теплового режима. В период расплавления по заданной программе в газовую смесь вводят больше коксового газа, в период пониженной тепловой нагрузки – меньше. Автоматизируется перекидка клапанов в зависимости от температуры насадок и многое другое. Эти меры приводят к уменьшению расхода топлива, особенно его дорогих компонентов.
Металлургические печи Читать далее: Получение стали в электрических печах
Информация о работе «Металлургические печи»
Раздел: Промышленность, производство Количество знаков с пробелами: 37263 Количество таблиц: 0 Количество изображений: 0
Похожие работы
Расчёт металлургической печи
… через окно задачи: Потери тепла через окно выдачи: Общие потери тепла излучением: 6) Потери тепла с охлаждающей водой. В табл.1 [4] указаны водо-охлаждаемые элементы методических печей и потери в них. Расчётом определяем только потери в продольных и поперечных трубах, так как это составляет 80-90% от всех потерь. Остальные потери учитываются увеличением полученных потерь в трубах на …
Организация ремонтного хозяйства металлургического предприятия
… приложении 2. Этот документ содержит ответы на такие вопросы: что должен знать работник, что уметь, его права и обязанности. [10] Существует три формы организации ремонтного хозяйства на металлургических предприятиях: Ø централизованная; Ø децентрализованная; Ø смешанная. При децентрализованной форме ремонтные средства и персонал находятся в ведении и цехов предприятия. При …
Исследование методов охлаждения садки колпаковой печи с помощью математического моделирования
… 4.1. Изучение влияния вида атмосферы и типа колец на длительность периода охлаждения На основе проведенных исследований, с помощью математической модели, где изучалось влияние вида атмосферы на длительность периода охлаждения, получены результаты которые представлены на рис. 6 -11. Кривые охлаждения садки колпаковой печи при различном содержании водорода в газе 1 — 5 % Н2; 2 — 25 % …
Проект толкательной печи для нагрева заготовок под прокатку (125х125х12000мм) из низколегированной стали производительностью 80 т/ч
… обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и …
Кислый мартеновский процесс
Реализуется с помощью высокочистой шихты, он способен давать сталь с очень низким содержанием неметаллических примесей, того же водорода или кислорода. Именно из-за слишком больших требований к чистоте шихты кислый процесс применяется не так часто.
Такой метод плавления работает с применением кислого шлака, а это исключает возможность убрать с металла фосфор, серу и другие опасные вещества. Работа в кислой печи требует применения чугуна с количеством примесей не более 0,025%.
В этом случае металлический лом заранее перерабатывается в основных печах, откуда он в жидком виде переливается ковшом в кислую мартеновскую печь. Благодаря использованию двух печей (основной и кислой), подобный процесс часто называют дуплекс-процессом.
Получаемая в результате сталь отличается высокими механическими свойствами, обладает хорошей пластичность, вязкостью и применяется исключительно для изготовления важнейших и ответственных деталей в технике – роторов турбин, валов больших двигателей, в производстве артиллерийских установок.
Ротор турбины изготовленный из стали с высокими механическими свойствами
Учебные материалы
Этим способом выплавляется более 50% стали. Существует порядка 140 лет (1865 г.). Мартеновская печь может развивать температуру до 2000°С, благодаря регенеративному использованию тепла.
Мартеновская печь – это печь регенеративного типа, в которой тепло отходящих сгоревших газов используется для нагрева подаваемых в печь топлива (газа) и холодного воздуха через посредства газовых и воздушных регенераторов. Они представляют камеры с насадкой из шамотного огнеупора. Отходящие газы с температурой до 1600°С, проходя регенераторы и омывая насадку, отдают им свое тепло, нагревая кирпичи насадки до 1100-1200°С. В атмосферу отработанный газ–дым уходит с температурой только
Мартеновская печь – это также отражательная печь, что создает высокую температуру в центре печи (1600-1800°С).
Регенераторов по два по обе стороны печи – один (побольше) для подогрева воздуха, второй для подогрева газа. Переключение хода дымовых газов, топлива (газа) и воздуха через печь – регенератор – дымовая труба и наоборот осуществляется автоматически путем переключения клапанов и заслонок. На выходе из печи ставят термопары, которые и командуют автоматической линией переключения клапанов.
Для интенсификации металлургических процессов в печь подается кислород. Его сначала путем обогащения воздушного дутья до 25% подают вместе с воздухом через форсунку навстречу горючему газу – это ускоряет расплавку шихты. Затем, когда шихта расплавляется – период кипения, кислород через охлаждаемые водой трубы сверху подается прямо в расплавленный металл для повышения температуры ванны и лучшего удаления вредных примесей S и Р.
Задняя стенка печи на уровне пода печи имеет специальное отверстие – летку, для выпуска металла и шлака (под печи имеет наклон к летке).
Перед загрузкой шихты летка выбивается огнеупорной кладкой. Загрузка происходит через окна (спереди). Шихта идущая в мартен предварительно обрабатывается – крупные куски разбиваются и придают им определенный габарит. Чугунные ящики, в которых подается шихты, называются мульдами. Загрузка механизирована – заезжают и высыпают в печь.
После загрузки окна закрываются, подается газ (топливо). Газ из газопровода попадает в заслонку, получает направление и попадает в регенератор. Здесь по принципу противотока температура его доходит до 1100°С. Далее подогретый газ попадает в смесительную камеру, где смешивается с воздухом и на выходе из форсунок сгорает. Расплавленная ванна в мартене представляет собой две не смешиваемые жидкости: сверху шлак, а внизу металл.
Современные мартеновские печи обычно делают объемом 100, 150, 300, 400, 500 и 900 т (реже).
Футеровка бывает основная и кислая. В основной (большинство мартенов), в которой подина и стенки футерованы основным магнезитовым огнеупором, свод футерован кислым динасовым или нейтральным кирпичом. В кислых печах динасом футеруются подина и стенки (шихта содержит меньше S и Р и объем печи меньше, чем печи с основной футеровкой).
Существует три основных процесса плавки:
- Скрап-процесс (твердая завалка): шихта состоит на 55-75% из металлического лома (скрапа) и 45-25% из твердого чушкового чугуна (массой 45-55 кг).
- Чугунно-рудный процесс – жидкий чугун с добавкой железной руды. Этот процесс возможен только там, где имеются доменные печи.
- Скрап-рудный процесс, при котором шихта состоит на 60-70% из твердого чушкового чугуна и руды, на 40-30% из скрапа.
Процесс плавки длится 7-12 ч в зависимости от емкости печи и условий производства. В течение плавки делается анализ стали экспресс лабораторией не менее 4-х раз за одну плавку. Готовая сваренная сталь разливается в ковши. Ковши 300 тонные. Когда емкость печей достигает до 900 т, то делают желоба с разветвлениями чтобы заполнить сразу несколько ковшей. Далее ковши транспортируются в разливочный пролет. Разливка стали из ковша производится либо в специальные формы – изложницы (в слитки), либо в машинах непрерывного литья (разливки) заготовок.
Выплавка стали в электропечах > Теория по ТКМ >
Учебные работы по всем предметам
- Учебные работы по всем предметам
- Миллиметровки А4 разного цвета
Двухванный сталеплавильный агрегат
Еще одна разновидность мартеновской печи, имеющей две ванны, соединенные между собой каналом для перехода материала из одной емкости в другую. Процесс стальной выплавки происходит следующим образом:
- В одной ванне залит чугун и проводится его продувка кислородом.
- В это же время во второй ванне проводится завалка и подогрев шихты в твердом виде, для чего используются уходящие из первого резервуара горячие газы.
- Постепенно процесс меняется и ванны также выполняют функции предыдущих.
При определенном количество чугуна в шихте (больше 65%) двухванная печь начинает работать без расхода топлива, чем-то копируя кислородный конвертор.
В качестве заключения стоит сказать, мартеновский способ производства стали в свое время стал настоящим прорывом и помог мировой индустрии совершить значительный рывок.
Сейчас доля его использования в мировой металлургии не превышает 2–3%, так как современные методы выплавки (тот же конвертерный процесс) гораздо более эффективны. Правда, в некоторых странах, он все еще занимает до 50% от всех объемов производства.
Мартеновское производство
Мартеновское производство
Мартеновское производство возникло в 1864 г., когда П.Мартен построил первую регенеративную (использующую теплоту отходящих газов) печь, давшую годную литую сталь из твердой шихты.
В России первая мартеновская печь была построена в 1869г. Александром Александровичем Износковым на Сормовском заводе.
В мартеновской печи осуществляется передел загруженной в нее шихты:
- твердого или жидкого чугуна,
- стального и чугунного лома с использованием железной руды, окалины,
- кислорода,
- флюсов и ферросплавов
— в сталь заданного состава, при этом получается побочный продукт плавки — мартеновский шлак.
Продолжительность службы мартеновской печи (ее кампания) определяется числом плавок, выдерживаемых сводом рабочего пространства; она составляет обычно для печей с динасовым сводом 250— 300 плавок (при большой емкости) или 400—500 плавок (при малой и средней емкости), а для печей с хромомагнезитовым сводом 700 и более плавок.
В мартеновских печах выплавляют углеродистую конструкционную сталь, а также легированную сталь различных марок.
Два вида мартеновского процесса
Плавка стали может происходить с применением чугуна в болванках на предприятиях, где не построены домны, или с использованием доменного жидкого чугуна.
В первом случае подразумевается – скрап-процесс , когда более половины объема загружаемой шихты состоит из металлического лома.
Во втором случае шихта состоит в основном из расплавленного чугуна и железной руды. Этот процесс называется – скрап-рудный .
Температура факела пламени достигает 1800 0 C. Факел нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
Продолжительность плавки составляет 3…6 часов , для крупных печей – до 12 часов.
Готовую плавку выпускают через отверстие, расположенное в задней стенке на нижнем уровне пода. Отверстие плотно забивают малоспекающимися огнеупорными материалами, которые при выпуске плавки выбивают.
Печи работают непрерывно, до остановки на капитальный ремонт – 400…600 плавок .
объем ванны 900 м 3
Заводы, использовавшие мартеновские печи
Бежицкий сталелитейный завод
Выксунский металлургический завод
Гурьевский металлургический завод
Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
Кулебакский металлургический завод — остановлена 20 декабря 2011 г.
Металлургический завод Петросталь (дочернее предприятие ОАО Кировский завод)
Орско-Халиловский металлургический комбинат (ОАО «Уральская Сталь»)
Северский трубный завод — мартеновское производство остановлено в 2008 г.
Таганрогский металлургический завод — мартеновское производство прекращено в октябре 2013 г.
Челябинский трубопрокатный завод
Череповецкий металлургический комбинат — остановлен в 2011 г.
Чусовской металлургический завод
Челябинский металлургический комбинат
Металлургический комбинат «Запорожсталь»
«Интерпайп – НТЗ» —выведены из эксплуатации в 2011 году.
Источник



