
- Магнитное дутье при сварке
- Сущность и основные причины появления
- Влияние полей на сварочную дугу
- Методы борьбы
- Магнитное дутье при сварке и способы его устранения
- Добавить комментарий Отменить ответ
- Магнитное дутье при сварке способы устранения
- Welder.PW
- Магнитное дутье при сварке
- Сущность и основные причины появления
- Влияние полей на сварочную дугу
- Методы борьбы
- Магнитное дутье. Причины возникновения и меры устранения
- Магнитное дутье при сварке способы устранения
- Магнитное дутье
- #21 МАГНИТ
- Прикрепленные изображения
- #22 di4
- #23 МАГНИТ
- #24 alex937
- #25 Рудольф Шнапс
- #26 alex937
- #27 Рудольф Шнапс
- #28 alex937
- #29 di4
- #30 ЛехаКолыма
- #31 Cварщик Джо
- #32 АВН
- #33 welderman
- #34 di4
- Магнитное дутье
- #21 МАГНИТ
- Прикрепленные изображения
- #22 di4
- #23 МАГНИТ
- #24 alex937
- #25 Рудольф Шнапс
- #26 alex937
- #27 Рудольф Шнапс
- #28 alex937
- #29 di4
- #30 ЛехаКолыма
- #31 Cварщик Джо
- #32 АВН
- #33 welderman
- #34 di4
- Магнитное дутье
- Магнитное дутье при сварке способы устранения
- Корзина
- Магнитное дутье при сварке труб для газо– и нефтепроводных магистралей Текст научной статьи по специальности « Электротехника, электронная техника, информационные технологии»
- Аннотация научной статьи по электротехнике, электронной технике, информационным технологиям, автор научной работы — Чигарев В. В., Щетинина В. И., Щетинин С. В.
- Похожие темы научных работ по электротехнике, электронной технике, информационным технологиям , автор научной работы — Чигарев В. В., Щетинина В. И., Щетинин С. В.
- Magnetic blowing at welding of pipes for gas and oil pipelines
- Текст научной работы на тему «Магнитное дутье при сварке труб для газо– и нефтепроводных магистралей»
Магнитное дутье при сварке
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.

Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.

Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.

Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Результат размагничивания проверяют индикатором намагниченности.
Источник
Магнитное дутье при сварке и способы его устранения

При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом “магнитного дутья”.
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.

Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 – 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м – проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник
Магнитное дутье при сварке способы устранения
Welder.PW

При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом «магнитного дутья».
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.
Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 — 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м — проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
Магнитное дутье при сварке
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.
Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.
Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Результат размагничивания проверяют индикатором намагниченности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Магнитное дутье. Причины возникновения и меры устранения
Отклонение дуги происходит при помощи магнитных полей создаваемых вокруг дуги и свариваемого изделия. Эти поля действуют на движущиеся заряженные частицы сварочной дуги, отклоняя ее в сторону. Такое явление называется магнитным дутьем. Для снижения магнитного дутья производят сварку короткой дугой, наклоняют электрод в сторону магнитного дутья, размещают у сварки ферромагнитные массы, подвод сварочного тока в точке близкой к дуге. При дуговой сварке происходит отклонение дуги от оси электрода и ее блуждание по изделию, что ухудшает качество сварных швов, увеличивает разбрызгивание и затрудняет процесс сварки. Это явление вызывается действием электромагнитных сил, возникающих при прохождении электрического тока по элементам сварочной цепи при этом основной металл и металл электрода ферромагнитны, что способствует возникновению магнитного поля. Отклонение дуги в поперечном и продольном направлениях от оси электрода под действием электромагнитных сил называют магнитным дутьем (3.5). На проявление магнитного дутья, особенно при сварке постоянным током, влияет увеличение сварочного тока до 300 А и более. Оно вызывается также неравномерным размещением ферромагнитных масс изделий относительно места подсоединения к ним и прохождения сварочного тока (3.5,(1,6), Для устранения или уменьшения магнитного дутья изменяют места подсоединения к изделию провода электрического тока так, чтобы уравновесить ферромагнитные массы изделия, расположенные относительно места подсоединения провода (3.5,в,г). Если это невозможно выполнить, применяют стальную плиту, которую укладывают на изделия для уравновешивания ферромагнитных масс, или используют для сварки переменный ток, при котором магнитное дутье проявляется слабо
Первичные средства пожаротушения на сварочных постах.
На сварочных постах должны быть противопожарные щиты на которых находятся: ящик с песком, огнетушитель, ведро, лопата, лом, багор, топор, кошма и огнетушитель.
Оказание первой помощи при повреждении позвоночника.
При падении с высоты, при обвалах может быть перелом позвоночника (резкая боль, невозможность согнуть спину и повернуться). Единственная первая помощь это осторожно положить под пострадавшего доску и перебинтовать вместе с доской, то есть зафиксировать. Если пострадавший в сознании дать обезболивающее. Вызвать скорую помощь. Дать обезболивающее и вызвать врача.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9412 —  | 7314 —
| 7314 —  или читать все.
или читать все.
85.95.178.252 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Магнитное дутье при сварке способы устранения

Всем доброго времени суток. Я зелен как сварщик, но с физикой дружу. По-этому возьму на себя смелость дать развёрнутый ответ по этой теме 🙂 Для начала напомню (если кто забыл) правило буравчика из школьного курса физики, которое звучит так: Если поступательное движение буравчика совпадает с направлением тока в проводнике, то вращательное движение его рукоятки указывает направление магнитных линий поля, образующегося вокруг этого проводника. Если совсем просто — если смотрим вдоль провода в сторону минуса, то линии магнитной индукции будут направлены вокруг него по часовой стрелке. Теперь вспомним второе правило, тоже необходимое для понимания проблемы, это правило левой руки и гласит оно следующее: если левую руку расположить так, чтобы линии магнитной индукции входили в ладонь, а вытянутые четыре пальца совпадали с направлением тока в проводнике, то отогнутый большой палец укажет направление силы, действующей на проводник с током, помещенный в магнитное поле. И тут один момент — в физике за направление тока принято направление, противоположное направлению электронов, т.е. от плюса к минусу. Теперь, собственно о магнитном дутье. Оно и заключается в действии магнитного поля на дугу, которая является движением электронов и положительно заряженных ионов ионизированных молекул/атомов газов. Возьмём, к примеру, прямую полярность, т.е. + на детали. Основной поток электронов будет идти около прямой, соединяющей точку горения дуги и точку крепления зажима массы (электроны — от электрода к зажиму, ток — в обратном направлении). Таким образом вокруг этой прямой будут циркулировать линии магнитной индукции. Т.к. дуга у нас находится по одну сторону свариваемой детали, то нас интересуют направление линий индукции именно в этом месте (т.е. над поверхностью детали). Направлены эти линии будут слева направо, если смотреть со стороны зажима в сторону электрода. Теперь применяем правило левой руки. Т.е дуга — это и есть тот самый проводник с током. Т.к. дуга располагается перпендикулярно поверхности свариваемой детали а направление тока вверх (от детали к электроду), то если пальцы левой руки будут указывать в сторону электрода, а линии магнитной индукции будут входить в ладонь, то сила, действующая на дугу будет направлена в сторону отогнутого большого пальца, в случае прямой полярности — вдоль прямой зажим массы-дуга (ОТ ЗАЖИМА). Т.е. в таком случае торец электрода должен смотреть вперёд от зажима массы и шов нужно вести в сторону зажима массы. При обратной полярности ситуация меняется. Есть ещё ряд факторов, влияющих на магнитное дутьё — это наличие ферромагнитных масс в непосредственной близости к дуге. В том случае магнитное дутьё всегда направлено в сторону этих масс (независимо от полярности). Т.к. чёрный металл является ферромагнетиком, то в тавровых и угловых соединениях дуга будет «тянуться» к стенке вертикальной детали (даже если деталь не контактирует с массой). Но эти факторы более заметны на токах более 300 ампер, как, собственно и само магнитное дутьё. Варить на прямой полярности нужно в сторону зажима массы, а на обратной — от зажима массы. Теоретически можно убрать (в идеальных условиях) или хотя бы снизить действие магнитных полей на дугу. Для этого можно подвести к детали 2 зажима массы с противоположных сторон шва (вначале и вконце).
| — шов, * — точки присоединения зажимов массы.
Тогда ток массы разделится на 2 ветки и будет создавать взаимоподавляющие магнитные поля (по принципу бифилярной обмотки). Длина проводов и толщина сечения для обоих зажимов массы должна быть одинаковой. Ещё лучше — если зажимы будут на сварочном столе, а деталь расположена швом вдоль или поперёк этой линии ближе к центру. Как вариант — подводить ток так, чтобы дуга и путь прохождения тока составляли одну прямую, т.е. подводить ток снизу шва, перпендикулярно поверхности свариваемой детали. Т.е. приварить перпендикулярно сварочному столу снизу арматуру или прут и к нему подключить зажим массы. Деталь расположить над местом соединения.
Магнитное дутье
#21 МАГНИТ
про размагничивание вот здесь:
Про компенсацию магнитного поля и устранения «магнитного дутья» магнитами
На фото: сварка намагниченных труб с магнитами у одного и «Трансгазов»
Прикрепленные изображения


#22 di4
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Сообщение отредактировал di4: 18 Июль 2014 13:52
#23 МАГНИТ
В данном случае определялась величина магнитного поля в стыке прибором «Дельта».
#24 alex937
Время идет, мир торопится. А я хочу совершенства!

- Город: Новокузнецк Алексей
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#25 Рудольф Шнапс
alex937 , переход в режим ВКЗ проблему не решает?
Вдохновлён сталью, бетоном и золотым сечением.
#26 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
alex937 , переход в режим ВКЗ проблему не решает?
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#27 Рудольф Шнапс
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания. При этом длина дуги минимальная, следовательно, магнитное дутьё не так сильно должно проявляться.
Вдохновлён сталью, бетоном и золотым сечением.
#28 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания.
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#29 di4
Попробуйте не доваривать шов 300 мм и доварите его начиная с другой стороны.
#30 ЛехаКолыма
День добрый,в рд на сварку магистральных трубопроводов http://www.infosait. 41407/index.htm пункт 10 показан еще один способ размагничивания,спомощью на мотки кабеля и пропускания постоянного тока,а как на практики работает оно на должным уровне или нет?
А все извените не прочитал первую страницу,все как раз и показано
#31 Cварщик Джо
Как бороться с этим явлением ?
Вроде все просто по литературе но не всегда применимо.
Сваривайте на короткой дуге, зажим массы крепите ближе к зоне сварки. Читайте здесь http://tehnik.electr. agnitnoe-dut-e/
#32 АВН
Cварщик Джо , очень хорошая статья, но: нет никакого зажима — масса идёт через общую палубу пролёта. Св. ток только постоянный, от многопостового источника через балластный реостат. Сварка и так всегда ведётся на короткой дуге — лишние поры и непровары никому не нужны. Ваши практические рекомендации?
#33 welderman
В бытность свою работы под Усинском для борьбы с данным премерзким явлением,после длительных мытарств, пришли к способу сварки стыков труб на подкладном кольце из полосовой стали 09Г2С-магнитопровод замыкается,дутьё практически исчезает. условия-кольцо должно входить в собираемый стык с лёгким натягом;способ опробован для сварки трубопроводов из стали 09Г2С Ду 530-720мм,S 8-20мм,аппараты — агрегаты типа DENYO DLW-400 ESW,сварочные материалы-LB-52U. а перепробовали до этого всё из изложенного выше и даже больше. провода мотали,магниты ставили, размагничивающую приблуду купили,один сварщик- шаман из Якутии с бубном камлал над стыком.
Сообщение отредактировал welderman: 04 Ноябрь 2014 21:15
#34 di4
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем:
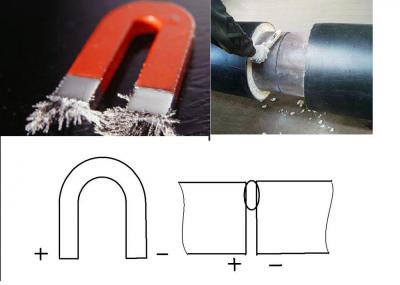
Как стык превращается в магнит?
Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории:
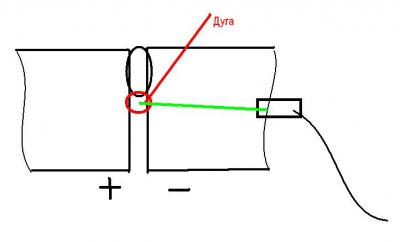
Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям.
1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку.
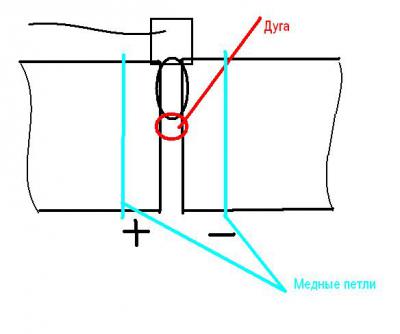
2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки.
Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
Сообщение отредактировал di4: 14 Ноябрь 2014 21:20
Магнитное дутье
#21 МАГНИТ
про размагничивание вот здесь:
Про компенсацию магнитного поля и устранения «магнитного дутья» магнитами
На фото: сварка намагниченных труб с магнитами у одного и «Трансгазов»
Прикрепленные изображения
#22 di4
Я так понимаю намагниченность собранного стыка можно компасом проверять?
И ток увеличиваешь и полярность на обмотках меняешь пока стрелка компаса поперек стыка не встанет?
Сообщение отредактировал di4: 18 Июль 2014 13:52
#23 МАГНИТ
В данном случае определялась величина магнитного поля в стыке прибором «Дельта».
#24 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#25 Рудольф Шнапс
alex937 , переход в режим ВКЗ проблему не решает?
Вдохновлён сталью, бетоном и золотым сечением.
#26 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
alex937 , переход в режим ВКЗ проблему не решает?
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#27 Рудольф Шнапс
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания. При этом длина дуги минимальная, следовательно, магнитное дутьё не так сильно должно проявляться.
Вдохновлён сталью, бетоном и золотым сечением.
#28 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
alex937 , вынужденные короткие замыкания. Это когда сварочная дуга сильно трещит, а перенос металла с проволоки не струйный, а крупными каплями в момент короткого замыкания.
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
#29 di4
Попробуйте не доваривать шов 300 мм и доварите его начиная с другой стороны.
#30 ЛехаКолыма
День добрый,в рд на сварку магистральных трубопроводов http://www.infosait. 41407/index.htm пункт 10 показан еще один способ размагничивания,спомощью на мотки кабеля и пропускания постоянного тока,а как на практики работает оно на должным уровне или нет?
А все извените не прочитал первую страницу,все как раз и показано
#31 Cварщик Джо
Как бороться с этим явлением ?
Вроде все просто по литературе но не всегда применимо.
Сваривайте на короткой дуге, зажим массы крепите ближе к зоне сварки. Читайте здесь http://tehnik.electr. agnitnoe-dut-e/
#32 АВН
Cварщик Джо , очень хорошая статья, но: нет никакого зажима — масса идёт через общую палубу пролёта. Св. ток только постоянный, от многопостового источника через балластный реостат. Сварка и так всегда ведётся на короткой дуге — лишние поры и непровары никому не нужны. Ваши практические рекомендации?
#33 welderman
В бытность свою работы под Усинском для борьбы с данным премерзким явлением,после длительных мытарств, пришли к способу сварки стыков труб на подкладном кольце из полосовой стали 09Г2С-магнитопровод замыкается,дутьё практически исчезает. условия-кольцо должно входить в собираемый стык с лёгким натягом;способ опробован для сварки трубопроводов из стали 09Г2С Ду 530-720мм,S 8-20мм,аппараты — агрегаты типа DENYO DLW-400 ESW,сварочные материалы-LB-52U. а перепробовали до этого всё из изложенного выше и даже больше. провода мотали,магниты ставили, размагничивающую приблуду купили,один сварщик- шаман из Якутии с бубном камлал над стыком.
Сообщение отредактировал welderman: 04 Ноябрь 2014 21:15
#34 di4
Ну если углубиться в теорию и мою фантазию можно рассматривать стык как магнит. Рисуем:
Как стык превращается в магнит?
Видимо к стыку прикреплен обратный сварочный провод и во время сварки через трубу идет ток, идет по зеленой траектории:
Так как ток проходит только через правую трубу то она намагничивается скажем становиться боле отрицательной чем левая труба.
Поэтому борьба с магнитным дутьем должна сводиться к следующим мероприятиям.
1. В начале шва прихватывается пластина на которую вешается зажим обратного провода. Когда труба заварена на четверть надо переместить пластину ближе к дуге и продолжить сварку.
2. Перед сваркой затяните на трубах петли из оголенного сварочного провода. Тогда ток к месту сварки будет двигаться не по трубам, а по медным петлям:
3. Что там еще можно нафантазировать: Возможно поможет предварительно перед сваркой положить на трубы свальцованные толстые металлические накладки желательно из ферритной стали. Возможно это уменьшит интенсивность намагничивания самой трубы так как намагничиваться будут еще и накладки.
Все на сегодня, креатив закончился. Все это можно попробовать, но не уверен что это действительно поможет. Если кто хочет может поэкпериментировать. Сам не пробовал. )
Сообщение отредактировал di4: 14 Ноябрь 2014 21:20
Магнитное дутье
При прохождении электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создается магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен воздействию результирующего магнитного поля, которое образуется в сварочном контуре.
Нормальная дуга бывает при симметричном относительно нее подводе тока (рис. 5.10, а). В этом случае собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги.
При несимметричном относительно дуги подводе тока к изделию дуга из-за воздействия магнитных полей искривляется (рис. 5.10, б, в). Подвод тока к изделию на некотором расстоянии от дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.

Рис. 5.10. Магнитное дутье:
а — нормальное положение дуги; б — отклонение влево; в — отклонение вправо; г — действие ферромагнитной массы
Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Магнитное дутье — отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке. Оно может быть вызвано присутствием ферромагнитных масс вблизи сварки (рис. 5.10, г). Из-за этого стабильность горения дуги нарушается, затрудняется процесс сварки.
На величину отклонения дуги влияет также угол наклона электрода, поэтому для его уменьшения электрод наклоняют в сторону отклонения дуги, а также уменьшают длину дуги.
Отклонение дуги могут вызвать несимметричность обмазки электрода (рис. 5.11) и химическая неоднородность свариваемой стали (рис. 5.12).

Рис. 5.11. Отклонение дуги из-за несимметричности обмазки электрода

Рис. 5.12. Отклонение дуги по причине химической неоднородности свариваемой стали
Меры предотвращения отклонения дуги: сварка короткой дугой; подвод сварочного тока в точке, максимально близкой к дуге; изменение угла наклона электрода к изделию; размещение у места сварки компенсирующих ферромагнитных масс; использование трансформаторов или инверторных источников питания.
В качестве компенсирующих ферромагнитных масс на практике в таких случаях используют стальную плиту с присоединенным к ней токопроводом, которую укладывают на расстоянии 200-250 мм от места сварки.
При сварке нередко наблюдается блуждание дуги — беспорядочное перемещение сварочной дуги по изделию, обусловливаемое влиянием загрязнения металла, потоков воздуха и магнитных полей. Это явление особенно часто наблюдается при сварке угольным электродом. Блуждание дуги ухудшает процесс формирования шва, поэтому для его устранения иногда используют постоянное продольное магнитное поле, создаваемое соленоидом, расположенным вокруг электрода.

Явление магнитного дутья
Физико-механические параметры, определяемые магнитными и электромагнитными испытаниями
Охрана труда при работах в зоне влияния электрического и магнитного полей
МАГНИТНЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
МАГНИТНЫЕ УСИЛИТЕЛИ
Устройство и принцип действия магнитного усилителя
Конструкции магнитных усилителей
Трансформаторный магнитный усилитель
2 / мч* /1.
(Электропреобразовательные устройства РЭС)
Магнитное дутье при сварке способы устранения
Корзина

Во время проведения сварочных работ, особенно при ремонте трубопроводов, как правило, наблюдается эффект «магнитного дутья». «Магнитное дутье» — это эффект, возникающий при сварке намагниченных труб. От действия магнитного поля затрудняется поджиг дуги, нарушается стабильность ее горения, происходит отклонение ее на одну из свариваемых кромок, что приводит к выбросу металла из сварочной ванны.
В последнее время внутритрубная диагностика магнитными зондами стала чрезвычайно популярна, а это, как, впрочем, и магнитопорошковая дефектоскопия, служит причиной образования магнитных полей в трубах. Нахождения же труб вблизи линии электропередач, а так же электрохимзащита труб ведут к появлению эффекта намагниченности.
В отечественной промышленности выпускают специальные устройства для размагничивания трубопроводов. Например: установка АУРА или прибор ЛАБС. Но они дороги и требуют специально обученного персонала для выполнения этих работ, а это уже является недостатком, как, впрочем, и громоздкость этих устройств, необходимость во внешнем источнике питания, что в совокупности с уже вышеперечисленными недостатками создает острую необходимость в более совершенной и универсальной системе для борьбы с намагниченностью труб. Именно такой системой является комплект магнитных компенсаторов МС-1. Использование этого комплекта возможно в любых климатических зонах на стальных трубопроводах, на любых толщинах металла, при сварке труб. Допускается его использование при сварке труб с диаметром от 100 мм, верхний предел не ограничен.
Принцип работы МС-1 заключается в создании встречного магнитного потока, компенсирующего остаточную намагниченность изделия. Комплект компенсаторов состоит из двух П-образных элементов, которые представляют собой стальной магнитопровод с врощенными в него магнитами высокой мощности, помещенный в защитную оболочку, что защищает магнит от коррозии и механических разрушений, а так же от высоких температур. Устанавливают магнит таким образом, что он является мостом между трубами. Размеры магнита подобраны таким образом, чтобы он не мешал установленному на трубу наружному центратору. При установке магнита МС-1 на трубу его направленный магнитный поток компенсирует магнитное поле трубы на участке 200-400 мм вдоль стыка в оба направления. Размеры рабочей зоны МС-1 зависят от степени намагниченности трубы. Комплект магнитных компенсаторов МС-1 не потребляет электроэнергию, и не требует источников питания. Порядок постановки прихваток при использовании МС-1 не отличается от обычного способа, принятого на предприятии. Исходя из того что трубы имеют неравномерную намагниченность по длине стыка, необходимость установки МС-1 определяется самим сварщиком в процессе постановки прихваток. Намагниченность можно определить по появлению «магнитного дутья» или используя магнитометр (поставляется по желанию заказчика) любого типа, или просто приложив отрезок проволоки диаметром 3-4 мм и длиной 20-30 мм (огарок электрода) на кромку стыка в месте будущей прихватки. Если проволока (огарок электрода) примагнитится к трубе, то остаточная намагниченность присутствует. Обычно после установки прихваток явление «магнитного дутья» исчезает, но при сильной намагниченности трубы выполнение корневого прохода и заполнения возможно с применением МС-1.
Магнитное дутье при сварке труб для газо– и нефтепроводных магистралей Текст научной статьи по специальности « Электротехника, электронная техника, информационные технологии»
Аннотация научной статьи по электротехнике, электронной технике, информационным технологиям, автор научной работы — Чигарев В. В., Щетинина В. И., Щетинин С. В.
Установлены закономерности влияния формы изделия на магнитное поле сварочного тока и “эффект трубы”. Разработан способ односторонней высокоскоростной сварки , обеспечивающий качественное формирование швов путем регулирования магнитного поля и устранения магнитного дутья .
Похожие темы научных работ по электротехнике, электронной технике, информационным технологиям , автор научной работы — Чигарев В. В., Щетинина В. И., Щетинин С. В.
Magnetic blowing at welding of pipes for gas and oil pipelines
Regularities of the influence of part’s shape upon the magnetic field of welding current and the “tube effect were established. A method of one-s >magnetic blowing .
Текст научной работы на тему «Магнитное дутье при сварке труб для газо– и нефтепроводных магистралей»
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2011 р. Серія: Технічні науки № 2 (23)
©ЧигаревВ.В.1, Щетинина В.И.2, Щетинин С.В.3
МАГНИТНОЕ ДУТЬЕ ПРИ СВАРКЕ ТРУБ ДЛЯ ГАЗО- И НЕФТЕПРОВОДНЫХ МАГИСТРАЛЕЙ
Установлены закономерности влияния формы изделия на магнитное поле сварочного тока и “эффект трубы”. Разработан способ односторонней высокоскоростной сварки, обеспечивающий качественное формирование швов путем регулирования магнитного поля и устранения магнитного дутья.
Ключевые слова: Магнитное дутье, “эффект трубы ”, трубы для газо- и нефтепроводных магистралей, односторонняя высокоскоростная сварка
Чигарьов В.В., Щетиніна В.І., Щетинін С.В. Магнітне дуття при зварюванні труб для газо- і нафтопровідних магістралей. Встановлені закономірності впливу форми виробу на магнітне поле зварювального струму і “ефект труби ” . Розроблено спосіб одностороннього високошвидкісного зварювання, який забезпечує якісне формування швів шляхом регулювання магнітного поля і запобігання магнітного дуття.
Ключеві слова: Магнітне дуття, “ефект труби”, труби для газо- і нафтопровідних магістралей, одностороннє високошвидкісне зварювання
V. V. Chigarev, V.I. Shchetinina, S. V. Shchetinin Magnetic blowing at welding of pipes
for gas and oil pipelines. Regularities of the influence of part’s shape upon the magnetic field of welding current and the “tube effect were established. A method of one-side , high rate welding, ensuring high quality of welds formation , by means of regulation of magnetic field and elimination of magnetic blowing
Keywords: Magnetic blowing, “ tube effect”, gas- and oil pipelines, main pipe, one-side high speed welding
Постановка проблемы. Наиболее эффективным энерго- и материалосберегающим процессом при производстве труб для газо- и нефтепроводных магистралей является односторонняя высокоскоростная сварка, применение которой ограничено нарушением формирования швов в результате магнитного дутья. Поэтому разработка энерго- и материалосберегающих процессов односторонней высокоскоростной сварки является важной научно-технической проблемой.
Анализ последних исследований и публикаций. Магнитное поле, возникающее при протекании тока по медному проводнику, являющемуся диамагнетиком, изучено на высоком научном уровне Н. Тесла, Р.М. Уайтом [1], Д. Маттисом [2], В. Гильбертом [3], Дж.Максвеллом [4]. Наличие сильного магнитного поля при сварке в области активного пятна подтверждается тем, что дуга действует как насос, который всасывает из окружающей среды воздух, являющийся диамагнетиком и втягивается в неоднородное магнитное поле, разогревает и выбрасывает его в сторону изделий в виде мощных плазменных потоков со скоростью до 103 м/с [5, 6]. Мощные плазменные потоки создают давление сварочной дуги, которое зависит от движения активного пятна по торцу электрода. Однако магнитное поле при сварке труб исследовано недостаточно [7, 8, 9, 10].
Цель статьи — изучение магнитного поля и разработка способа односторонней высокоскоростной сварки труб для газо- и нефтепроводных магистралей, обеспечивающей предотвращение магнитного дутья и качественное формирование швов.
Изложение основного материала. Односторонняя высокоскоростная сварка труб для га-зо — и нефтепроводных магистралей производится на медной подкладке или флюсовой подуш-
1 д-р техн. наук, доцент, ГВУЗ “Приазовский государственный технический университет”, г.Мариуполь
2 д-р техн. наук, доцент, ГВУЗ “Приазовский государственный технический университет”, г.Мариуполь
3канд. техн. наук, доцент, ГВУЗ “Приазовский государственный технический университет”, г.Мариуполь
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2011 р. Серія: Технічні науки № 2 (23)
ке, расположенной в штанге, на которую надевается труба. Массивная ферромагнитная штанга, изготовленная из швеллеров, соединенных листом, выполняет функции несущей конструкции и токоведущего элемента, по которому протекает сварочный ток.
Для изучения магнитного поля и исследования влияния формы изделия на индукцию разработана специальная методика (рис.1), которая заключается в следующем. По валу диаметром 25-10-3 м пропускается ток (рис.1 а), и производятся измерения индукции магнитного поля на поверхности (рис.1) и внутри (рис.3) ферромагнитного вала тесламетром ЭМ4305. Аналогично производятся измерения индукции магнитного поля при протекании тока по трубе (рис.1 б) с внутренним диаметром 25-10-3 м и внешним диаметром 40-10-3 м и при протекании тока по валу, расположенному внутри трубы (рис.1 в).
Для адекватности модели реальным условиям сварки исследования магнитного поля производили при величине тока 2100 А. В качестве источника питания использовали сварочный выпрямитель ВМГ-5000.
В результате установлено (рис.2 а), что при протекании тока по ферромагнитному валу индукция магнитного поля на поверхности хорошо согласуется с расчетными данными, полу-
ченными по закону Био-Савара [10] п _
,Т, согласно которому индукция прямо пропор-
циональна величине тока и обратно пропорциональна периметру. На оси вала индукция равна нулю, при приближении к поверхности возрастает и достигает максимального значения на поверхности 0,042 Т. При удалении от поверхности на 9-10-3 м индукция магнитного поля уменьшается до 0,027 Т. При переходе от одной поверхности к другой индукция изменяет направление на противоположное. Адекватность экспериментальных данных расчетным значениям подтверждает возможность использования расчетных значений для определения индукции магнитного поля сварочной дуги.
На поверхности вала обладающий большой магнитной проницаемостью ферромагнетик не изменяет магнитное поле.
Пропорционально индукции на поверхности электромагнитная сила F _ IBL [11] дости-
гает 0,1764 Н и максимальное магнитное давление р _ В [12] 702 Па. При удалении от по-
верхности электромагнитная сила снижается до 0,1134 Н и магнитное давление-до 290 Па.
При протекании тока по ферромагнитной трубе изменяется распределение магнитного поля (рис.1 б, 2 б). На оси трубы индукция магнитного поля равна нулю и остается равной нулю почти до внутренней поверхности трубы, где она достигает 0,02 Т. В ферромагнитной трубе индукция возрастает, и на внешней поверхности становится равной 0,08 Т. При удалении от поверхности индукция уменьшается до 0,04 Т.
Увеличение индукции магнитного поля на внешней поверхности ферромагнитной трубы является результатом концентрации силовых линий поля в обладающем большой магнитной проницаемостью ферромагнетике. Несмотря на большую площадь поперечного сечения трубы 0,0766 м2, чем вала 0,049 м2, индукция возрастает в результате принципа суперпозиции.
Пропорционально индукции при протекании тока по ферромагнитной трубе максимальное значение электромагнитной силы на поверхности увеличивается до 0,336 Н и в квадратичной зависимости возрастает магнитное давление до 2,548 КПа. В ферромагнитной трубе концентрируются силовые линии магнитного поля, поэтому при сварке труб резко возрастает магнитное дутье.
При протекании тока по валу, расположенному внутри трубы (рис.1 в, 2 в), несмотря на увеличение ферромагнитной массы, индукция на поверхности снизилась до 0,036 Т. Закономерность распределения индукции аналогична протеканию тока по валу. На оси трубы индукция равна нулю, при приближении к поверхности индукция возрастает и изменяет направление на противоположное при переходе от одной к другой поверхности. При удалении от поверхности индукция уменьшается до 0,018 Т. Снижение индукции является результатом концентрации силовых линий магнитного поля в ферромагнетике и уменьшения количества силовых линий, проходящих по воздуху с низкой магнитной проницаемостью. Индукция на поверхности вала с трубой 0,048 Т, что выше индукции при протекании тока только по валу.
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2011 р. Серія: Технічні науки № 2 (23)
на поверхности при протекании тока по валу (а), трубе (б) и валу внутри трубы (в)
Рис.2 — Магнитное поле тока, протекающего по валу (а), трубе (б) и по валу внутри трубы (в), на поверхности
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ р. Серія: Технічні науки № 2 (23)
тока, протекающего по ферромагнитным валу (а), трубе (б) и валу внутри трубы (в)
Рис.4 — Магнитное поле тока, протекающего по ферромагнитным валу (а), трубе (б) и валу внутри трубы (в)
Пропорционально индукции на поверхности трубы с валом электромагнитная сила уменьшилась до 0,1512 Н и в квадрате снизилось магнитное давление до 516 Па.
При сварке ток протекает по проволоке и изделию, которые усиливают магнитное поле сварочного тока. Измерение индукции на поверхности вала, трубы и вала с трубой не позволяет изучить природу магнитного поля, для изучения которой разработана модель (рис.3) с профрезерован-
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2011 р. Серія: Технічні науки № 2 (23)
ной канавкой, что позволяет измерить индукцию внутри ферромагнитных вала, трубы и вала с трубой.
Как установлено (рис.4 а), при протекании тока по валу индукция на поверхности увеличилась под действием ферромагнитной массы более чем в 7 раз и возросла до 0,29Т вследствие концентрации силовых линий магнитного поля в ферромагнетике. На оси вала индукция равна нулю и изменяет направление на противоположное на другой поверхности.
При протекании тока по трубе (рис.4.б) под действием ферромагнетика индукция увеличилась более чем в 2 раза до 0,19 Т, что является результатом суперпозиции.
По сравнению с валом максимальная индукция магнитного поля уменьшилось с 0,29 Т до 0,19 Т в результате увеличения площади поперечного сечения с 0,049 м2 для вала до 0,0766 м2 для трубы в 1,5 раза. Для увеличения индукции необходимо концентрировать проводники с током. При протекании тока по ферромагнитной трубе повысилась электромагнитная сила до
0. 798.Н и магнитное давление до 14,371 кПа. Поэтому при сварке труб резко усиливается магнитное дутье, которое снижает стабильность процесса и нарушает формирование швов.
Адекватность модели реальным условиям подтверждена при измерении индукции магнитного поля сварочного тока в производственных условиях сварки труб для газо- и нефтепроводных магистралей диаметром 0,426 м с толщиной стенки 0,008 м.
Как установлено (рис.3 в, 4 в), особенно увеличивается индукция при протекании тока по валу внутри ферромагнитной трубы до 0,66 Т, что является результатом протекания тока внутри трубы и концентрации силовых линий магнитного поля в обладающей большой магнитной проницаемостью трубе. При этом изменяется распределение индукции магнитного поля. Максимум индукции располагается на границе вала и трубы, что свидетельствует о концентрации силовых линий в трубе. Индукция на границе больше, чем согласно принципу суперпозиции сумма индукции тока и микротоков в ферромагнитных вале и трубе 0,48 Т.
На оси вала индукция равна нулю и возрастает при приближении к границе вала и трубы. При переходе от верхней к нижней поверхности индукция изменяет направление на противоположное согласно направлению силовых линий магнитного поля. При приближении к внешней поверхности трубы индукция уменьшается до 0,57 Т вследствие выпучивания силовых линий в зазоре. За пределами трубы индукция в начале резко падает, а затем почти неизменна.
В соответствии с индукцией максимальная электромагнитная сила на границе раздела вала и трубы достигает 2,772 Н и магнитное давление 173,408 кПа. На внешней поверхности трубы электромагнитная сила снижается до 2,394 Н и магнитное давление до 129,339 кПа.
На основании установленных закономерностей разработан способ односторонней высокоскоростной сварки с двухсторонним токоподводом, обеспечивающим регулирование магнитного поля, равновесие действующих на дугу и жидкий металл электромагнитных сил, стабильность процесса и качественное формирование швов на флюсовой подушке, снижение ма-териало- и энергоемкости процесса.
Установленные закономерности влияния формы изделия на магнитное поле тока и разработанный способ могут быть использованы при сварке котлов железнодорожных цистерн.
Дальнейшие исследования в данном направлении являются перспективными, так как позволят разработать новые энерго- и материалосберегающие процессы односторонней высокоскоростной сварки котлов железнодорожных цистерн.
1. Расчетно-экспериментальным путем установлены закономерности воздействия формы изделия на магнитное поле сварочного тока на поверхности и внутри ферромагнитных вала, трубы и вала внутри трубы. Максимальное значение индукции достигается при протекании тока по валу внутри трубы на границе вала и трубы, как на поверхности проводника с током.
2. Сходимость экспериментальных и расчетных данных дает возможность использования расчетных значений для определения индукции магнитного поля сварочной дуги.
3. Установлен “эффект трубы”, при котором магнитное поле сварочного тока значительно возрастает при протекании тока внутри трубы вследствие концентрации силовых линий в обладающей большой магнитной проницаемостью ферромагнитной трубе.
4. Односторонняя высокоскоростная сварка с двухсторонним токоподводом обеспечивает равновесие действующих на дугу и жидкий металл электромагнитных сил, стабильность процесса
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2011 р. Серія: Технічні науки № 2 (23)
и качественное формирование швов на флюсовой подушке, снижение материало- и энергоемкости процесса.
Список использованных источников:
1. Уайт Р.М. Квантовая теория магнетизма / Р.М.Уайт.- М.: Мир, 1972. — 306 с.
2. Маттис Д. Теория магнетизма / Д. Маттис. — М.: Мир, 1967. — 400 с.
3. Гильберт В. О магните, магнитных полях и о большом магните — Земле /В. Гильберт. — М.: Изд-во АН СССР, 1956. — 375 с.
4. Дж. Максвелл Избранные сочинения по теории электромагнитного поля /Дж. Максвелл. -М.: 1954. — 238 с.
5. Финкельбург В. Электрические дуги и термическая плазма /В. Финкельбург и Г. Меккер. -М.: Изд-во иностр. лит., 1961. — 369 с.
6. Шоек П.А. Исследование баланса энергии на аноде сильноточных дуг, горящих в атмосфере аргона / ПА. Шоек // Современные проблемы теплообмена. — М.: Энергия. — 1966. —
7. Гаген Ю.Г. Сварка магнитоуправляемой дугой / Ю.Г. Гаген, В.Д. Таран. — М.: Машиностроение, 1970. — 157 с.
8. Мандельберг С.Л. Влияние магнитного поля сварочного контура на форму швов, свариваемых внутри трубы / С.Л. Мандельберг, В.Е. Лопата // Автоматическая сварка. — 1962. — № 3 — С. 1 — 6.
9. Патон Б.Е. Сварка под флюсом при изготовлении труб большого диаметра /Б.Е. Патон, С.Л. Мандельберг // Автоматическая сварка. — 1968. — № 3. — С.41 — 46.
10. Закономерности воздействия формы изделия на электромагнитное поле сварочного тока / В.В. Чигарев, В.И. Щетинина, С.В. Щетинин, В.И. Федун // Автоматическая сварка. — 2006. -№8. — С.16 — 21.
11. Бессонов Л.А. Теоретические основы электротехники. Электромагнитное поле / Л.А. Бессонов. — М.: Гардарики, 2001. — 317 с.
12. Абрамович Г.П. Прикладная газовая динамика /Г.П. Абрамович. — М.: Наука, 1969. — 824с.
1. Wait RM. Magnetic quant theory / R^Wait.- М.: Peace, 1972. — 306 p. (Rus.)
2. Ма^ D. Magnetizm theory / D. Маttis. — М.: Peace, 1967. — 400 p. (Rus.)
3. Gilbert V. About magnet, magnetic fields and big magnet — Earth /V. Gilbert. — М.: Publ. SА The USSR, 1956. — 375 p. (Rus.)
4. G. Maxwell Electromagnetic field theory selected work /G. МаxweП. — М.: Peace, 1954. — 238 p. (Rus.)
5. Finkelburg V. Electric arcs and thermal plasma /V. Finkelburg and G. Meccer. — М.: foreign lit. publishin, 1961. — 369 p. (Rus.)
6. Shоек PA. Energy balance on anode of powerful arcs, blaze in argon atmosphere, research / PA. Shoек // Thermoexchange modern problem Современные проблемы теплообмена. — М.: Energy. — 1966. — P. 110 — 139. (Rus.)
7. Gagen U.G. Magnetcontrol arc welding / U.G. Gagen, V.D. Тага^ — М.: Маchinebuilding, 1970. — 157 p. (Rus.)
8. Маndelberg S.L. Magnetic field of welding contour influence on form joints, welding pipe within / S.L. Маndelberg, V.E. Lopata // Automatic welding. — 1962. — № 3 — P. 1 — 6. (Rus.)
9. Paton B.E. Welding under flux at big diameter pipe manufacture /В.Е. Pаtоn, S.L. Маndelberg // Аutomatic welding. — 1968. — № 3. — S.41 — 46. (Rus.)
10. Good form influence on welding current electromagnetic field regularities / V.V.Chigarev, V.I. Shchetinina, S.V.Shchetinin, V.I. Fedun //Automatic welding. — 2006. — №8. — P.16 — 21.(Rus.)
11. Bessonov LA. Electrotechnics basses theoretical. Electromagnetic field / LA. Bеssonov. — М.: Gаrdаriкy, 2001. — 317 p. (Rus.)
12. Аbramovich G.P. Applied gas dynamic / G.P. Аbramovich. — М.: Sience, 1969. — 824p. (Rus.)
Рецензент: С.С. Самотугин д-р техн. наук, проф., ПГТУ
Источник



