
- Левый способ сварки при толщине свариваемого металла
- Описание правого способа газовой сварки
- Описание левого способа газовой сварки
- Критерии выбора
- Газовая сварка: режимы сварки и их особенности. Параметры, определяющие выбор режима проведения работы
- Виды газовой сварки
- Левый способ
- Правый способ
- Режимы газовой сварки
- Мощность сварочного пламени
- Скорость сварки
- Диаметр присадочной проволоки
- Угол наклона мундштука
- Способы газовой сварки
- Левый и правый способы газовой сварки
- Рисунок 1 — Способы газовой сварки
- Газовая сварка пламенем повышенной мощности
- Способы газовой сварки. Правый и левый способ
- Правый способ газовой сварки
- Левый способ газовой сварки
- Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
Левый способ сварки при толщине свариваемого металла
При газосварочных работах преимущественно используются два способа сварки — правый и левый. Выбор будет зависеть от пространственного положения свариваемых поверхностей и от толщины металла. Оба способа предполагают использование флюсов для удаления оксидов и легирования сварочной ванны.
Описание правого способа газовой сварки
Метод, при котором пламя горелки направляется с левой стороны и сам процесс происходит слева направо, является правым способом. Поток пламени при этом должен быть направлен на сварной шов, сама горелка при этом продвигается перед присадочной проволокой постепенно расплавляя металл.
- повышенная защита от проникновения газов (кислород, азот) из воздуха в расплав;
- увеличенная глубина охвата;
- остывание шва происходит равномерно.
Пламя горелки находится в ограниченном пространстве между кромками и швом. Это снижает теплоотдачу и повышает эффективность сварки. Необходимый угол раскрытия кромок — 60-70°. Он позволяет уменьшить образуемый объем и вес наплавленного металла. Сниженный расход горючих газов на один миллиметр толщины при работе, увеличенная производительность (до 20%) делают этот способ оптимальным при работе с элементами толщиной более 5 мм. Вероятность появления деформационных изменений металла после усадки в этом случае минимальна. Метод хорошо зарекомендовал себя при работе с металлами с повышенной теплопроводностью, таких как медь и алюминий. Подробнее о данном методе на сайте http://rekom.kiev.ua.
Описание левого способа газовой сварки
Обратный подход применяется при левом способе — сварочная горелка движется справа налево, перемещаясь за присадочным прутом. Пламя при этом направляется на холодные кромки свариваемых деталей, подготавливая их к сплавлению. Угол скоса при этом выбирается больший — 70-90°. Мощность пламени ацетиленовой горелки выбирается из расчета 100-130 дм³/ч (при правом варианте — 130-150 л/ч).
- идеальный визуальный контроль над процессом;
- сниженная вероятность пережога поверхности;
- высокая степень смешивания в расплавленной ванне.
Метод применяется при работе с легкоплавкими материалами, а также при сварке тонких металлических листов толщиной до 4 мм.
Критерии выбора
Способ выбирается в зависимости от положения соединения — вертикальное, горизонтальное, потолочное, а также исходя из параметров толщины элементов. При сварке в нижнем положении определяющей является толщина. Вертикальные (направление снизу вверх) и горизонтальные швы выполняются левым способом. Для предотвращения вытекания при образовании ванны ей в этом случае придают небольшой перекос. При выполнении потолочного соединения предпочтительней правый вид — пламя, направленное непосредственно на шов, будет препятствовать стеканию расплава из области жидкой ванны.
Источник
Газовая сварка: режимы сварки и их особенности. Параметры, определяющие выбор режима проведения работы
Газовая сварка – соединение металлических деталей путём нагрева мест соединения газовым пламенем.
Виды газовой сварки
Существуют правый и левый способы газовой сварки.
Левый способ
Применяя левый способ, работа выполняется справа налево. Вначале идёт присадочная проволока, а вслед за ней газовая горелка. Из-за этого пламя нацелено на ещё не соединённые кромки заготовок.
При таком методе обеспечивается хорошая видимость сварочного шва, в конечном итоге он будет выглядеть лучше, чем при правом способе.
Такой вид работы чаще всего применяют для легкоплавких и тонких деталей.
Правый способ
Данный метод подразумевает проведение работы слева направо. Пламя газовой горелки направлено на уже соединённый участок деталей. Впереди идёт горелка, которая плавит основной металл, а за ней следует присадочная проволока. Благодаря тому, что пламя направлено на формируемый сварочный шов, удаётся достичь массы положительных факторов:
- улучшенная защита сварочной ванны от попадания в неё кислорода;
- возрастает глубина, на которую проплавляется основной металл;
- свариваемый шов остывает дольше.
При таком методе работы удаётся снизить рассеивание теплоты. Это происходит из-за ограничения газового пламени: по бокам – кромками, а спереди – сварочным швом. При правом способе угол разделки шва составляет 60-70 градусов вместо 90. В результате снижается объём наплавляемого металла.
При правом способе удаётся снизить затраты газа на 15-20%, а производительность повышается на 20-25% по сравнению с левым.
Проведение работы вышеуказанным способом рекомендуется, если толщина соединяемых заготовок превышает 5 мм.
Режимы газовой сварки
Подбор режима газовой сварки зависит от множества факторов.
Для начала необходимо правильно подобрать газовую горелку. В ней в необходимых пропорциях смешивается кислород и ацетилен. С её помощью настраивается уровень пламени путём регулировки подачи горючих газов.
Бывают горелки безынжекторные и с наличием инжектора. На практике чаще всего применяются инжекторные. В таких горелках горючий газ подаётся под низким давлением в смесительную камеру, где проводится его инжектирование струёй кислорода.
Мощность сварочного пламени
Горелки отличаются в зависимости от мощности пламени:
- Г1 – микромалой мощности;
- Г2 – малой мощности с параметрами расхода ацетилена 25-700 л/ч и расходом кислорода 35-900 л/ч;
- Г3 – средней мощности, предполагающие подачу ацетилена 50-2500 л/ч, а кислорода 65-3000 л/ч;
- Г4 – повышенной мощности.
Мощность сварочного пламени определяется уровнем расхода ацетилена. Подбирать мощность необходимо исходя из температуры плавления свариваемого металла, его толщины, а также теплопроводности.
Для расчёта мощности используется формула: Q=A * h:
- расход ацетилена обозначается – Q и измеряется в м 3 /ч;
- толщина металла измеряется в миллиметрах и обозначается h;
- буква А обозначает коэффициент, описывающий затраты ацетилена на 1 мм свариваемого материала. Для стали коэффициент равен 0,10 — 0,12, для чугуна — 0,15, для алюминия – 0,10.
Исходя из соотношения кислорода и ацетилена, направленных в горелку, выделяют три типа пламени: нейтральное, окислительное и науглероживающее. В зависимости от нужных качеств наплавленного металла выбирают соответствующий тип пламени. Чаще всего применяется нейтральное пламя, которое обеспечивает наивысшие механические характеристики наплавленного металла. Иные типы пламени используются редко. Например, для легкоокисляющихся металлов применяется науглероживающее пламя.
Скорость сварки
При газовой сварке нужно соблюдать скорость проведения работы.
Для расчёта скорости используется формула: V =A / S, где:
- V – скорость работы, измеряемая в метрах в час;
- S – толщина металла в миллиметрах;
- А – специальный коэффициент, принимающий разные значения в зависимости от вида металла и его толщины.
Диаметр присадочной проволоки
В качестве присадочного материала может использоваться сварочная проволока, различные прутки или металлические гранулы. Диаметр присадочного материала рассчитывается по следующим формулам:
- d = S / 2+1 — при левом способе сварки;
- d = S / 2 – при правом способе сварки.
Если диаметр свариваемого металла превышает 15 мм, тогда диаметр присадочного материала должен быть не менее 6 мм.
Есть некоторые рекомендации для сварки разных металлов. Например, при газовой сварке сталей высокого качества работы получается достичь при использовании марганцевой и кремнемарганцевой проволок таких марок: Св-08ГС, Св-08ГА, Св-10Г2.
Для сварки чугуна используют прутки марок А и Б. Марка А используется в горячей сварке при разогреве всего изделия. Марка Б применяется в сварке с местным подогревом.
Угол наклона мундштука
Ещё одним важным параметром является угол наклона мундштука. Вместе с ростом толщины металла растёт и угол наклона. Рекомендуемые значения представлены в таблице.
Источник
Способы газовой сварки
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.

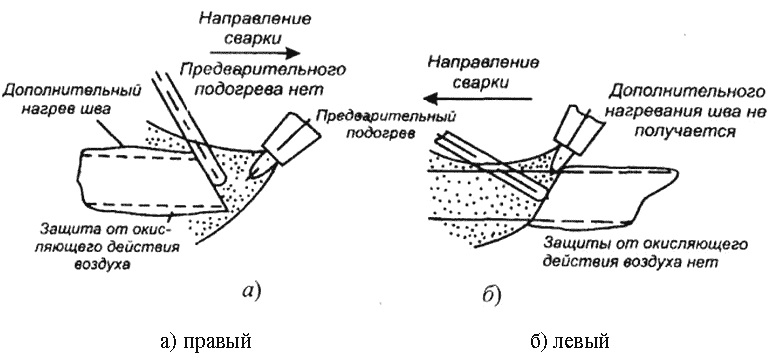
а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом — 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник
Способы газовой сварки. Правый и левый способ
Существуют два основных способа газовой сварки — левый и правый. Схемы левого и правого способа показы на рисунке: (на схеме а) — правый способ сварки, на схеме б) — левый).

Правый способ газовой сварки
При правом способе газовой сварки (схема а) на рисунке), её выполняют слева направо, поток сварочного пламени направляется на уже сваренный участок металла. Горелка (поз.3) двигается впереди присадочной проволоки (поз.2) и расплавляет основной металл (поз.1). При этом поток газового пламени (поз.4) направляется на образующийся сварной шов (поз.5).
Преимущества правого способа состоят в том, что сварочная ванна лучше защищена от проникновения в неё азота и кислорода из воздуха, увеличивается глубина проплавления основного металла и замедляется охлаждение металла сварного шва при его остывании. Эти преимущества получаются из-за того, что поток газового пламени, в процессе сварки металла, направлен на образующийся сварной шов.
При правом способе сварки пламя сварочной горелки ограничено с обеих сторон сварными кромками, а спереди — наплавленным сварным швом. Такое ограничение пламени снижает рассеивание теплоты и повышает степень её использования. Исходя из этого, суммарный угол разделки при таком способе, выполняют 60-70°, вместо 90°. Это позволяет уменьшить объём наплавляемого металла и уменьшить поводки и коробление.
Правый способ сварки позволяет увеличить производительность работы на 20-25%, по сравнению с левым способом. При этом расход горючих газов для газовой сварки снижается на 15-20%. Данный способ сварки целесообразнее применять при сваривании металлов, толщиной более 5мм, а также для сваривания металлов большой теплопроводности, например, для сварки меди или для сварки алюминия.
Левый способ газовой сварки
При левом способе газовой сварки, сварочная горелка движется справа налево, вслед за присадочным прутком (схема б) на рисунке). При этом поток газового пламени направлен на ещё не сваренные кромки металла, подогревая их и подготавливая металл к сварке.
Преимущества левого способа сварки состоят в том, что сварщику хорошо видно свариваемый металл, в результате внешний вид шва лучше и постоянную геометрию шва (высота и ширина) обеспечить проще. При сварке левым способом сварочное пламя свободно растекается по большой площади свариваемого металла, не концентрируясь в одном месте. И это существенно снижает вероятность пережога металла. Кроме того, предварительный подогрев свариваемого металла способствует тщательному перемешиванию расплавленной ванны.
Из-за этих преимуществ левый способ особенно часто применяют при сварке тонкого металла, а также при сварке легкоплавких материалов.
Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
Выбор способа сварки зависит не только от толщины свариваемых деталей, но и от пространственного положения сварного соединения. При сварке в нижнем положении, способ сварки выбирают, как уже говорилось выше, в зависимости от толщины свариваемых деталей.
При сварке вертикальных швов снизу вверх, выбирают левый способ газовой сварки, справа налево, когда горелка двигается за присадочной проволокой. При сварке горизонтальных швов поток газового пламени из сварочной горелки направляют на формирующийся шов и также выбирают левый способ сварки (справа налево). Для того, чтобы жидкий металл не вытекал из расплавленной ванны, её выполняют с небольшим перекосом.
Для сварки потолочных швов предпочтительным является правый способ сварки. При таком способе сварки, сварочное пламя направляется напрямую на образующийся сварной шов, и препятствует стеканию расплавленного металла из жидкой ванны.
Источник



