
- Лазерная резка металла: что это такое, технологический процесс и особенности обработки
- Сущность операции
- Свойства и мощность лазера для металла
- Технологический процесс лазерной резки металла
- Виды операции
- Режимы резки металла лазером
- Конструкция лазера
- Разновидность оборудования для лазерной обработки металла с твердым телом
- Применение газовых аппаратов для обработки металла лазером
- Из чего состоит оборудование для работы газодинамического станка
- Работа с тонким металлом
- Сферы использования процесса лазерной резки металла
- Лазерная обработка металла от ржавчины
- Технология очистки
- Устройство для удаления ржавых дефектов
- Преимущества и недостатки, особенности лазерной резки металла
- Как работает оборудование для лазерной резки металла
- Своими руками
- Лазерная резка металла: технологии и принципы работы
- Методы лазерной резки
- Основные виды оборудования для лазерной резки
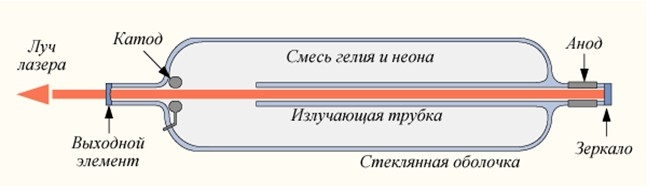
- Газовые лазеры
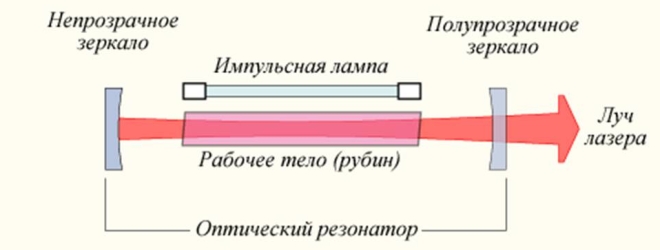
- Твердотельные лазеры
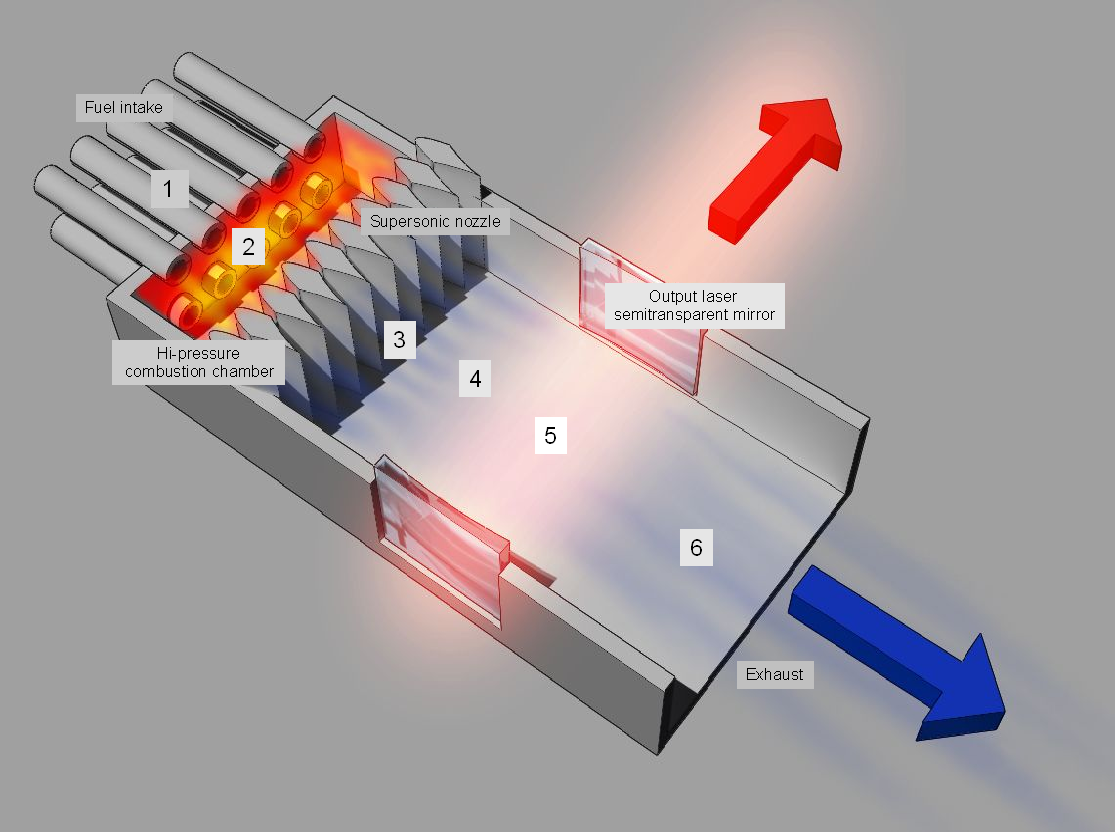
- Газодинамические лазеры
- Преимущества и недостатки лазерной резки
Лазерная резка металла: что это такое, технологический процесс и особенности обработки

Сталь имеет высокую прочность, поэтому ее трудно разделить на несколько частей. Один из эффективных промышленных методов – лазерная резка листа металла, о том, что это такое, поговорим в этой статье.
Сущность операции
Международное название – LBC (Laser Beam Cutting). Во время процедуры определенный участок подвергается высокоскоростному локализованному нагреву лазером с последующим разрушением структуры материала на молекулярном уровне. Связи нарушаются, происходит разрыв. В результате образуется ровный срез.
Луч генерируется специальной установкой, при этом узкая горловина позволяет направить его с высокой точностью. Образуется световой поток высокой плотности. Под воздействием энергии любое полотно претерпевает разрушение посредством плавления, испарения, сгорания.
Свойства и мощность лазера для металла
Характерные черты луча:
- постоянство длины и интенсивности волны, это дает возможность управлять потоком;
- низкий угол расходимости – нет большой зоны поражения;
- когерентность волновых процессов, все они сонаправлены и увеличивают действие друг друга.
Скорость процесса зависит от теплопроводности материала, чем она выше, тем эффективнее процедура, в среднем это 0,15-12,5 м/с. Мощностная характеристика лазерного излучения определяется плотностью потока и достигает 10 в 8 степени Ватт на 1 квадратный сантиметр. Мощность определяется в зависимости от толщины заготовки и в среднем достигает 0,5 – 1,5 кВт.
Технологический процесс лазерной резки металла
Луч образует на образце точку. Точечное воздействие позволяет добиться максимально быстрого нагревания выше температуры плавления и кипения. Вещество начинает испаряться. Если плотность материала высокая или большая ширина, то испарение затруднительно, поэтому присутствует газовый баллон – инертный газ (кислород, азот, обычный воздух) направлен на эту зону и выдувает расплавившиеся элементы.
Виды операции
Классификация основана на выборе рабочего элемента, то есть прибора, образующего лазерный поток. Различают три типа установок по мощности:
- Не более 6 киловатт – работа с твердыми телами. В основе лежит рубин или специальное прочное стекло. Они позволяют генерировать высокий импульс с постоянным потоком.
- До 20 кВт – с помощью газа. Газовая смесь из азота, кислорода, гелия прогревается и разгоняется с помощью электроэнергии.
- До 100 кВт – наиболее мощные станки, газодинамические. В их основе углекислый газ, который направлен узким потоком на локализованную область.
Режимы резки металла лазером
Любая установка имеет множество параметров. Их выбор зависит от конкретных характеристик разрезаемого материала и желаемого результата. Например, мощность прямо пропорционально увеличивается в зависимости от толщины листа.
Также имеет значение химический состав. Углеродистые стали имеют преимущества перед низкоуглеродными по прочности, но они же на 25-35% медленнее нагреваются и разрушаются из-за добавления углерода. Аналогично влияют и прочие легирующие добавки.
Также влияет выбранный газ. Чистый кислород в два раза эффективнее, чем обычный воздух. Качество разреза (шероховатость, образование сколов, дефектов) зависит от скорости процесса и толщины заготовки. И, конечно, важна точность. Самый лучший показатель у станков с ЧПУ. Они заранее программируются, вводятся все показатели, выбор программы осуществляется автоматически. Приведем таблицу, которая поможет определить режим:
| Ширина листа, мм | Скорость разреза, м/с | Толщина лазерной резки металла, мм |
| 1 | 10 | 0,1 |
| 3 | 6 | 0,3 |
| 5 | 3 | 0,4 |
| 10 | 1 | 0,6 |
Конструкция лазера
Второе название – квантовый генератор. Он отличается от обычного луча (например, в игрушке или прицеле) только увеличенной в сотни раз мощностью. Но конструктивно технология ничем не отличается. Есть три основных узла:
- внешний источник накачки – направляет энергию к оптическому квантовому генератору;
- активная лазерная среда, которая состоит из кристаллического тела, смеси газа или стекловолокна (выше приведена разница этих трех типов);
- оптический резонатор – здесь уже находится не чистая энергия, а излучение.
Луч проходит через головку всей конструкции, где расположено полупрозрачное зеркало.
Разновидность оборудования для лазерной обработки металла с твердым телом
Коротко мы уже описали, что классификация проходит по мощности и используемому способу. Остановимся немного подробнее. Твердотельные станки имеют две зоны – накачки энергии и сам рубин, который является оптической средой и преобразует энергетический поток в луч. Самородок используется по причине своей твердости, он не разрушается и длительное время может служить распределителем ресурса.
Способ можно считать дорогим, но в современных аппаратах давно не применяется натуральный самородок, он заменяется искусственно созданным. Посмотрим на схему конструкции:
Применение газовых аппаратов для обработки металла лазером
Они подходят для более прочных или толстых заготовок. Поэтому конструктивно они более сложные. Подаваемый инертный газ должен пройти через электрическое поле. Заряжаясь, он становится монохромным потоком света, то есть с постоянной длиной и частотой волны. Поступление газового материала обеспечивается одним из способов:
Последняя разновидность пользуется популярностью, благодаря наибольшей мощности и компактности установки. Ниже представим подробную схему компонентов конструкции:
.
Подача газа может осуществляться одним из видов:
.
Из чего состоит оборудование для работы газодинамического станка
Это наиболее дорогой прибор, зато он может производить раскрой наиболее плотных материалов большой толщины. Газовый обдув как раз необходим для выдувания остатков веществ со шва. Применение такой лазерной резки металла осуществляется только на больших производствах.
Здесь газ перед подачей сперва нагревается до двух-трех тысяч градусов. Затем он разгоняется и на высокой скорости продувается через прочное и узкое сопло, чтобы поток сузился и при этом уплотнился. Только после этого температура нормализуется, а само вещество используется для разрезания металлических листов. Посмотрим на общую схему:
Работа с тонким металлом
Обычно на предприятиях таким способом обрабатывают именно тонколистовую сталь. Металлопрокат подвергается быстрой распиловке, а также процедура помогает экономить на затраченной энергии. Чем тоньше лист, тем лучше следующие показатели:
- максимальная точность подачи луча, отсутствие искажений в самой толще материала;
- отсутствие загрязнений (оплава) на поверхности;
- отсутствие вторичных дефектов – вмятин, прочих механических повреждений;
- молекулярное строение остается прежним, не возникает сильных внутренних напряжений, как при других способах термообработки;
- высокая скорость распила.
Сферы использования процесса лазерной резки металла
В основном это заводское применение, в домашних условиях это нецелесообразно – не окупится стоимость оборудования и затраты на энергию. С помощью лазера создают:
- детали для машиностроения;
- полки, стеллажи, иные металлические конструкции;
- части котлов, дымоходов и других агрегатов для отопительной системы;
- элементы дверей, ограждений.
В целом этот способ используют в любых случаях, когда нужно быстро и эффективно, с минимальными затратами и высокой точностью, разделить стальной лист на две и более частей, вырезать отверстие в чугуне, нержавейке, инструментальных сплавах, алюминии.
Лазерная обработка металла от ржавчины
Это еще распространенная сфера применения. Она основана на том, что световое излучение в первую очередь воздействует на окисленные элементы, то есть на коррозию, а только после этого, более продолжительное действие, станет разрушительным. Таким способом убирают не только очаги ржавления, но и другие загрязнения.
Технология очистки
Поверхность поглощает излучение, происходит один из процессов:
- Образовавшаяся окись подвергается тепловому лучу, отшелушивается. Затем потребуется шлифовка.
- Нагрев приводит к расплавлению коррозии.
- Загрязненные элементы испаряются с поверхности.
Исход процедуры зависит от материала. Сперва следует определить химический состав ржавчины и ее температуру плавления. Обычно она выше, чем у стали, и составляет около 1580 – 1650 градусов.
Устройство для удаления ржавых дефектов
Аппарат должен иметь мощность не менее 10 в 6 степени Вт/см2. Необходимый диаметр потока фотонов – от 100 мм. Нельзя применять такой же прибор, как и для резки. Здесь нужно дорогостоящее оборудование, цена на одну единицу – около 10 тысяч рублей. Это небольшой станок, отличающийся своей мобильностью.
Преимущества и недостатки, особенности лазерной резки металла
К плюсам можно отнести:
- Большой спектр ширины листов – от 0,2 мм до 50 мм, в зависимости от материала.
- Отсутствие любого механического контакта с заготовкой, поэтому она в результате не имеет дефектов, следов от нажима.
- Если работа происходит на станке с ЧПУ, то можно заложить в программу очень сложный, замысловатый чертеж, который будет произведен также просто и быстро, как и обычный распил.
- Максимальная скорость.
- Штамповка подходит для больших партий, так как к каждой серии нужно изготовить матрицу. А лазер отлично справляется с мелкосерийным производством.
- Минимальное количество отходов – вещество испаряется или выдувается.
- Чистый срез без шлифовки.
К недостаткам можно отнести:
- Высокое потребление энергии.
- Наличие ограничения по толщине. Если для нержавейки это 5 см, то для обычной стали – только 2.
Как работает оборудование для лазерной резки металла
Процесс не является технологически трудным, потому что все автоматизировано. Оператор только загружает в пульт управления программу и закрепляет заготовку, следит за процедурой. А она может показаться многим завораживающей, посмотрим видео:
Своими руками
Сделать самостоятельно станок своими руками очень непросто. Но если умелец знает основы физики и имеет навыки, то можно сделать даже такую сложную установку. Один из таких мастеров снял ролик о своем оборудовании собственного производства:
В статье мы рассказали о том, как лазер режет металл и какие приспособления бывают. Покупайте качественные приборы для металлообработки от «Роста».
Источник
Лазерная резка металла: технологии и принципы работы
 |
|
Лазерная резка металла признана одной из самых перспективных технологий раскроя листовых материалов, разрезания корпусных заготовок. Преимущества бесконтактного метода в высокой скорости, исключительной точности и образцовом качестве получаемого реза. По окончании кроя детали, полученные из заготовок, не требуют дальнейшей доработки, готовы для последующих операций. Гибкость настроек лазерной резки обуславливает возможность изготовления деталей сложной формы. С помощью этой прогрессивной технологии, в частности, получают:
- комплектующие для сборки узлов машин, механизмов, летательных аппаратов, водных судов;
- детали печных дымоходов, отопительных котлов, емкостей, резервуаров;
- кованые изделия для ворот, калиток, ограждений, в том числе декоративные элементы;
- торговое и промышленное оборудование;
- комплектующие для монтажа стеллажей, изготовления эксклюзивной дизайнерской мебели;
- трафареты, сувенирную продукцию, игрушки;
- вывески, буквы;
- ювелирные изделия, элементы для электроники;
- посуду;
- комплектующие для роботизированной техники.

Из наименования метода понятно, что лазерная резка реализуется посредством применения лазерного луча, получаемого с помощью специального оборудования. Луч фокусируют в определенном месте, где высокоплотная энергия активно разрушает материал. Линия реза плавится, металл при этом сгорает или удаляется газовой струей.
По сути при резке лазером металлический лист (стенка корпусной детали) прожигается насквозь. При этом режущая головка не касается поверхности заготовки, процесс ведется бесконтактно. Технология резки металла лазером одинаково хороша для работы с тонкими стальными листами и тугоплавкими сплавами. Направленным мощным лучом разрезают мягкие и твердые металлы: сталь, медь, алюминий, алюминиевую фольгу, серебро, сплавы, а также и другие материалы, например, стекло, пластик. Мощный поток имеет стабильные задаваемые рабочие параметры, поддерживаемые автоматически. Он не изнашивается, поэтому и рез получается идеально ровным, без сколов, зазубрин и окалины. Кромка не нуждается в шлифовании или другой механической обработке.
Крой с помощью лазерного луча демонстрирует наибольшую эффективность при штучном производстве и выпуске ограниченных партий продукции. Технология не требует предварительной подготовки форм, за счет этого экономична. Способ предпочтителен при работе с металлами с низким показателем теплопроводности. При крое материалов, легко проводящих тепло, может образовывать грат (заусенцы).
Методы лазерной резки
Существует два основных вида резки металлов лазерным лучом:
В мировой практике наиболее распространена лазерная резка металла плавлением. Обработка с использованием рабочих газов (кислород, азот, неон, гелий, аргон, их смеси, воздух, инертные газы) определяется как газолазерная резка. Газ, который подбирают, исходя из обрабатываемых материалов, позволяет повысить тепловую мощность на линии реза, уменьшить отражающую силу материала за счет активации окисления. Кроме того, он за счет направленности потока выдувает из области кроя продукты сгорания, металлический мусор и прочие частицы, охлаждает нагреваемую зону.
Наибольшую эффективность демонстрирует кислород, с ним заметно повышается скорость операций, результативность в отношении кроя толстостенных материалов. Азот используется в случаях, когда требуется сохранить структуру металла на кромке. Азот обладает свойством снижать температуру в области резки, сократить толщину окислов. Скорость обработки с применением азота заметно ниже, но в некоторых случаях сохранение структуры металла в месте реза является обязательным условием.
Газолазерная резка не допустима при работе с материалами, чувствительными к перегреву: легированными, цветными металлами. Лазерная обработка не подходит для разделения материалов, склонных к растрескиванию.

При испарении также происходит тепловое воздействие луча, линия реза сначала прогревается до температуры плавления, затем до показателей, при которых начинается кипение, улетучивание. Как уже отмечалось выше, бесконтактная резка металла испарением признана высокозатратной, возможна в отношении листов (заготовок) небольшой толщины.
Для реализации разделения испарением задействуется высокомощное оборудование, для нормального функционирования которого необходимо значительное количество энергии. Высокие затраты не всегда экономически оправданы, процесс фактически невозможно применить в отношении толстолистовых материалов. Метод обработки испарением применяют только для резки тонкостенных заготовок, раскроя листов малой толщины.
Способ сквозного прожигания посредством лазерного луча не нов, его начали использовать еще в 60-х годах прошлого столетия. С того времени технология совершенствовалась, модернизировалось оборудование для ее реализации.
Основные виды оборудования для лазерной резки
Лазерная резка металла осуществляется с помощью высокотехнологичного оборудования, которое принято классифицировать как:
- Газовые установки.
- Комплексы твердотельного типа.
- Газодинамические устройства.
Лазерные станки функционируют непрерывно или импульсно. В состав оборудования входит несколько узлов, каждый из которых отвечает за определенное действие, работает согласованно с остальными.
Газовые лазеры
Газовые установки отличаются компактными размерами, демонстрируют высокую мощность, рекомендованы для резки заготовок из сверхпрочных сплавов. Газ (углекислый, азот или гелий) закачивается в газоразрядную камеру, он является активным элементом. Побуждение газа выполняется посредством посыла непрерывных высокочастотных импульсов, под воздействием которых частицы газа дают монохроматическое (электромагнитное с малым разбросом частот) излучение. Наиболее распространены щелевидные газовые лазеры, активным компонентом в которых является углекислый газ. Щелевидные лазеры с поперечной прокачкой выигрывают благодаря компактности, способности вырабатывать высокую мощность, безопасности, удобству и простому управлению.
Твердотельные лазеры
Твердотельное оборудование для лазерной резки металла уступает газовым моделям по мощностным параметрам. В целом оно также обладает эксплуатационной простотой. Лазеры такого типа комплектуются твердым стержнем, изготовленным из алюмоиттриевого граната, рубина или неодимового (минерального) стекла. Возбуждение стержня осуществляется за счет непрерывной накачки световым потоком. Фокусирование и усиление излучения происходит системой отражателей, призмами, резонаторами.
Газодинамические лазеры
Газодинамические лазерные комплексы относятся к категории самого дорогостоящего оборудования. Активным веществом в них, как и в газовых, является газ, который предварительно подогревается до высоких температур. После подогрева рабочая смесь направляется в специальное сопло на сверхскорости, а затем охлаждается.
Резка материалов с помощью лазерного луча позволяет получать детали точных размеров, воплощать в реальность сложные в техническом плане задачи по изготовлению ответственных комплектующих, фигурных элементов для декорации. Этот способ обработки металлов имеет массу достоинств, как и у всех остальных технологий, у него есть свои недочеты.
Преимущества и недостатки лазерной резки
К достоинствам лазерной резки металлов принято относить:
- Экономичность: обусловлена оперативностью процесса, высокой производительностью установок, безотходностью, отсутствием необходимости дополнительной обработки деталей.
- Возможность кроя металлических заготовок в широком диапазоне толщин. Например, лазером можно резать нержавейку толщиной до 50 мм, алюминиевые листы толщиной от 0,2 до 20 мм.
- Удобство выпуска ограниченных партий продукции без необходимости подготовки форм, выполнения литья и штамповки.
- Отсутствие механического контакта лазера с обрабатываемой поверхностью: обеспечивает возможность резки тонких и хрупких заготовок без риска их повреждения.
- Высокий уровень промышленной безопасности.

В станках для резки металлических заготовок лазером предусмотрено программное обеспечение, что значительно повышает результативность работы, исключает ошибки. В систему загружаются чертежи требуемого формата, далее программа сама обрабатывает полученные данные и выполняет настройку режимов резки. Это исключает влияние человеческого фактора, гарантирует высокую скорость и точность обработки.
К недостаткам технологии резки с применением лазера принято относить существенные расходы. Метод штамповки деталей, например, более экономичен, чем лазерная резка. Но если в общую стоимость деталей, полученных штампованием, включить сумму затрат на технологическую оснастку, то их цена фактически будет такой же, как если бы их изготавливали с помощью лазерного станка. Кроме того, к недочетам лазерной резки относят ограничения по толщине материалов.
Применение бесконтактной газолазерной резки металлов в промышленном производстве становится все более востребованным. Однако высокотехнологичный метод пока не может полностью заменить устоявшиеся способы обработки металлов резанием. Несмотря на то, что есть реальная перспектива снижения суммы затрат на реализацию лазерной резки, стоимость ее остается достаточно высокой. Таким образом резка материалов лазерным лучом является экономически оправданной при условии рационального ее внедрения, когда традиционные технологии требуют слишком больших трудозатрат и времени или применить их представляется невозможным.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Источник



