
- Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
- Классификация способов восстановления деталей.
- Классификация способов восстановления деталей и их характеристика
- Общие положения
- Классификация способов восстановления деталей по типу устраняемых дефектов
- Классификация способов восстановления в зависимости от характера воздействия на деталь
- Характеристика слесарно-механических восстановительных операций
- Характеристика восстановления деталей пластической деформацией
- Сущность упрочнения деформацией. Физика процесса
- Способ восстановления деталей наплавкой
- Гальванические методы в восстановлении деталей
- Характеристика методов термической и химико-термической обработки в восстановлении изделий
- Заключение
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
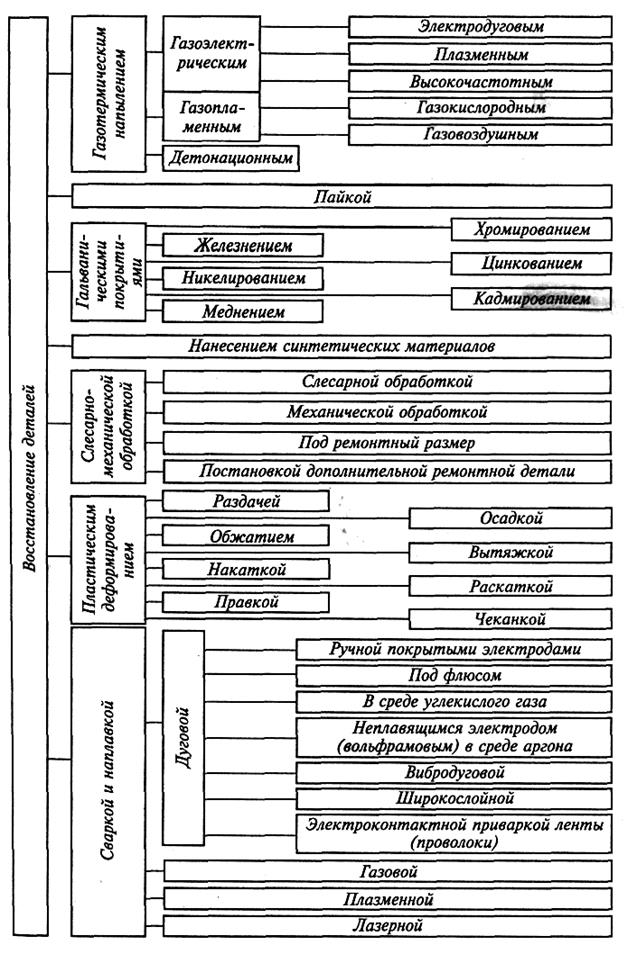
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Источник
Классификация способов восстановления деталей.
Восстановление детали — комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией.
Дефект — каждое отдельное несоответствие продукции установленным требованиям.
Дефектная деталь — деталь, показатели качества которой имеют недопустимые отклонения от требований нормативно-технической документации по ремонту. Деталь, подлежащая восстановлению, — дефектная деталь, устранение дефектов которой технически возможно и экономически целесообразно.
Устранить одни и те же дефекты возможно различными способами, например изношенные места могут быть отремонтированы хромированием, металлизацией, наплавкой, механической обработкой и другими способами, и наоборот, — один и тот же способ ремонта может быть применен для устранения разных дефектов. Например, сварка применима для восстановления изношенных участков детали, заварки трещин, наплавки резьбы и др.
Вследствие этого целесообразно дать общую классификацию способов ремонта, не связывая их с характером дефектов.
1. Способы механической обработки:
а) под новый размер (отличный от номинального): индивидуальный (подгонкой); ремонтный;
б) под номинальный (первоначальный) размер: добавочными ремонтными деталями (ДР); заменой части детали; смещением осей обрабатываемых поверхностей в новое положение.
2. Способы слесарно-механической обработки припиловкой, притиркой, шабровкой, постановкой заплат, штифтовкой и склеиванием.
3. Способы ремонта деталей давлением: раздачей, осадкой, обжатием, вдавливанием, правкой и накаткой.
4. Наплавка и сварка (газовой, электродуговой при постоянном и переменном токе, автоматической под слоем флюса, электроимпульсной наплавкой и пайкой).
5. Металлизация (газовая, электрометаллизация высокочастотная плазменная).
6. Способы электролитического наращивания (хромированием, осталиванием, меднением, химическим никелированием).
7. Перезаливка антифрикционными сплавами (баббитом и свинцовистой бронзой).
Наиболее широкое применение при восстановлении автомобильных детален получили различные виды слесарно-механической обработки. К ним относятся собственно слесарная обработка, механическая обработка, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей. Постановка дополнительных ремонтных деталей обеспечивает восстановление изношенных поверхностей до размеров новых деталей.
Пластическое деформирование как способ восстановления основан на использовании пластических свойств материала деталей. Этим способом восстанавливают не только размеры деталей, но также их форму и физико-механические свойства. В зависимости от конструкции деталей применяют такие виды пластической деформации, как осадку, раздачу, обжатие, вытяжку, накатку, правку и др.
Сварка и наплавкаявляются самыми распространенными способа восстановления деталей. Сварку применяют при устранении механических повреждений на деталях(трещины, пробоины т. п.), а наплавку — для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных предприятиях применяют как ручные, так и механизированные способы сварки и наплавки. Среди механизированных способов наплавки наибольшее применение нашли: автоматическая электродуговая наплавка под флюсом и в среде защитных газов, вибродуговая и электроконтактная наплавка. В настоящее время при восстановлении деталей применяют такие перспективные способы сварки, как лазерная и плазменная.
Пайкав авторемонтном производстве широко применяется при восстановлении герметичности в полых деталях, при устранении механических повреждений, а также как способ компенсации износа деталей.
Напыление как способ восстановления деталей основано на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают виды напыления: электродуговое, газопламенное, высокочастотное, плазменное, детонационное и ионноплазменное.
Восстановление деталей нанесением гальванических и химических покрытийосновано на осаждении металла на поверхности деталей из растворов солей гальваническим или химическим методом. Гальванические и химические процессы применяют при восстановлении изношенных поверхностей деталей, а также для защиты их от коррозии. В целях компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Для защиты: деталей от коррозии применяют гальванические процессы: хромирование, никелирование, цинкование, кадмирование, а также химические процессы: оксидирование и фосфатирование.
Синтетические материалы(пластмассы) применяют для компенсации износа деталей, работающих в условиях неподвижных посадок, а также при устранении механические повреждений (трещин, пробоин) в корпусных деталях.
9.Организация труда при выполнении ТО и ТР автомобилей метод специализированных бригад.
На крупных и средних АТП организуются специализированные бригады, выполняющие определенные виды технического обслуживания или ремонта подвижного состава. Наиболее часто специализированные бригады организуются для выполнения ЕО и ТО. При техническом обслуживании ТО-2 в большинстве случаев выполняется определенный объем текущих ремонтов. В состав бригад по ТО-2 входят слесари, регулировщики, смазчики и электрики. За ними могут также закрепляться рабочие производственно-вспомогательных цехов. В этом случае некоторые контрольно-регулировочные и ремонтные работы могут выполняться со снятием агрегатов, узлов или приборов с автомобиля и направлением их для соответствующих работ в цехи. В специализированных бригадах осуществляется максимальное разделение труда, при котором каждый рабочий выполняет определенные работы.
Получил применение оперативно-постовой метод выполнения ТО-2 на специализированных постах, при котором автомобиль в течение определенного периода времени постепенно проходит специализированные посты и в результате выполняется полный объем работ по ТО-2.
Большое значение для обеспечения своевременного выпуска автомобилей на линию имеет организация труда специализированных бригад по текущему ремонту автомобилей. Они состоят в основном из слесарей. Иногда к ним прикрепляют рабочих производственно-вспомогательных цехов. Основная задача таких бригад — быстрое устранение неисправностей и поломок автомобилей. Бригады по текущему ремонту должны работать круглосуточно (несколько бригад работает посменно) с наибольшей производительностью труда в ночные часы. Метод специализированных бригад, предусматривающий формирование по признакам специализации и технического воздействия на автомобиль состоит в том, что создаются бригады, на каждую из которых в зависимости от объемов работ планируются определенное количество рабочих необходимых специальностей
Источник
Классификация способов восстановления деталей и их характеристика

В настоящее время инженеры активно работают над созданием новых и усовершенствованием традиционных способов восстановления деталей. И на то есть объективные причины: во-первых, в некоторых случаях изготовление новых изделий из дорогостоящей стали является более затратным с точки зрения ресурсов, а во-вторых, у предприятия просто нет технологической возможности производства сложных по форме и техническим требованиям новых деталей.
В усовершенствовании различных способов восстановления изношенных деталей заинтересованы организации, которые эксплуатируют сложную и дорогую технику (например, карьерные самосвалы особо большой грузоподъемности).
Общие положения
Все способы восстановления деталей направлены на регенерацию эксплуатационных свойств и первоначальных характеристик изделия. В процессе работы трущиеся поверхности пар трения могут изнашиваться (вследствие чего меняются их размеры), крошиться (в результате накопления усталостных напряжений при частых знакопеременных нагрузках), получать механические повреждения, изменять свои физические и механические свойства. Отдельный вид повреждений в ходе эксплуатации – нарушение (повреждение) защитного антикоррозионного и износостойкого покрытия.
Способы и методы восстановления деталей отличаются широким разнообразием. Впрочем, износ деталей машин может иметь разные последствия и разный механизм образования и причины возникновения. При выборе конкретной технологии восстановления изношенных поверхностей инженер в первую очередь должен учитывать, какими свойствами (механическими и физическими) должно обладать изделие.
Так, в некоторых случаях, необходимо добиться максимальной усталостной прочности конструкции и упругости. Иногда же критичным является химический состав поверхностного слоя, что позволяет повысить жаростойкость, красноломкость (хладноломкость), устойчивость к воздействию агрессивных сред, поэтому в каждом конкретном случае следует отдавать предпочтение тому способу восстановления деталей, который может всем требованиям. К особым технологическим и конструкторским требованиям относятся также целостность (отсутствие пор, микротрещин, неметаллических включений), масса отдельных элементов конструкции и изделия в целом, показатели шероховатости, механические свойства (твердость и микротвердость), возможность обработки резанием и давлением (дополнительное упрочнение за счет деформации поверхностного слоя и возникновения наклепа), точность геометрических отклонений поверхностей и форм.
Классификация способов восстановления деталей по типу устраняемых дефектов
Все многообразие методов восстановления, в зависимости от природы дефектов, обычно делят на следующие группы:
- обработка резанием и слесарная обработка;
- сварка и пайка;
- пластическая деформация;
- наплавление;
- диффузионная металлизация, а также напыление;
- гальванические технологии;
- химико-термическая обработка (ХТО), а также традиционная термическая обработка;
- использование композиционных материалов.

Классификация способов восстановления в зависимости от характера воздействия на деталь
По указанному принципу все операции по восстановлению делятся на три группы:
- обработка без снятия припусков;
- обработка деталей со съемом материала;
- технологические операции, сопряженные с нанесением покрытий и материалов тем или иным способом.
Есть смысл дать более детальную классификацию перечисленных групп, так как каждая из них включает множество методов обработки с использованием самого разного оборудования и принципов. В некоторых случаях возможно дублирование в наименовании способа восстановления деталей, так как один способ может одновременно относиться к нескольким группа.
Восстановление без снятия припусков:
- упрочнение и формообразование посредством холодного и горячего пластического деформирования, калибровка;
- химико-термическая обработка (осуществляется с целью повышения твердости, улучшения эксплуатационных характеристик);
- термическая обработка (повышения твердости, снятие опасных напряжений и так далее).
Способы восстановления изношенных деталей, сопряженные со снятием слоя материала:
- механообработка резанием;
- электрофизическая обработка;
- комбинированные методы.
К последней подгруппе относятся методы, которые позволяют наносить на поверхность детали дополнительный защитный слой материала. К основным способам восстановления деталей с нанесением покрытий относятся следующие:
- нанесение металлических и неметаллических покрытий в печи (металлизация, напыление, наплавка и другие);
- электрофизические методы нанесения покрытий (гальванические ванны, электроискровые способы и так далее).

Характеристика слесарно-механических восстановительных операций
Данный способ восстановления и упрочнения деталей применяется в тех случаях, когда возникает необходимость в получении нового или прежнего ремонтного размера изделия, а также тогда, когда необходимо произвести установку нового элемента восстанавливаемого изделия машиностроения. Так, механическая и слесарная обработка могут служить своего рода промежуточной операцией, направленной на подготовку поверхностей под нанесение и напыление дополнительных упрочняющих покрытий. Однако наиболее часто обработка резанием является окончательной и направлена на исправления дефектов формы и поверхности, возникших по той или иной причине. Такими причинами могут быть поверхностная и объемная деформация деталей и заготовок с целью придания им большей прочности и максимально выгодных эксплуатационных характеристик, наплавка металлического порошка и электрода и так далее.
Обработка в размер должна обеспечить все технологические и конструкторские требования: чистоту и шероховатость поверхностей, значения и величину зазора или натяга (если посадка осуществляется с натягом), отклонения геометрической формы и так далее.
Инженер делает выбор в пользу того или иного механического способа восстановления детали, учитывая целый различных факторов. Так, если степень износа детали очень большая, то есть смысл произвести установку дополнительной ремонтной части. В таком случае наплавка с последующей обработкой будет стоить значительно дороже и требует очень высокой квалификации от исполнителя. В качестве таких деталей, в основном, служат всевозможные втулки и переходники.

Характеристика восстановления деталей пластической деформацией
Деформирование применяется как для изменения формы и геометрических размеров детали, так и для улучшения эксплуатационных характеристик поверхности изделия (показатель твердости и износостойкости).
С изменением формы все понятно: при прикладывании к твердому телу значительной по величине нагрузки и последующем снятии ее, остается остаточная деформация. Данный способ восстановления деталей машин применяется на практике при необходимости выровнять изделия, которые получили повреждения в результате столкновения. К данному виду работ можно отнести как кузовные работы на автомобиле, попавшем в аварию, так и рихтование толстого стального листа. Часто необходимость проведения обработки давлением возникает после обработки сваркой: при нанесении шва определенные локальные зоны сильно нагреваются, что приводит к линейному расширению определенных элементов сварной конструкции. При остывании происходит обратный процесс – уменьшение в размерах, что приводит к короблению и нарушению геометрии всего изделия. Поэтому при наличии строгих требований по форме и отклонениям конструкции она подвергается обработке давлением с целью исправить дефект.
Также обработка давлением может применяться с целью упрочения поверхностей восстанавливаемого изделия, например, после наплавки или же после механического снятия резанием определенного припуска с детали. Упрочнение деформацией – довольно редкий способ восстановления деталей. Выбор в пользу данной методики осуществляется крайне редко. Это обусловлено тем, что для упрочнения поверхностной пластической деформацией необходимо довольно дорогостоящее оборудование. Приобретать такие станки для того, чтобы изредка ими пользоваться в случае возникновения необходимости в восстановлении, экономически нецелесообразно.
Сущность упрочнения деформацией. Физика процесса
За счет чего улучшаются прочностные качества при деформировании поверхностного слоя? Хороший вопрос. Ответ на него кроется в радиационной теории атомного строения кристаллических веществ.
Ученым удалось доказать, что прочность зависит от количества дефектов кристаллического строения. По их подсчетам, тонкая металлическая нить из идеально чистого железа без точечных и линейных дефектов строения способна выдерживать колоссальные нагрузки. Однако реальные тела всегда имеют дефекты, поэтому несущая прочность такой проволоки в реальных условиях довольно маленькая. Но когда количество дефектов возрастает, то возникает парадоксальное явление – прочностные характеристики улучшаются. Это объясняется тем, что большое количество дефектов создает препятствия для их перемещения и выхода на поверхность зерен, то есть препятствует возникновению концентраторов напряжений.
Именно на этом и основано упрочняющее действие обработки давлением: при деформации возникает огромное количество дефектов внутри зерен. При этом сами зерна приобретают характерную форму – так называемую текстуру. Следует отметить, что данный метод позволяет не только повысить прочность и износостойкость, но и уменьшить шероховатость обрабатываемой поверхности.

Способ восстановления деталей наплавкой
Данный метод является наиболее распространенным при восстановлении исходных размеров детали. Причина тому – относительная дешевизна и простота. Для восстановления геометрии изделия понадобится лишь сварочный аппарат и необходимый материал для наплавки.
В том случае, если размер очень сильно разбит, то применяется так называемая комбинированная наплавка. Сущность ее заключается в следующем: сначала посредством газопламенного или электродугового нагрева производится нанесение обычной стали или чугуна. А уже затем осуществляется электродуговая наплавка прочного сплава, обладающего хорошим комплексом механических и физических свойств. Качество поверхности после наплавки можно охарактеризовать как неудовлетворительное, поэтому необходимо припуск. Данная операция может проводиться на токарном, фрезерном или на расточном станке. Допускается также использование долбления и абразивного инструмента (если наплавленный материал очень твердый).
Гальванические методы в восстановлении деталей
При рассмотрении классификации способов восстановления деталей нельзя не упомянуть о гальванике. Данный метод очень распространен. Гальванические ванны уже давно прочно вошли в промышленность и активно применяются как на производственных предприятиях, так и в исследовательских лабораториях. Область их применения невероятно обширна: от нанесения декоративных покрытий, то травления материалов.
Как правило, данный способ применим лишь при незначительной степени износа трущихся поверхностей, так как толщина наносимых гальваническим способом покрытий очень маленькая. Помимо восстановления заданных размеров, такое покрытие может выступать в качестве защитной пленки и предотвращать коррозию и окисление материалов.
Преимуществом такого метода является возможность получения покрытий с использованием самых разных материалов: никель, хром, алюминий, железо, медь, серебро, золото и так далее. Поэтому нанесение покрытий гальваническим способом используется в очень многих отраслях народного хозяйства.
Характеристика методов термической и химико-термической обработки в восстановлении изделий
Трудно преувеличить роль термической обработки в целом в машиностроении, так и в сфере восстановления деталей в частности. Она позволяет получать необходимые эксплуатационные (износостойкость, твердость) и технологические (обрабатываемость резанием, теплопроводность) качества.
Химико-термическая обработка – это отдельная тема. В отличие от традиционной термической обработки, при осуществлении ХТО изделие подвергается не только воздействию температуры, но также и химической реакции с атомами и ионами других веществ. Атомы диффундируют на определенную глубину внутрь, меняя тем самым химический состав поверхностного слоя. Свойства диффузионного слоя значительно отличаются (в лучшую сторону) от исходного материала. Так борирование (насыщение атомами бора) и цементация (насыщение атомами углерода) значительно увеличивает твердость, способствует уменьшению коэффициента трения. На практике в качестве насыщающих элементов применяют также кремний, азот, алюминий и другие элементы.
Заключение
Приведенная характеристика способов восстановления деталей не является исчерпывающей. Дается представления лишь об основных и наиболее распространенных методах. Всего же их гораздо больше. Причем ученые всего мира постоянно работают над созданием новых и усовершенствованием уже известных способов нанесения покрытий и восстановления геометрических размеров деталей.
Источник



