
- Ковка чугуна
- Какой чугун называют ковким
- Виды чугунов
- Получение ковкого чугуна
- Марки ковкого чугуна
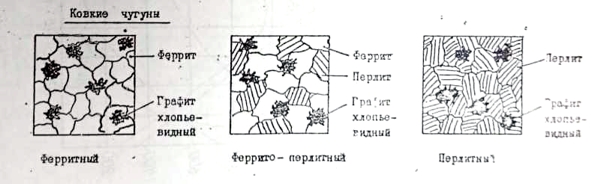
- Структура ковкого чугуна
- Состав ковкого чугуна:
- Применение ковкого чугуна
- Получение ковкого чугуна
- Получение ковкого чугуна
- Ковкий чугун — классификация, преимущества, маркировка, применение
- Ковкий чугун
- Преимущества ковкого чугуна
- Ковкий чугун — маркировка
- Ковкий чугун — механические свойства
- Ковкий чугун — химический состав
- Применение ковкого чугуна
Ковка чугуна
Ковкий чугун – это разновидность чугуна, полученного термической обработкой белого чугуна. Отличительной особенностью ковкого чугуна является присутствие графита в хлопьевидной форме.
Какой чугун называют ковким
Надо понимать, что ковкий чугун, это не чугун, полученный ковкой. Изделия из ковкого чугуна при высокой влажности могут деформироваться даже при комнатной температуре. Данное свойство ковкого чугуна и предопределило его название. Ковкий чугун получают литьем. Интересной и важной особенностью ковкого чугуна является отсутствие внутренних напряжений.
Виды чугунов
Напомним, что все чугуны подразделяются на следующие группы:
- белые;
- серые (ГОСТ 1412);
- ковкие (ГОСТ 1215);
- высокопрочные (ГОСт 7293 ).
В белом чугуне углерод присутствует в форме цементита. Белые чугуны обладают высокой твердостью и стойкостью к износу. По причине высокой твердости белый чугун очень трудно поддается обработке на металлорежущем оборудовании.
В сером чугуне углерод присутствует в пластинчатом виде. Серые чугуны не такие твердые, как белые. Основная сфера их применения в конструкциях, которые не испытывают ударных нагрузок.
В ковком чугуне графит присутствует в хлопьевидной форме. Из ковкого чугуна изготавливают изделия, работающие при высоких ударных и вибрационных нагрузках.
В высокопрочном чугуне графит присутствует в шаровидной форме. Высокопрочный чугун получают модифицированием его магнием, который и обеспечивает формирование углерода в виде шариков. Высокопрочные чугуны по своим свойствам близки к углеродистым сталям. Из высокопрочного чугуна изготовляют поршни, коленчатые валы, различные компоненты систем торможения.
Получение ковкого чугуна

Как уже было сказано выше, ковкий чугун получают термической обработкой белого чугуна с последующим томлением (выдержкой при определенной температуре).
Поскольку белые чугуны обладают плохими литьевыми качествами, при производстве ковких чугунов необходимо принимать меры, направленные на снижение дефектов литья. С этой целью белый чугун перегревается, а при отливке учитывается его усадка, а также изменение размеров заготовок во время томления, которое выполняется при температуре 1350-1450°С.
Процесс томления ковкого чугуна проводится в специальных цехах, где заготовки, выполненные из чугунных сплавов, размещаются в горшках, вмещающих до 300 отливок.
Максимальную прочность ковкий чугун получает, если проходит процесс отжига в горшках, выполненных из белого чугуна, легированного хромом.
Ковкий чугун производится в муфельных электропечах, которые могут в режиме томления гибко регулировать температуру, при этом продукты сгорания топлива не контактируют с горшками, с уложенными заготовками.
Марки ковкого чугуна
Ковкий чугун маркируется КЧ 45 – 6. Первое число – это прочность на растяжение, второе – это удлинение в процентах.
Основные физико-технические параметры ковкого чугунного сплава нормированы в ГОСТ 1215-79.
Конкретная марка КЧ непосредственно зависит от условий, в которых проводилось томление. После этой операции получают три класса чугуна КЧ:
- Ферритный класс содержит феррит и хлопьевидный графит:
- КЧ 30-6
- КЧ 33-8
- КЧ 35-10
- КЧ 37-12
- Перлитный класс содержит перлит и хлопьевидный графит:
- КЧ 45-7
- КЧ 50-5
- КЧ 56-4
- КЧ 60-3
- КЧ 65-3
- КЧ 70-2
- КЧ 80-1,5
- Ферритно-перлитный класс содержит феррит, перлит и хлопьевидный графит.
Структура ковкого чугуна
Компактные графитовые включения, являющиеся основной особенностью микроструктуры ковкого чугуна, определяют его высокую прочность и пластичность. Ковкий чугун с низким содержанием углерода является единственным видом чугуна, который поддается сварке. Он хорошо прессуется, расчеканивается, легко заполняя зазоры и пустоты.
Состав ковкого чугуна:
- C – 2,4-3,0%
- Si – 0,8-1,4%
- Mn – 0,3-1,0%
- P – до 0,2%
- S – до 0,1%
Пройдя процесс томления, ковкий чугун содержит аустенит и графит.
При медленном охлаждении цементит, входящий в состав перлита, разлагается, и структура приобретает вид из феррита и графита (ферритный ковкий чугун).
При быстром охлаждении получается перлитный ковкий чугун, поскольку вторая стадия разложения отсутствует.
Применение ковкого чугуна
Применение изделий из ковкого чугуна обусловлено его механическими свойствами, которые находятся между сталью и серым чугуном. С одной стороны ковкий чугун обладает высокими показателями текучести, износостойкости, хорошими антикоррозионными свойствами. С другой стороны, ковкие чугуны высокопрочны, что позволяет их использовать в производстве трубопроводной арматуры для газа и воды.
При низких температурах ковкий чугун становится достаточно хрупким и боится ударных нагрузок.
Изделия из ковкого чугуна широко применяются в машиностроении, автомобилестроении, железнодорожном транспорте.
Наибольшее применение нашли ферритные отливки, производство которых дешевле. Из ферритного ковкого чугуна изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.

Перлитный ковкий чугун используется для изготовления деталей, работающих в узлах под высокими нагрузками. Из перлитных чугунов изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Ковкий чугун используют для получения отливок с тонкой стенкой, размер которой может колебаться в диапазоне от 3 до 40 мм.
Источник
Получение ковкого чугуна
Получение ковкого чугуна
Основным процессом получения черносердечного (ферритного и перлитного) и белосердечного ковкого чугуна является отжиг, при котором происходят графитизация и обезуглероживание отливок.
а) Получение черносердечного ферритного ковкого чугуна. Целью процесса отжига в этом случае является графитизация. Отжиг черносердечного ковкого чугуна состоит из пяти этапов: 1) нагрева, 2) выдержки при температуре выше критической (первая стадия графитизации), 3) промежуточного охлаждения, 4) выдержки при температуре ниже критической (вторая стадия графитизации) и 5) окончательного охлаждения.
Первая стадия графитизации проводится обычно при температурах 900 — 1050° в течение времени, необходимого для полного распада структурно свободных карбидов и установления стабильного равновесия.
Отливка охлаждается с определенной скоростью, величина которой практически зависит от конструкции печи, так как процесс графитизации протекает здесь достаточно быстро. После окончания промежуточной стадии начинается вторая стадия графитизации.
Первый путь получения ковкого чугуны заключается в сравнительно быстром прохождении критического интервала с образованием перлита и с последующим распадом его карбидов во время второй выдержки (рис. 315, а).
Второй путь получения ковкого чугуна заключается в прохождении критического интервала с такой скоростью, которая не нарушает стабильного равновесия (рис. 315, б).
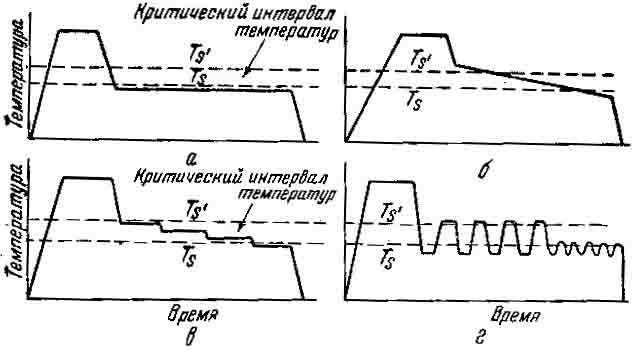
Рис. 315. Принципиальные схемы отжига черносердечного ковкового чугуна во второй стадии графитизации.
Третий путь получения ковкого чугуна проведения второй стадии графитизации (рис. 315, в) основан на существовании в чугуне критического температурного интервала вследствие наличия других примесей (кроме углерода). В этом интервале (760 — 720°) находятся в равновесии (в разном соотношении — в зависимости от температуры) и свободный углерод.
Скорость графитизации, а следовательно, и время, необходимое для ее завершения, зависят от ряда факторов, определяющих: 1) устойчивость карбидоф, 2) число центров кристаллизации, 3) скорость диффузии. Такими факторами являются: температура процесса, состав и первичная структура чугуна, происхождение исходных материалов, тепловая обработка чугуна и т. д.
Чем меньше скорости нагрева и охлаждения, тем меньше может быть и время выдержки. При очень медленном нагреве и охлаждения необходимость в выдержке при первой стадии графитизации может вовсе отпасть, тем более, что при этом размельчаются выделения углерода отжига и ускоряется процесс. Что касается второй стадии графитизации, то она может происходить только внутри и под критическим интервалом. При этом и здесь скорость процесса уменьшается с понижением температуры . Отметим только, что для сокращения времени отжига целесообразно повышение содержания кремния в чугуне, хотя бы за счет соответствующего понижения содержания углерода.
Наиболее эффективным мероприятием по сокращению времени отжига является предварительная закалка отливок. При этом для повышения механических свойств ковкого чугуна необходимо вести отжиг при высокой температуре. Однако, широкому распространению этого способа препятствует образование напряжений и трещин в отливках из хрупкого белого чугуна — поэтому он применим только для отливок простой конфигурации.
б) Получение черносердечного перлитного и перлито-ферритного ковкого чугуна.
Перлитный ковкий чугун представляет сравнительно новый конструкционный материал. Он применяется в тех случаях, когда нужны высокая прочность и износостойкость, хотя бы за счет понижения пластичности в некоторых случаях, например для звеньев цепей, понижение пластичности является даже преимуществом, так как способствует сохранению величины шага. Получение такого чугуна возможно как непосредственно во время отжига(за счет изменения состава чугуна или режима отжига), так и путем добавочной термическом обработки готового ферритного ковкого чугуна.Изменение состава чугуна с целью получения перлитной или перлитно-ферритной структуры основной металлической массы. Производится обычно за счет повышения содержания элементов препятствующих графитизации (Мп, Сг, Мо), чаще всего марганца (сверх баланса с серой). Состав чугуна может быть изменен также за счет уменьшения содержания элементов, способствующих графитизации перлита (С, Si).
Для получения черносердечного перлитного ковкого чугуна непосредственно при отжиге отливок необходимо более быстрое происхождение критического интервала.
в) Получение белосердечного ковкого чугуна. При производстве белосердечного ковкого чугуна параллельно идут оба процесса: графитизация и обезуглероживание. Однако, вследствие неблагоприятного для графитизации состава чугуна и наличия окислительной среды (руды) процесс обезуглероживания в данном случае имеет преобладающее значение . В настоящее время установлено, что процесс обезуглероживания идет через газовую фазу, являющуюся передатчиком кислорода от руды к углероду отливки: С + СО2 = 2СО СО + FeO = СО2 + Fe или СО + Fe3О4 = СО2 + 3FеО.
Поэтому процесс получения ковкого чугуна идет с одинаковой интенсивностью как случае, когда отливки имеют непосредственное соприкосновение с рудой, так и в случае, когда отливки полностью отделены .При этом процесс окисления углерода происходит на поверхности отливки или на небольшой глубине проникновения газов в отливку. Окисление же углерода внутренних слоев отливки протекает за счет диффузии углерода от центра к периферии.
Таким образом, следует принять, что окисление углерода при получении ковкого чугуна происходит в небольшой наружной зоне отливок за счет реакций с окислительными газами. Естественно, что при этом принципиально могут окисляться все виды углерода: графит, углерод отжига, углерод карбидов и углерод раствора. Однако, практически процесс вдет почти исключительно путем окисления углерода раствора. Действительно, в небольшой наружной зоне проникновения кислорода и СО2 в отливку прежде всего окисляются имеющиеся там углерод отжига и карбиды, после чего начинает окисляться углерод твердого раствора. Это вызывает понижение концентрации углерода в растворе, диффузию углерода из центральной зоны отливки и соответствующее растворение структурно свободного углерода (карбидов или углерода отжига). Таким образом, весь процесс обезуглероживания внутренних слоев отливки идет через твердый раствор.
Эта выдержка тем больше, чем выше содержание углероде в чугуне и в толще отливки. Вторая же выдержка в критическом интервале, характерная для получения черносердечного ковкого чугуна, здесь не дается, так как низкое остаточное содержание углерода в чугуне делает распад эвтектоидных карбидов практически невозможным. Впрочем, иногда применяется также процесс, сочетающий обезуглероживание и графитизацию. В этом случае отливки подвергают отжигу в окислительной среде, выжигают некоторое количество углерода и затем ведут процесс со второй стадией графитизации для получения частичного распада перлита.
Источник
Ковкий чугун — классификация, преимущества, маркировка, применение

Ковкий чугун
Ковкий чугун – это сплав железа и углерода, который принимает вид графитовых хлопьев в структуре металла. Ковкий чугун производят из заготовок белого чугуна путём длительной термообработки. Отжиг меняет структуру металла, превращая цементит в графит (процесс граффитизации). Термообработка меняет механические свойства сплава — уменьшается прочность и твёрдость, металл становится пластичным.
Отжиг состоит из 5 этапов:
- Плавный нагрев заготовки в течение 25 часов до температуры 950 — 1000 С.
- Выдержка при температуре 950 – 1000 С на протяжении 15 -20 часов — первый этап графитизации.
- Постепенное охлаждение до температуры 740 — 720 С, длительность 6 — 12 часов.
- Продолжительная выдержка заготовки при температуре 720 С или постепенное снижение температуры с 760 до 720 С. Продолжительность — около 30 часов — второй этап графитизации.
- Полное охлаждение заготовки.
Также, исходя из требуемых свойств отливки, можно выделить 4 способа отжига.Они отличаются четвертым этапом (на диапазоне температур от 760 — 720 С). Остальные этапы остаются идентичными. Ниже перечислены различные вариации 4 этапа для достижения тех или иных свойств:
Вариант 1. Быстрое охлаждение до температуры ниже критической 720 С и выдержка 30 часов при этой температуре.
Вариант 2. Постепенное охлаждение на протяжении 30 часов, в критическом интервале температур от 760 – 720 С.
Вариант 3. Ступенчатое охлаждение в интервале температур от 760 до 720 С.
Вариант 4. Технология чередующегося нагрева выше 760 С и охлаждения ниже 720 С.
Рекомендуемый химический состав ковкого чугуна характеризуется пониженным содержанием графитизирующих элементов C=2,4-2,9%; Si=1,0-1,6%; C+Si=3,6-4,2%, что обусловлено необходимостью получения отливок из ковкого чугуна в литом состоянии со 100% отбелом по всему сечению отливки, по той простой причине, что при наличии в литой структуре чугуна пластинчатого графита, в процессе последующего проведения отжига будет формироваться пластинчатый графит (т.е. серый чугун), а не компактный, присущий ковкому чугуну.
Существуют 2 вида ковкого чугуна — черносердечный и белосердечный. Черносердечный ковкий чугун получают графитизирующим отжигом ( эта технология используется в Украине) Белосердечный ковкий чугун получают с помощью процесса обезуглероживающего отжига в окислительной среде. При этом отливки располагают в контейнерах вместе с железной рудой при температуре 1000-1050°C в течение 60-70 ч. Такую технологию используют во Франции, Германии, Италии и других странах. Основными достоинствами такого чугуна являются повышенная вязкость и свариваемость без предварительной и последующей термической обработки.
Преимущества ковкого чугуна
Ковкий чугун имеет следующие преимущества:
- Сочетание отличных механических свойств и высокой обрабатываемости резанием
- Однородность структуры по всему сечению отливки
- Отсутствие внутренних напряжений в отливке
- Способность воспринимать высокие знакопеременные нагрузки
- Хорошая коррозионностойкость
Ковкий чугун используется в производстве мелких тонкостенных отливок (3-50 мм) ответственного назначения, которые работают в условиях динамических знакопеременных нагрузок в автомобильной промышленности, тракторостроении и сельскохозяйственной технике. Из ковкого чугуна изготавливают коробки передач, детали приводных механизмов, шасси, рычаги, коленчатые и распределительные валы, детали сцепления, поршни дизельных двигателей, коромысла клапанов, фитинги и другие изделия.
Ковкий чугун — маркировка
Ковкий чугун маркируется буквами КЧ, за которыми следуют две цифры, отображающие предел прочности при растяжении σB (в кгс/мм2), а за ними, через дефис, следует одна или две цифры, отображающие относительное удлинение δ (в %), через дефис заканчивают маркировку буквы Ф или П, отобраражающие класс чугуна ферритный или перлитный. К примеру, КЧ 37-12-Ф означает — ковкий чугун ферритного класса с пределом прочности на растяжение не ниже — 37 кг/мм2 и относительным удлинением не ниже — 12%.
Классификация ковкого чугуна
В зависимости от микроструктуры металлической матрицы ковкий чугун подразделяют на ферритный (Ф) и перлитный (П):
- Ковкий чугун ферритного класса с ферритной или феррито-перлитной микроструктурой металлической матрицы, могут быть следующих марок: КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12
- Ковкий чугун перлитного класса с перлитной микроструктурой металлической матрицы, могут быть следующих марок: КЧ 45-7, КЧ 50-5, КЧ 55-4, КЧ 60-3, КЧ 65-3, КЧ 70-2, КЧ 80-1,5
Ковкий чугун — механические свойства
Механические свойства материала отливок из ковкого чугуна ферритного и перлитного классов должны удовлетворять требованиям ГОСТ 1215-79, приведенным в табл. 1.
Таблица 1: Механические свойства ковкого чугуна по ГОСТ 1215-79
| Марка | Временное сопротивление разрыву, МПа, (кгс/мм2) | Относительное удлинение, % | Твердость по Бринеллю, НВ |
| не менее | |||
| КЧ 30-6 | 294 (30) | 6 | 100-163 |
| КЧ 33-8 | 323 (33) | 8 | 100-163 |
| КЧ 35-10 | 333 (35) | 10 | 100-163 |
| КЧ 37-12 | 362 (37) | 12 | 110-163 |
| КЧ 45-7 | 441 (45) | 7* | 150-207 |
| КЧ 50-5 | 490 (50) | 5* | 170-230 |
| КЧ 55-4 | 539 (55) | 4* | 192-241 |
| КЧ 60-3 | 588 (60) | 3 | 200-269 |
| КЧ 65-3 | 637 (65) | 3 | 212-269 |
| КЧ 70-2 | 686 (70) | 2 | 241-285 |
| КЧ 80-1,5 | 784 (80) | 1,5 | 270-320 |
Примечание: * По согласованию изготовителя с потребителем допускается понижение на 1%.
Ковкий чугун — химический состав
Рекомендуемый химический состав ковкого чугуна согласно ГОСТ 1215-79, приведен в табл. 2.
Таблица 2: Химический состав ковкого чугуна по ГОСТ 1215-79
| Марка | Массовая доля, % | ||||||||
| Основные компоненты | Примеси, не более | ||||||||
| C | Si | C+Si | Mn | P | S | Cr | |||
| Ферритного класса | |||||||||
| КЧ 30-6 | 2,6-2,9 | 1,0-1,6 | 3,7-4,2 | 0,4-0,6 | 0,18 | 0,20 | 0,08 | ||
| КЧ 33-8 | 2,6-2,9 | 1,0-1,6 | 3,7-4,2 | 0,4-0,6 | 0,18 | 0,20 | 0,08 | ||
| КЧ 35-10 | 2,5-2,8 | 1,1-1,3 | 3,6-4,0 | 0,3-0,6 | 0,12 | 0,20 | 0,06 | ||
| КЧ 37-12 | 2,4-2,7 | 1,2-1,4 | 3,6-4,0 | 0,2-0,4 | 0,12 | 0,06 | 0,06 | ||
| Перлитного класса | |||||||||
| КЧ 45-7 | 2,5-2,8 | 1,1-1,3 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,20 | 0,08 | ||
| КЧ 50-5 | 2,5-2,8 | 1,1-1,3 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,20 | 0,08 | ||
| КЧ 55-4 | 2,5-2,8 | 1,1-1,3 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,20 | 0,08 | ||
| КЧ 60-3 | 2,5-2,8 | 1,1-1,3 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,20 | 0,08 | ||
| КЧ 65-3 | 2,4-2,7 | 1,2-1,4 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,06 | 0,08 | ||
| КЧ 70-2 | 2,4-2,7 | 1,2-1,4 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,06 | 0,08 | ||
| КЧ 80-1,5 | 2,4-2,7 | 1,2-1,4 | 3,6-3,9 | 0,3-1,0 | 0,10 | 0,06 | 0,08 | ||
Применение ковкого чугуна
С экономической точки зрения, применение отливок из ковкого чугуна всегда обосновано. Отливки из ковкого чугуна значительно дешевле, чем отливки из стали.
Ковкий чугун широко используются в автомобильной промышленности и производстве тракторов, а также других отраслях:
- Машиностроительные предприятия используют отливки в основном на ферритной основе и относительно немного на перлитной. Но литейно-механические свойства ковкого чугуна на перлитной основе значительно выше.
- Перлитный ковкий чугун применяется в сельском хозяйстве как современный конструкционный сплав и заменитель углеродистой стали. Ковкий чугун привлекает своими высокими эксплуатационными, конструкционными и технологическими свойства, а также зачастую имеет лучшее сочетание этих характеристик.
Ключевая особенность ковкого чугуна – это его применение в производстве как деталей с небольшим весом (например, поршневые кольца), так и крупных элементов с весом до 150т независимо от толщины стенки отливки. Изделия из ковкого чугуна могут также подвергаться необходимой термической и механической обработке.
Хорошим примером использования ковкого чугуна, который заменил стальные изделия — это коленчатые валы для двигателей больших дизельных автомобилей и тракторов. При этом преимуществом чугунного изделия является не только низкая цена (по сравнению со сталью), но и отличные эксплуатационные свойства (гашение вибрации, работа при высоких температурах).
Таблица 3. Чугуны ковкие, их основные свойства и применение
| Марка | НВ | Свойства и применение |
| КЧ 35-10 КЧ37-12 | 160 | Чугуны ферритного класса используют для производства деталей, эксплуатируемых при высоких динамических и статических нагрузках (картеров, редукторов, ступиц, крюков, скоб, задних мостов, кронштейнов) |
| КЧ 30-6 КЧ 33-8 | 160 | Для изготовления менее ответственных деталей (хомутов, гаек, вентилей, деталей сельскохозяйственных машин, глушителей, фланцев, муфт, тормозных деталей, педалей, гаечных ключей, колодок, кронштейнов) |
| КЧ 45-7 | 203 | Ковкие чугуны перлитного класса марок обладают высокой прочностью, умеренной пластичностью и хорошими антифрикционными свойствами. Из них получают вилки карданных валов, шестерни, червячные колеса, поршни, подшипники, звенья и ролики конвейерных цепей, втулки, Источник |



