
- Горячая вулканизация конвейерных лент
- Преимущества
- Ограничения
- Область применения
- Оборудование и материалы
- Горячая вулканизация двухслойной конвейерной ленты
- Горячая вулканизация трехслойной транспортерной ленты
- Холодная вулканизация
- История появления холодной вулканизации
- Холодная вулканизация имеет ряд преимуществ:
- Холодная вулканизация имеет и свои ограничения:
- Область применения
- Применяемые материалы и инструмент
- Холодная вулканизация конвейерных лент клеем Nilos TOPGUM TL-T70
- Холодная вулканизация конвейерных лент клеем NILOS TL-T70 (общие сведения)
Горячая вулканизация конвейерных лент

Горячая вулканизация — специальный метод стыковки конвейерных лент при использовании специальных вулканизационных составов, под действием высоких давлений и температур, синтетические и натуральные каучуковые смолы «сплавляются» с рабочей поверхностью конвейерной ленты образуя непрерывный рабочий слой. По качеству соединения горячая вулканизация является наилучшим способом стыковки лент и составляет 90% от прочности самой транспортерной ленты.
История появления горячей вулканизации неразрывно связана с изобретение резины Чарльзом Гудьиром, запатентовавшим новый материал в 1844 году. Контролируемое термическое воздействие значительно ускоряет химическую реакцию по преобразованию исходного сырья в готовый продукт. Комбинированное воздействие равномерного нагрева и высокого давления обеспечивает преобразование сырой резины в пластичный материал, обладающий высокой прочностью и необходимыми физико-механическими характеристиками.
Преимущества
Стыки резинотканевых и резинотросовых транспортерных лент – наиболее уязвимые участки гибкого конвейера, эксплуатируемого в условиях плавно изменяющихся нагрузок. Применение метода горячей вулканизации обеспечивает максимально качественное соединение материалов с формированием эластичного однородного шва, устойчивого к высоким динамическим нагрузкам.
Главные преимущества технологии горячей вулканизации:
- Немедленное восстановление работоспособности конвейера;
- Высокая прочность стыка;
- Отсутствие зазоров;
- Равномерная толщина ленты;
- Высокая гибкость и эластичность стыковочного шва;
- Возможность стыковки при отрицательных температурах окружающей среды;
- Возможность стыковки при сильной запыленности помещений;
- Допустимы небольшие погрешности при разделке ленты;
- Применение для лент из различных материалов;
- Восстановление ленты без демонтажа с конвейера;
- Гарантированная долговечность соединительного шва;
- Исключается просыпь транспортируемых материалов;
- Широкий температурный диапазон эксплуатации.
Технология может применяться для ремонта ленточных конвейеров, используемых для транспортировки высокотемпературных грузов. Горячая стыковка транспортерной ленты обеспечивает формирование однородного конвейера, не перегружающего ролики в процессе эксплуатации.
Ограничения
Основными ограничениями, препятствующими широкому использованию технологии горячей вулканизации, являются: большая трудоемкость процесса и высокая стоимость специализированных приспособлений. Необходимость перемещения массивного вулканизационного оборудования усложняет процесс ремонта в условиях работающего предприятия. Трудоемкость ремонтного процесса удачно компенсируется доступной стоимостью расходных материалов и безупречным качеством восстановленной конвейерной ленты.
Область применения
Технология горячей вулканизации, обладающая многочисленными преимуществами, применяется для восстановления конвейеров, эксплуатируемых в обычных и сильно запыленных промышленных помещениях, а также на открытом пространстве. Гарантированно высокое качество результата позволяет использовать технологию для восстановления конвейерных линий, используемых для перевозки сильно нагретых грузов, сыпучих материалов и пищевой продукции.
Оборудование и материалы
Для горячей вулканизации конвейерных лент применяют специальные прессы — вулканизаторы: 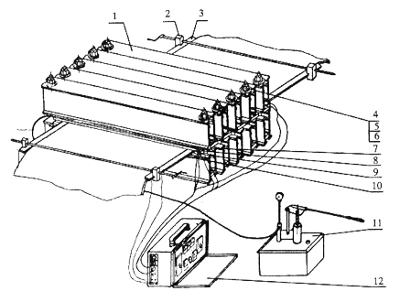
1. наборная рамка
2. закрепляющие устройство
3. выравнивающая пластина
4. 5. 6. — болт с гайкой и прокладками
7. теплоизоляционная пластина
8. верхняя тепловая пластина для горячей вулканизации
9. нижняя тепловая пластина для горячей вулканизации не рабочей поверхности ленты
10. пресовочное устройство
11. прессовочная система
12. устройство контроля нагрева пластин.
Горячая вулканизация очень надежная система стыковки конвейерных лент, сотрудники нашей компании применяют для горячей вулканизации немецкие технологии и расходные материалы, все работы проводятся с четким контролем качества на каждом из этапов. Перед проведением горячей вулканизации необходимо сделать предварительные работы по подготовке конвейерной ленты для горячей вулканизации. В зависимости от используемой конвейерной ленты методы стыковки могут отличаться дург от друга, так к примеру при подготовке к горячей вулканизации тонкую конвейерную ленту разделывают по схеме :
Горячая вулканизация двухслойной конвейерной ленты
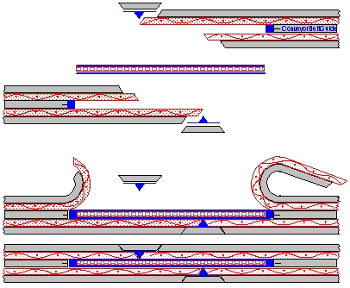
Горячая вулканизация трехслойной транспортерной ленты
Применение немецких технологий, оборудования и клеющих смесей таких производителей как «Tip-Top, Nilos» позволяет выполнять работы в тяжелых условиях эксплуатации конвейерных лент и гарантировать стык ленты.
Тщательное соблюдение технологии в сочетании с применением высококачественных компонентов исключает риск расслоения стыковых соединений, обеспечивая стабильность прочностных и эксплуатационных характеристик конвейеров.
Наши специалисты проведут стыковковку конвейерных лент методом горячей вулканизации как на собственных площадках, так и непосредственно на производстве заказчика, с соблюдением всех параметров горячей вулканизации.
Гарантия — 1 год, на выполненное соединение горячей вулканизацией, на новой конвейерной ленте!
Источник
Холодная вулканизация
 Холодная вулканизация — метод стыковки конвейерных лент с применением специальных клеевых смесей, которые застывают при низких температурах. В отличии от метода горячей вулканизации конвейерных лент метод холодной вулканизации конвейерных лент позволяет проводить работы по стыковке лент без вулканизатора.
Холодная вулканизация — метод стыковки конвейерных лент с применением специальных клеевых смесей, которые застывают при низких температурах. В отличии от метода горячей вулканизации конвейерных лент метод холодной вулканизации конвейерных лент позволяет проводить работы по стыковке лент без вулканизатора.
Холодная вулканизация транспортерной ленты является достаточно надежным, быстро осуществляемым и недорогим способом их ремонта и стыковки.
История появления холодной вулканизации
Холодная вулканизация имеет прямое отношение к каучуку, история открытия которого берет начало во времена Великих географических открытий. Посещение Нового Света Колумбом принесло миру открытие данного материала.
Однако только в 1839 году стал широко распространяться способ, который сейчас имеет название вулканизации. Правда открытие его произошло совершенно случайно, когда смесь серы и каучука растеклась по горячей печи и затем образовалась резина. Открывателем этого материала и процесса вулканизации каучука стал американец Чарльз Нельсон Гудьир.
Далее А.Паркс в 1846 году разработал технологию холодной вулканизации с применением хлористой серы S2Cl2. Метод нашел применение в изготовлении тонкостенных изделий, к примеру, детских игрушек. Но подобные изделия по свойствам хуже, чем полученные в процессе горячей вулканизации.
Благодаря открытию С.В.Лебедева, которое произошло в 1932 году, резина стала изготавливаться на основе искусственного каучука. Эта технология применяется и в настоящее время. Резина с такими качественными показателями успешно конкурирует с прочими материалами современной химии.
Холодная вулканизация имеет ряд преимуществ:
- стыковка ленты производится прямо на месте производства без снятия ее с конвейера
- не нужна подача 380V
- можно проводить в местах большого скопления огнеопасных газов
- применение в ограниченных пространствах где нет возможности использовать вулканизатор
- прочность соединения методом холодной вулканизации достигает до 75% от прочности ленты
Все эти достоинства сводятся к тому, что на такой ремонт тратится немного времени. Спустя нескольких часов производственный процесс возобновляется в прежнем режиме. Время простоя намного уменьшается. При этом не используется дорогостоящий вулканизационный пресс, а это говорит о значительном снижении себестоимости проведенной работы. К тому же для стыковки необходим лишь шлифовальный, ручной инструмент и клей. Полученный стык будет служить, пока износится лента.
Мы применяем при холодной вулканизации конвейерных лент только импортные двукомпонентные клеи и клеющие смеси, что позволяет достигать отличной прочности. По степени прочности холодная вулканизация не уступает механическим соединителям, но последние негативно сказываются на приводных барабанах.
Холодная вулканизация имеет и свои ограничения:
- температура окружающей среды для проведения работ должна быть не ниже 5-10 гадусов.
- запуск в эксплуатацию конвейерной ленты возможен после 12 часов отстоя конвейеной ленты без нагрузки.
- работы не проводятся при значительной запыленности и влажности
Область применения
Стыковка конвейерных лент методом холодной вулканизации является незаменимой и надежной в процессе ремонта. Поэтому ее относят к наиболее востребованному виду ремонта, в целом существенно повышающему эффективность работы конвейера. Кроме того, данный метод находит востребованность в тех местах, где из-за небольшого пространства нет доступа массивному вулканизатору. Еще он нужен в шахтах, так как там нельзя соединять конвейерную ленту механическим соединением из-за взрывоопасной ситуации.
Применяемые материалы и инструмент
Чтобы соблюдать технологию холодной вулканизации, требуется следующий минимальный перечень специальных материалов и инструментов для реализации работ: самовулканизирующаяся резиновая смесь, двухкомпонентный клей, очиститель, а также набор ручного и шероховального инструмента. Благодаря специализированным инструментам гарантируется качество соединения и сокращается время проведения стыковки.
Специалисты компании ООО «Комтех РТИ» найдут лучшие решения для проведения работ по стыковке конвейерных лент и при необходимости проведут стыковку лент холодной вулканизацией. Стыковка лент шириной выше 1400 мм проводится только холодной вулканизацией.
Источник
Холодная вулканизация конвейерных лент клеем Nilos TOPGUM TL-T70

Высокая прочность стыкового соединения конвейерной ленты при соединение методом холодной вулканизации достигается во многом благодаря качественному двухкомпонентному клею. К таким продуктам относится клей Nilos TL-T70
Холодная вулканизация конвейерных лент клеем NILOS TL-T70 (общие сведения)

Самый распространенный тип стыка при холодной вулканизации — косой стык. Стыковка ленты этим способом отличается простотой исполнения и позволяет снизить напряжения на продольный изгиб при проходе стыкового соединения через приводной барабан конвейера.


Разметку, разделку и стыковку конвейерной ленты проводить согласно руководству по стыковке лент от производителя конвейерной ленты (учитывать длину ступеней и их количество в зависимости от прочностных показателей ткани ленты)

Важно! При несоответствии диаметра барабанов конвейера толщине тканевого каркаса конвейерной ленты может происходить разрушение вулканизированного холодным способом стыка. Как правило, минимальный диаметр приводного барабана должен быть не меньше чем 108 х толщину каркаса ленты в мм. Соблюдайте рекомендации производителя ленты, касательно рекомендованных диаметров барабанов, или выберите другой способ стыковки (механические соединители конвейерных лент, горячая вулканизация)
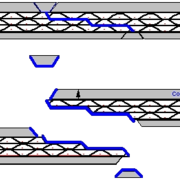
Стыковка конвейерной ленты: Разделка на ступени
- Снять с нерабочей обкладки ленты полосу шириной 25 мм и скошенную под углом прим. 45° кромку.
- Снять с рабочей обкладки ленты полосу шириной 25 мм, кромку также скосить под углом прим. 45°.
- Разметить и надрезать стыкуемый конец согласно схеме стыковки.



Снять полосу рабочей обкладки и слой ткани стыкуемого конца ленты согласно ступенчатой разметке.
При работе с ножом не повредить ткань ленты .
Резиновые борта конвейерной ленты выравнять специальным ножом, соответственно уровню каждой ступени ткани (нож ступенчатой формы из каталога инструмента Nilos)
Машинкой для шлифовки (Арт.: К0740 + К0747) слегка зашероховать всю поверхность, чтобы не повредить/пережечь ткань или резину.

Разделать и подготовить к стыковке верхний стыкуемый конец ленты. Разделку верхней части ленты под стык производят так же, как и нижней.
Очистить стыкуемую поверхность ленты вручную сухой щеткой от резиновой крошки и пыли (не применять сжатый воздух, не использовать никакие очистители после шероховальной обработки)
Подготовить раствор клея Nilos TL-T70 / TL-T60
- Тщательно перемешать клей в банке
- Добавить в банку с клеем флакон отвердителя и тщательно перемешать. Перемешивать прим. 2 минуты (но не взбалтывать/встряхивать, а тщательно перемешивать деревянной или металлической палкой, стараясь проходить по дну и стенкам банки снизу вверх и круговыми движениями)
- Наносить клей тонким равномерным слоем .
- Не допускать попадание жиров, масел, влаги, пыли и грязи .
Ощущение легкой клейкости при проверке тыльной стороной руки признак готовности клея Nilos TL-T70 к склеиванию.

Нанесение клея Нилос TL-T70 на стыкуемые концы конвейерной ленты

| Ткань | Резина | Контактный слой | |
| 1-й слой | дать полностью высохнуть | дать полностью высохнуть | дать высохнуть до ощущения легкой клейкости |
| 2-й слой | дать полностью высохнуть | дать высохнуть до ощущения легкой клейкости | — |
| 3-й слой | дать высохнуть до ощущения легкой клейкости | — | — |
Стыкуемые концы ленты склеивают, соблюдая соосность. Стыковые зазоры промазывают раствором и накладывают на них полосы для заделки стыкового зазора TD.
Полосы прикатывают от центра к краям ленты роликом, сначала широким, затем узким из набора инструментов Nilos. Всю поверхность стыка прокатать роликом двойного действия от центра к краям ленты до прекращения характерного «скрипа».

Важно! Эксплуатация конвейерной ленты возможна минимум через 4 часа после завершения работ по склеиванию. (При температуре окружающего воздуха меньше +23`С рекомендуется дать большее время на полную полимеризацию клея и запускать конвейер не ранее, чем через 12 часов после завершения работ.
Источник



