
- Обработка конструкционных материалов
- Характеристика конструкционных материалов: виды, свойства
- Что такое конструкционные материалы?
- Разновидности конструкционных материалов
- Металлические
- Неметаллические
- Композиционные
- Свойства конструкционных материалов
- Механические свойства
- Физические свойства
- Технологические свойства
- Эксплуатационные свойства
- Химические свойства
Обработка конструкционных материалов

ТЕМА: ОБРАБОТКА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Обработка конструкционных материалов
Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин.
Одна из актуальных задач машиностроения – дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин.
Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии.
Обработка металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаимного расположения и шероховатости поверхностей детали.
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение.
Движения, которые обеспечивают срезание с заготовки слоя материала или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания:
· Главное движение – определяет скорость деформирования материала и отделения стружки (Дг);
· Движение подачи – обеспечивает врезание режущей кромки инструмента в материал заготовки (Дs);
Движения могут быть непрерывными или прерывистыми, а по характеру – вращательными, поступательными, возвратно-поступательными.
Движения подачи: продольное, поперечное, вертикальное, круговое, окружное, тангенциальное.
В процессе резания на заготовке различают поверхности (рис.19.1.а):
· обрабатываемую поверхность (1);
· обработанную поверхность (3);
· поверхность резания (2).
Установочные движения – движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя металла.
Вспомогательные движения – транспортирование заготовки, закрепление заготовки и инструмента, быстрые перемещения рабочих органов.

Рис. Схемы обработки заготовок: а – точением; б – шлифованием на круглошлифовальном станке; в – сверлением
16.2. Режимы резания, шероховатость поверхности
При назначении режимов резания определяют скорости главного движения резания и подачи, и глубину резания.
Скоростью главного движения – называют расстояние, пройденное точкой режущей кромки инструмента в единицу времени (м/с).
 ,
,
где:  – максимальный диаметр заготовки (мм);
– максимальный диаметр заготовки (мм);  – частота вращения (мин-1).
– частота вращения (мин-1).
Для возвратно-поступательного движения:
 ,
,
где:  – расчетная длина хода инструмента;
– расчетная длина хода инструмента;  – число двойных ходов инструмента в минуту;
– число двойных ходов инструмента в минуту;  – коэффициент, показывающий соотношение скоростей рабочего и вспомогательного хода.
– коэффициент, показывающий соотношение скоростей рабочего и вспомогательного хода.
Подача  — путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента.
— путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента.
В зависимости от технологического метода обработки подачу измеряют:
мм/об – точение и сверление;
мм/дв. ход – строгание и шлифование.
Глубина резания (  ) – расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к обработанной поверхности (мм).
) – расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к обработанной поверхности (мм).

Шероховатость поверхности – совокупность неровностей с относительно малыми шагами.
Шероховатость является характеристикой качества поверхностного слоя заготовки. Она оценивается несколькими параметрами, в частности критерием  .
.
— среднее арифметическое отклонение профиля (среднее арифметическое абсолютных значений отклонений профиля) в пределах определенной базовой длины обработанной поверхности.
Допустимые значения шероховатости поверхностей деталей указываются на чертежах.
Значение параметра для разных технологических методов обработки лежат в пределах, мкм:
· для предварительной черновой обработки – 100…22,5 ;
· для чистовой обработки – 6,3…0,4 ;
· для отделочной и доводочной обработки – 0,2…0,012.
16.3. Станки для обработки резанием. Классификация металлорежущих станков
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др.
По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные.
Универсальные станки обрабатывают разнотипным инструментом различающиеся по размерам, форме и расположению поверхностей заготовки.
Широкоуниверсальные – предназначены для выполнения особо широкого разнообразия работ.
Станки широкого назначения характеризуются однотипностью применяемого инструмента.
Специализированные станки предназначены для обработки однотипных заготовок различных размеров.
Специальные станки предназначены для выполнения определенных видов работ на заготовках одинаковых размеров и конфигурации.
· По массе: легкие (до 1т ), средние (до 10т ), тяжелые (свыше 10т ) и уникальные (свыше 100т ).
· По степени автоматизации: с ручным управлением, полуавтоматы и автоматы.
· По компоновке основных рабочих органов: горизонтальные и вертикальные.
В общегосударственной единой системе (ЭНИМС) станки разделяются на 10 групп и 10 типов. В группы объединены станки одинаковые или схожие по технологическому методу обработки. Типы характеризуют их назначение, степень автоматизации, компоновку.
16.4. Технологические возможности способов резания
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
Движение подачи осуществляется:
· параллельно оси вращения заготовки (продольная);
· перпендикулярно оси вращения заготовки (поперечная);
· под углом к оси вращения заготовки (наклонная).
Схемы обработки поверхностей заготовки точением представлены на рис. 19.2.
С помощью точения выполняют операции: обтачивание – обработку наружных поверхностей (рис19.2.а); растачивание – обработку внутренних поверхностей (рис.19.2.б); подрезание – обработку торцевых поверхностей (рис.19.2.в); резку – разрезание заготовки на части ( рис.19.2.г); резьбонарезание – нарезание резьбы (рис.19.2.д).
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.

Рис. Схемы обработки поверхностей заготовки точением
В качестве режущего инструмента при точении используют резцы.
Главным принципом классификации резцов является их технологическое назначение.
· проходные – для обтачивания наружных цилиндрических и конических поверхностей;
· расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
· отрезные – для отрезания заготовок;
· резьбовые – для нарезания наружных и внутренних резьб;
· фасонные – для обработки фасонных поверхностей;
· прорезные – для протачивания кольцевых канавок;
· галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки – черновые, получистовые, чистовые.
По направлению движения подачи – правые и левые (справа на лево и слева на право).
По конструкции – целые, с приваренной или припаянной пластиной, со сменными пластинами.
Установка к закреплению заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки ( ), точности обработки и других факторов.
), точности обработки и других факторов.
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки.
Для сверления используются сверлильные и токарные станки.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное ( движение подачи) вдоль оси отверстия, заготовка неподвижна (рис.19.3.а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.19.3.б).
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.19.3.в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую част, отсутствует! число зубьев не менее трех (рис.19.3.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис.19.3.д).
Схемы сверления, зенкерования и развертывания представлены на рисунке 19.3.

Рис.19.3. Схемы сверления, зенкерования и развертывания
Протягивание является высокопроизводительным методом обработки деталей разнообразных форм, обеспечивающим высокую точность формы и размеров обрабатываемой поверхности. Применяется протягивание в крупносерийном производстве.
При протягивании используется сложный дорогостоящий инструмент – протяжка. За каждым формообразующим зубом вдоль протяжки изготавливается ряд зубьев постепенно увеличивающейся высоты.
Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента относительно неподвижной заготовки за один проход.
Движение подачи отсутствует. За величину подачи  принимают подъем на зуб, т. е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания.
принимают подъем на зуб, т. е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания.
Протяжные станки предназначены для обработки внутренних и наружных поверхностей. По направлению главного движения различают станки: вертикальные и горизонтальные.
Схемы обработки заготовок на протяжных станках представлены на рисунке 19.4.

Рис. Схемы обработки заготовок на протяжных станках
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5…250 мм.
Цилиндрические отверстия протягивают крупными протяжками после сверления, растачивания или зенкерования, а также литые или штампованные отверстия. Длина отверстий не превышает трех диаметров. Для установки заготовки с необработанным торцом применяют приспособление со сферической опорной поверхностью (может самоустанавливаться по оси инструмента), либо упор в жесткую поверхность (рис.19.4.а).
Шпоночные и другие пазы протягивают протяжками, форма зубьев которых в поперечном сечении соответствует профилю протягиваемого паза, с применением специального приспособления – направляющей втулки 3 (рис.19.4.б).
Наружные поверхности различной геометрической формы протягивают на вертикально-протяжных станках для наружного протягивания.
Схема протягивания вертикальной плоскости показана на рис.19.4.в.
Наружные поверхности заготовок типа тел вращения можно обрабатывать на специальных протяжных станках рис.19.4.г.
Источник
Характеристика конструкционных материалов: виды, свойства
Что такое конструкционные материалы?
Они отвечают трём требованиям – имеют определённую структуру и уровень свойств, а также пригодны для изготовления каких-либо изделий. Вещества, имеющие жидкую или пастообразную консистенцию, в эту группу не входят.
Большинство материалов для конструкций производятся искусственным способом из специально обработанных или подготовленных составляющих. Некоторые материалы являются веществами природного происхождения, основные свойства которых при обычной обработке не изменяются.
Разновидности конструкционных материалов
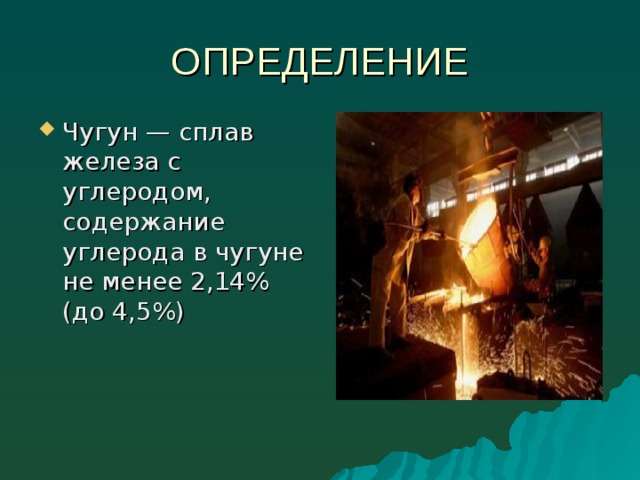
Основные конструкционные материалы подразделяют на металлические и неметаллические. Первая группа включает в себя чёрные (сталь, чугун) и цветные металлы и сплавы. Вторая более разнообразна: туда входят:
- механические композиты (бетон, цемент);
- древесина;
- природный камень;
- пластмассы, которые могут существовать в виде изомеров – атомов, соединённых между собой разными видами химических связей.
К отдельной группе относят химические композиты, в структуре которых одновременно присутствуют атомы металлов и неметаллов. Достижения современного материаловедения ежегодно приводят к созданию принципиально новых типов конструкционных материалов. Свойства композитов зависят от устойчивости соединения нескольких природных или искусственных веществ, которые получены в определённых условиях. Каждый из конструкционных материалов имеет определённые свойства, соответственно которым устанавливаются области его рационального применения.
Из чёрных металлов и сплавов главнейшее значение имеет сталь и её сплав с графитом – чугун. В качестве цветных металлов наибольшее распространение получили алюминий, медь, никель, титан и их сплавы. Они востребованы практически во всех отраслях промышленного производства, аграрном деле, строительстве, связи.
Типовым представителем механических композитов считается бетон, состоящий из смеси цемента, таких заполнителей, как песок, гравий или щебень, а также воды. Параметры бетона зависят от соотношений, используемых при расчете смеси. Поэтому поставщики бетона обычно предоставляют свойства материала и результаты испытаний для каждого конкретного случая.
Древесина считается конструкционным материалом, если потребительские свойства позволяют использовать её для производства компактной, долговечной продукции. Например, деревья-кустарники, хотя и имеют структуру древесины, могут использоваться только в качестве сырья для лесохимической или целлюлозно-бумажной промышленности.
Природные камни – граниты, базальт, кварц, представляют собой вещества магматического происхождения, образовавшиеся много тысячелетий тому назад вследствие извержения пород из недр Земли с их последующим застыванием. Возможна механическая (резание, шлифовка) или термохимическая (литьё) обработка природного камня.
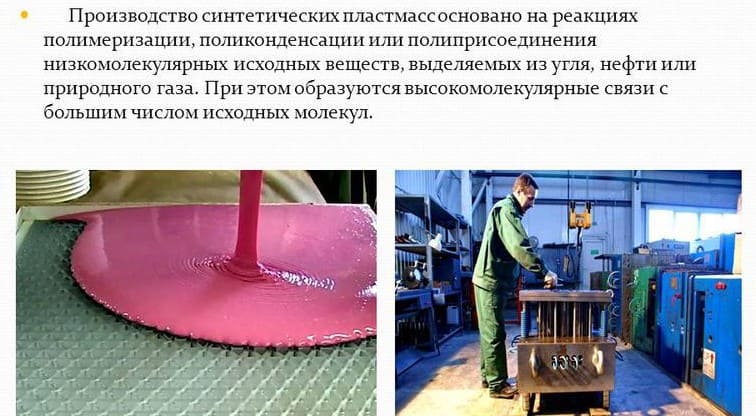
Пластмассы – обширный класс искусственных веществ, которые создаются в результате контролируемого прохождения химических реакций. Номенклатура применяемых пластиков обширна и ежегодно пополняется новыми представителями.
Рассмотрим классификацию конструкционных материалов более подробно.
Металлические
Включают материалы, полученные переработкой руд чёрных и цветных металлов. Самородные структуры – золото, железо, свинец – в первичном виде не используются, поскольку не обладают теми потребительскими характеристиками, которые необходимы для долговечного применения.

Ведущее место среди металлов принадлежит стали – сплаву железа с не более чем 2% углерода. Особенностями стали являются:
- достаточно широкий диапазон марок;
- возможность видоизменять характеристики под воздействием температуры;
- доступность добычи исходного сырья;
- способность к вторичной переработке.
Большинство металлических материалов может проявлять интерметаллидные свойства, образуя новые многокомпонентные соединения.
Поскольку все виды конструкционных материалов тверды, прочны и сохраняют свою форму при повышенных температурах (исключение составляют только олово и свинец, которые используются в качестве припоев), то основные области их применения – строительство, промышленность, средства связи, медицина.
Неметаллические
Получаются как природным, так и искусственным способом. Например, образование изделий из камня – это производство, основанное на переработке естественных заготовок. Остальные виды – керамика, дерево, пластик – получены в результате процессов с искусственно полученными веществами (например, с цементом для бетона), либо с природными компонентами (в частности, для изготовления керамики используют глину).
Процессы, которые необходимы для получения неметаллов:
- Добыча исходного сырья – руды, древесины, химических соединений, используемых для производства пластических масс и т.д.
- Подготовка сырья к переработке. Для неорганических ископаемых сюда входят технологии обогащения, для органических (древесина, пластик) – различные механо-термические превращения.
- Получение продукции и её отделка, например, окраска, нанесение декоративных или технологических покрытий.
Конечные показатели материалов органического происхождения могут сильно отличаться от свойств исходного сырья, в то время как продукты из неорганических компонентов в целом сохраняют свои эксплуатационные показатели.
Композиционные
Композиты образуются только искусственными способами, для чего применяются механические (измельчение, дробление, резка), химические, термические и комбинированные операции.
В число последних входят:
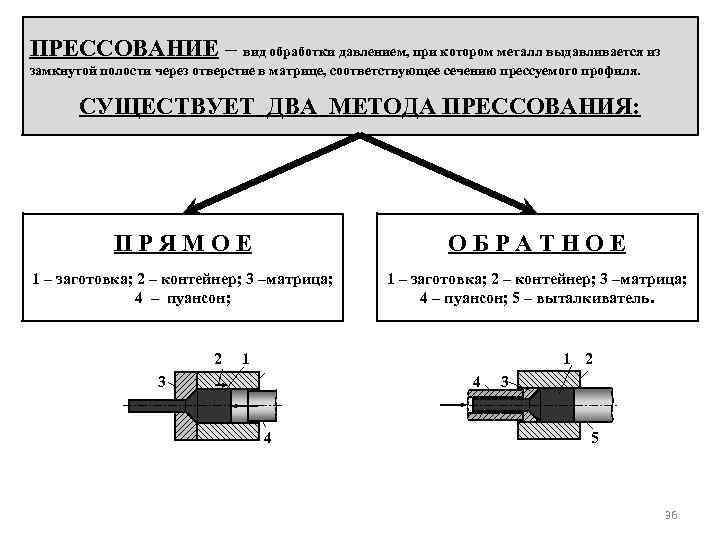
Нагрев и охлаждение используются для облегчения последующего формоизменения, уплотнение (прессование) – для преобразования заготовок в конечную продукцию, растворение – для ускорения обработки компонентов.
Для получения продукции, основой которой являются высокомолекулярные органические вещества, используют управляемые химические реакции, а для создания композитных конструкционных материалов с особыми свойствами — методы с применением высоких энергий. В результате направленного энергетического воздействия, например, лазерного луча или плазмы, исходная структура веществ необратимо изменяется. В результате образуется продукция, свойства которой в природном виде воспроизвести невозможно. Это направление материаловедения за последние годы развивается наиболее интенсивно, поскольку техника и потребности современного общества требуют материалов, которые обладали бы сочетанием нескольких противоречивых характеристик: например, высокой прочностью при малом весе.
Свойства конструкционных материалов
Их подразделяют на три группы – механические, физические и эксплуатационные.
Физические свойства конструкционных материалов — это параметры, которые можно измерить. Механические свойства считаются показателем поведения материала при различных условиях его нагружения. Эксплуатационные свойства определяют потребительскую ценность материала, например, долговечность и износостойкость.
Обычно все виды свойств рассматривают совместно.
Механические свойства
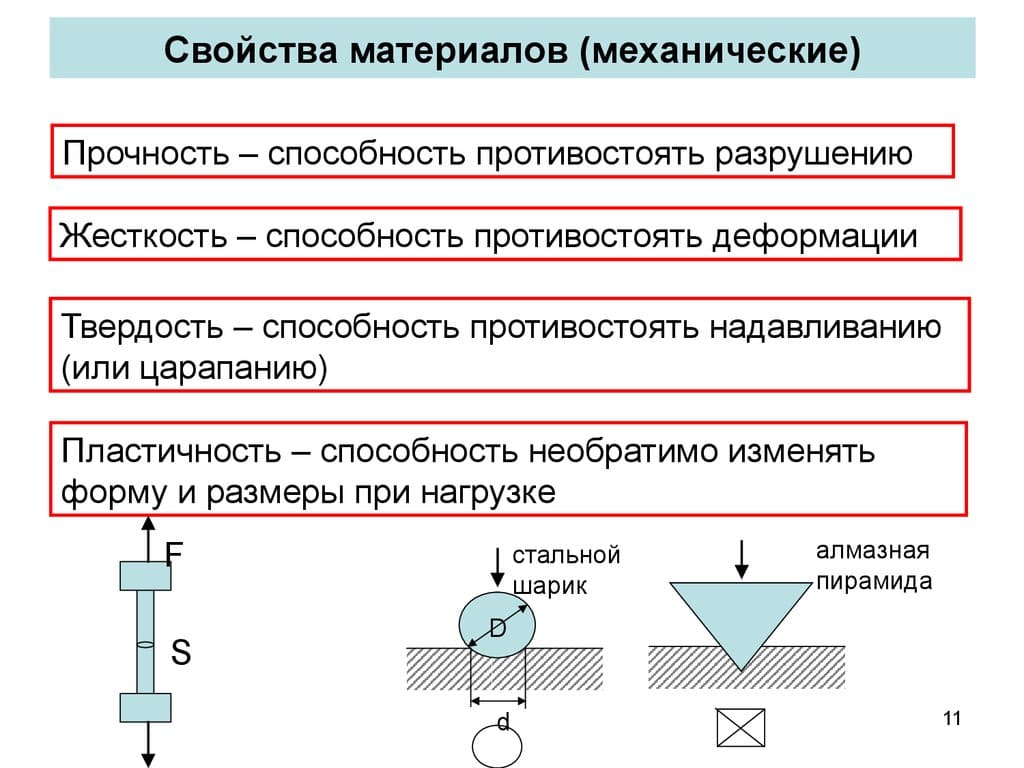
Определяются химическим составом и внутренней структурой материала, например размером зерна или направлением волокон. На уровень этих свойств влияют условия обработки, особенно, если обработка сопровождается перестройкой внутренней структуры. Уровень механических свойств зависит от условий применения.
Многие механические свойства взаимозависимы: высокие характеристики в одной категории могут сочетаться с более низкими характеристиками в другой. Например, более высокая прочность может быть достигнута за счет более низкой пластичности. Таким образом, верное понимание среды, в которой работает изделие, приводит к выбору оптимального материала.
Основные механические свойства:
- предельное сопротивление внешним нагрузкам – растяжению, сжатию, изгибу, сдвигу;
- деформируемость без потери целостности;
- упругость;
- удельная вязкость разрушения.
Физические свойства
Наряду с механическими определяют способность материала удовлетворять производственным требованиям, однако в большинстве случаев мало изменяются от условий внешней обработки.
Основные физические свойства:
- плотность;
- электропроводность;
- теплопроводность/теплоёмкость (иногда сюда же вносят температуропроводность);
- температуры перехода в различное структурное состояние;
- коэффициенты объёмного расширения.
Физические свойства могут измеряться непосредственно. Для каждого вида материала разработаны стандартные методики оценки, поэтому результат определяют узкие диапазоны значений. Выбор происходит обычно уже по заданным значениям физических параметров.
Технологические свойства
Используются для определения способности материала к обработке. Включают в себя пластичность и жёсткость, причём численные нормируемые параметры здесь отсутствуют. Технологические свойства конкретизируются для определённых условий обработки и устанавливаются исключительно по результатам испытаний на специализированном лабораторном оборудовании.
Эксплуатационные свойства
Необходимы для оценки долговечности/износотойкости изделия, которое изготовлено из данного конструкционного материала. Износостойкость — это мера способности материала противостоять контактному трению, которое может принимать различные формы:
- адгезию (сцепление;
- истирание;
- царапание, долбление;
- температурный износ.
Управление фактическими эксплуатационными показателями входит в число обязательных этапов конструирования детали или узла.
Химические свойства
Более значимы для материалов, состав которых может изменяться под влиянием внешних условий. К таким свойствам относят:
- стойкость против коррозии (для металлов);
- химическая стабильность (для пластика;
- инертность при воздействии внешних агрессивных сред.
Стабильность химических свойств имеет решающее значение при выборе типа композитов.
Источник



