
- Получение полимерных композиционных материалов
- Особенности формования полимерных композитов на основе термопластов
- Особенности формования полимерных композиционных материалов на основе реактопластов
- Некоторые проблемы производства полимерных композиционных материалов
- Способы получения композиционных материалов
- Некоторые методы изготовления продуктов из композитов
- Ручное формование
- Напыление
- RTM (инжекция)
- Вакуумная инфузия
- Намотка
- Пултрузия
- Прямое прессование
- Автоклавное формование
- Продукты из композитов
Получение полимерных композиционных материалов
Путем различных комбинаций связующих и наполнителей получают полимерные композиционные материалы (ПКМ) с необходимыми физико-механическими и физическими характеристиками для эксплуатации в различных условиях. Зачастую получение полимерных композиционных материалов и формование изделий из них совмещены в один процесс, что позволяет существенно снизить себестоимость изделий из полимерных композитов.
Оптимальный метод формования для каждого конкретного изделия из ПКМ определяется большим числом факторов, таких как:
- конструктивные особенности изделия;
- предназначение получаемого изделия (и соответствующие требования –чистота поверхности, точность размеров и т.д.);
- свойства и технологические возможности связующего компонента;
- структура наполнителя;
- экономические факторы (стоимость, производительность и сроки эксплуатации оборудования, трудоемкость и т.д.)
Особенности формования полимерных композитов на основе термопластов
Производительность методов получения и переработки полимерных композитов на основе термопластов в основном определяется скоростью происходящих в связующем полимере физических и физико-химических процессов при переработке:
- плавления;
- кристаллизации;
- нагрева;
- охлаждения;
- релаксации и т.д.
Полнота и характер протекания этих процессов являются во многом определяющими факторами для качества готового изделия. Кроме того на качество готовых изделий влияют и деструктивные процессы в полимере, протекающие с повышенной скоростью в результате термических и механических воздействий на материал со стороны рабочих органов машин в процессе переработки.
Необходимую форму изделию из термопласта можно придать путем развития высокоэластической или пластической деформации. Из-за высокой вязкости материала, скорость протекания процессов деформации низкая. В зависимости от физического состояния полимера в момент формования, в готовом изделии достигается различная степень неравновесности из-за неполной релаксации внутренних напряжений. Это накладывает определенные ограничения на температурный интервал эксплуатации изделий, полученных различными методами. Увеличение доли высокоэластической составляющей деформации ведет к снижению верхнего температурного предела вплоть до температуры стеклования полимера.
Особенности формования полимерных композиционных материалов на основе реактопластов
Особенность методов получения полимерных композиционных материалов на основе реактопластов состоит в сочетании физических процессов собственно формования с химическими реакциями образования трехмерных полимеров (отверждением), причем свойства изделий определяются скоростью и полнотой отверждения. Неполное отверждение обусловливает нестабильность свойств изделий из реактопластов во времени, а также протекание деструктивных процессов в готовых изделиях.
В зависимости от метода переработки, отверждение совмещается с формованием изделия (в случае прессования реактопластов, происходит после оформления изделия в полости формы (литьевое прессование, литье под давлением реактопластов) или при термической обработке сформованной заготовки (при формовании крупногабаритных изделий). Достижение необходимой полноты отверждения некоторых типов олигомеров даже в присутствии катализаторов и при повышенных температурах требует значительного времени (до нескольких часов). При этом окончательное отверждение может проводиться уже вне формующей оснастки, так как устойчивость формы приобретается задолго до полного окончания процесса отверждения.
Некоторые проблемы производства полимерных композиционных материалов
Наличие при переработке температурных перепадов по сечению изделия ведет к возрастанию структурной неоднородности и появлению дополнительных напряжений, связанных с различием в скоростях охлаждения, кристаллизации, релаксации в различных частях, а также с различной степенью отверждения (в случае реактопластов). Это обусловливает неоднородность свойств материала в изделии, что не всегда допустимо, и является причиной многих видов брака (коробления, растрескивания и др.). Существование внутренних напряжений, в первую очередь ориентационных, ограничивает также температурный интервал эксплуатации. Некоторого повышения неоднородности надмолекулярной структуры и снижения внутренних напряжений удается достигнуть благодаря термической обработке готового изделия, однако более эффективно использование методов направленного регулирования структур в процессе переработки.
При формовании изделий из полимерных композитов возможно значительное изменение структуры, а следовательно, и свойств полимера. Поэтому полученные на основе одного и того же полимера материалы и изделия могут значительно отличаться по характеристикам, если технологии у них разные. Важнейшими факторами, влияющими на структуру и свойства ПКМ, являются параметры процесса переработки:
- температура,
- давление,
- режимы нагрева и охлаждения и т.д.
Правильный учет и подбор всех технологических параметров позволяет достигнуть в готовом изделии:
- однородной структуры,
- минимального уровня остаточных напряжений (структурных, усадочных, термических),
- высокой степени завершенности процессов отверждения, кристаллизации,
Источник
Способы получения композиционных материалов
Технология получения металлических композиционных
В общем случае получение металлических композиционных материалов разделяется на две стадии:
I. Первичное производство – применяют для получения композиционных материалов в виде полуфабрикатов простой конфигурации (многослойные листы и ленты, многослойные плиты и балки).
II. Вторичное производство – изготовление самого композита.
Цель методов первичного производства – объединить волокна и матрицу таким образом, чтобы обеспечить максимально возможное использование желаемых свойств каждого из компонентов. Для достижения поставленной цели процесс производства композиционных материалов должен обеспечивать выполнение следующих требований: отсутствие механического повреждения армирующего материала и падения его прочности, отсутствие охрупчивания матрицы, создание прочной связи на поверхностях раздела матрица-волокно и матрица-матрица и получение дешевого материала и полуфабрикатов с размерами, пригодными для механического применения.
Методы производства композиционных материалов с металлической матрицей удобно классифицировать, разделив их на три основные категории процессов:
I. Твердофазные процессы: горячее прессование (многослойные ленты, листы, стержни, лопатки турбин), прокатка (многослойные ленты, листы, балки), совместная экструзия, сварка взрывом (многослойные ленты, листы),
II. Жидкофазные процессы: пропитка жидким металлом (прутки, стержни), непрерывное литье (прутки, трубы, уголки, ленты),
III. Процессы осаждения: плазменное напыление (многослойные ленты), электролитическое осаждение, осаждение из паровой фазы.
Методы вторичного производства включают в себя:
— Формовку — для обеспечения конфигурации готового изделия. Обычно проводится при повышенных температурах;
— Соединение: в случае соединения неармированных металлов с композитами технология соединения обычно состоит в контактной сварке, пайке, сварке плавлением. При соединении двух композиционных материалов применяют в основном диффузионную сварку, а также высокотемпературную пайку или склеивание;
— Обработка резанием применяется для получения готового изделия и удаления дефектов обработки композитов;
— Термомеханическая обработка — для повышения свойств.
Технология получения изделий из полимерных
Большиноство традиционных промышленных сплавов выпускают в виде полуфабрикатов (листы, ленты, слитки и т.п.), из которых потом изготавливают детали. Изделия же из полимерных композитов получают одновременно с самим материалом. Это связано с технологичностью процесса и позволяет существенно снизить стоимость изделий.
Поскольку процессы получения полимерных композиционных материалов и способы изготовления из них совмещены, рассмотрим сразу методы изготовления армированных изделий.
Технология получения изделий включает следующие основные операции:
I. Подготовка арматуры:
— контроль исходной арматуры;
— удаление замасливателя (расшихтовка);
— обработка волокон аппретирующими веществами ( нанесение на поверхность водоотталкивающих покрытий, которые повышают прочность связи волокон с матрицей и снижают водопоглощение композиционных материалов);
— снование (операция перемотки одной или нескольких параллельных нитей, жгутов, лент или тканей на одну поковку с параллельной укладкой строго встык);
II. Приготовление связующего:
— проверка компонентов связующего;
— приготовление смеси компонента;
III. Пропитка– это операция совмещения наполнителя со связующим путем нанесения его на поверхность арматуры и заполнения им объема между волокнами.
IV. Формование– это операция придания изделию заданной формы и размеров. Формование осуществляется на прессах контактным, вакуумным, автоклавным методами и намоткой;
V. Отверждение.В процессе отверждения связующего создается конечная структура композита, формируются его свойства и фиксируется форма изделия;
VI. Удаление оправки. По конструкции оправки делят на цельные, разборные, надувные и разрушаемые;
VII. Контроль качества изделий.Контроль качества армированных материалов проводят не только после их изготовления, но и в процессе его. Контролируют качество всех исходных компонентов, правильность проведения всех технологических операций, соответствие состава и свойств композита заданным требованиям.
Контроль качества изделия из композиционного материала включает внешний осмотр изделия для выявления наружных дефектов, проверку размеров изделия, определение физико-механических характеристик и выявление внутренних дефектов с помощью контрольной аппаратуры;
VIII. Механическая доработка и соединение с другими деталями.Если после удаления оправки размеры изделия не соответствуют заданным, его механически дорабатывают. Чаще всего подрезают торцы и фланцы, нарезают резьбу, сверлят крепежные отверстия и т.п.
Для монтажа и соединения с другими деталями в изделия из композиционных материалов часто монтируют металлические фланцы. С полимерными композитвми их соединяют клеем или на резьбе, иногда вставки закладывают в процессе формирования.
Способы получения керамических композиционных материалов.
Керамические композиционные материалы представляют собой материалы, в которых матрица состоит из керамики, а арматура из металлических или неметаллических волокнистых наполнителей.
Для изготовления керамических композитов применяют следующие методы: горячее прессование, гидростатическое прессование, прессование с последующим спеканием, центробежное, вакуумное и шликерное литье. В каждом конкретном случае необходимо оценить пригодность того или иного метода. Так, композиции, армированные металлическим волокном, изготовлять способом прессования с последующим спеканием нельзя, так как волокна препятствуют уплотнению порошка керамики, а по снятии давления прессования имеют тенденцию к восстановлению прежней формы. В результате появляются дефекты.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Некоторые методы изготовления продуктов из композитов
Прошлый свой пост я посвятил истории композитных материалов. Я продолжаю занимать свой досуг этой теме и сегодня хочу рассказать немного о терминах и технологиях прототипирования с использованием полимерных композитов. Если вам нечем заняться длинными зимними вечерами, то вы всегда можете смастерить из углепластиковой ткани сноуборд, корпус для мотоцикла или чехол на смартфон. Конечно, процесс может в итоге выйти дороже, нежели покупка готового продукта, но интересно что-то мастерить своими руками.
Под катом — обзор методов изготовления изделий из композитных материалов. Буду вам благодарен, если в комментариях вы меня дополните, чтобы в результате получился более полный пост.

Композиционный материал создается минимум из двух компонентов с четкой границей между ними. Есть слоистые композитные материалы — например, фанера. Во всех же других композитах можно разделить компоненты на матрицу, или связующее, и армирующие элементы — наполнители. Композиты обычно разделают по виду армирующего наполнителя или по материалу матрицы. Подробнее об использовании композитов вы можете прочитать в посте История композиционных материалов, а эта публикация посвящена методам изготовления продуктов из композитов.
Ручное формование
В случае с изготовлением изделий единичными экземплярами наиболее распространенным методом является ручное формование. На подготовленную матрицу наносится гелькоут – материал для получения хорошей отделки на внешней части армированного материала, позволяющий также подобрать цвет для изделия. Затем в матрицу укладывается наполнитель – например, стеклоткань – и пропитывается связующим. Удаляем пузырьки воздуха, ждем, пока все остынет, и дорабатываем напильником – обрезаем, высверливаем и так далее.
Этот метод широко используется для создания деталей корпуса автомобилей, мотоциклов и мопедов. То есть для тюнинга в тех случаях, когда он не ограничивается наклейкой пленки «под карбон».


Напыление
Напыление не требует раскроя стекломатериала, но взамен нужно использование специального оборудования. Данный метод часто используется для работы с крупными объектами, такими как корпусы лодок, автотранспорт и так далее. Точно так же, как и в случае с ручным формованием, сначала анносится гелькоут, затем стекломатериал.

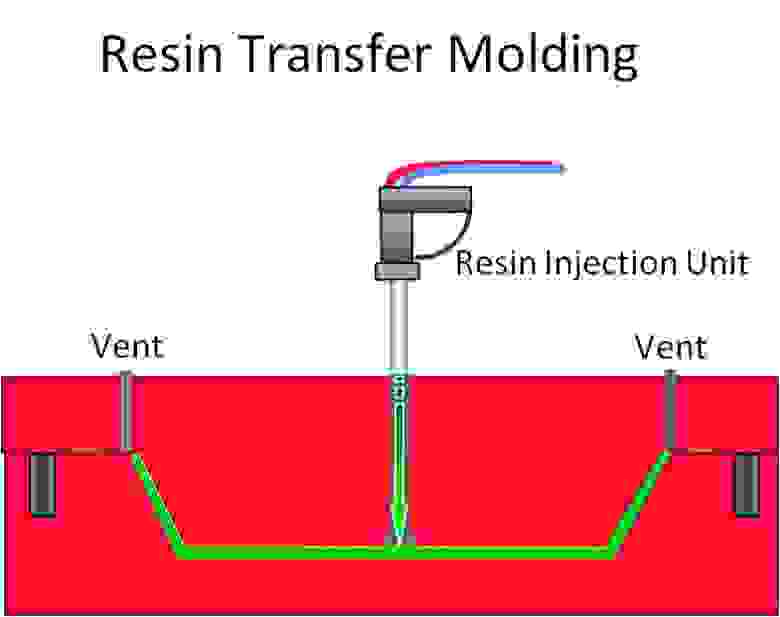
RTM (инжекция)
При методе инжекции полиэфирной смолы в закрытую форму используется оснастка из матрицы и ответной формы – пуансона. Стекломатериал укладывается между матрицей и ответной формой, затем в форму под давлением вливается отвердитель – полиэфирная смола. И, конечно, доработка напильником после отверждения – по вкусу.
Вакуумная инфузия
Для метода вакуумной инфузии необходим пакет, в котором с помощью насоса создается вакуум. В самом пакете располагается армирующий материал, поры которого после откачки воздуха заполняются жидким связующим.
Пример метода — для изготовления скейтборда.

Намотка
Метод намотки композитов позволяет сделать сверхлегкие баллоны для сжатого газа, для чего используют РЕТ-лейнер, подкачанный до 2-5 атмосфер, а также композитные трубы, используемые в нефтедобывающей отрасли, химической промышленности и в коммунальном хозяйстве. Из названия легко понять, что стеклоткань наматывают на подвижный или неподвижный объект.
На видео — процесс намотки стеклоткани на баллон.

Пултрузия
Пультрузия – это “протяжка”. При этом методе происходит непрерывный процесс протягивания композиционного материала сквозь тянущую машину. Скорость процесса составляет до 6 метров в минуту. Волокна пропускаются через полимерную ванну, где пропитываются связующим, после чего проходят сквозь преформовочное устройство, получая окончательную форму. Затем в пресс-форме материал нагревается, и на выходе мы получаем окончательный затвердевший продукт.
Процесс производства шпунтовых свай методом пултрузии.
Прямое прессование
Изделия из термопластов изготавливают в пресс-формах под давлением. Для этого используют высокотемпературные гидравлические прессы с усилием от 12 до 100 тонн и максимальной температурой около 650 градусов. Таким способом делают, например, пластиковые ведра.
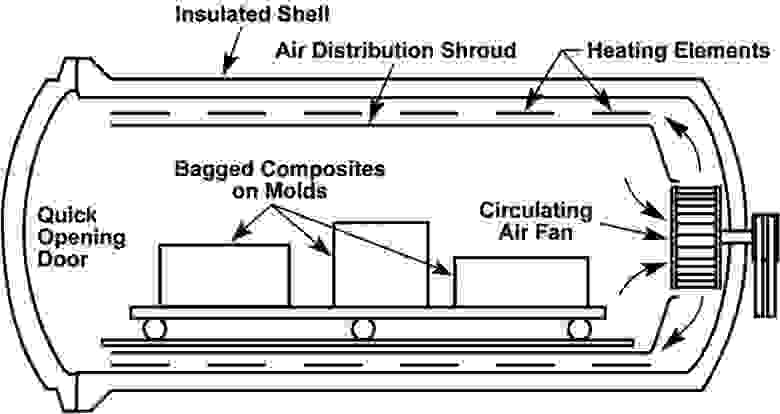
Автоклавное формование
Автоклав необходим для проведения процессов при нагреве и под давлением выше атмосферного с целью ускорить реакцию и увеличить выход продукта. Внутрь автоклава помещаются композитные материалы на специальных формах.
Продукты из композитов
Композитные материалы широко используются в авиастроении. Например, Solar Impulse построен из них.


Протезы и ортезы.

Если у вас появились дополнения, то обязательно напишите о них в комментариях. Спасибо.
Источник



