
СОЕДИНЕНИЕ КОЛЕСА С ОСЬЮ
Безопасность движения поездов во многом зависит от надежного соединения колеса с осью. Существует два способа: прессовая посадка и тепловая посадка. Прессовая посадка считается более надежной. При этом способе колеса, посаженные на ось, удерживаются на ней благодаря наличию натяга, образующегося за счет несколько большего диаметра подступичной части оси по сравнению с диаметром ступицы колеса. При тепловой посадке нагретую ступицу колеса, имеющую предварительный натяг, свободно надевают на ось, а после остывания колесо прочно соединяется с осью.
Формирование вагонных колесных пар и процесс запрессовки колес на ось осуществляют в колесных цехах вагоностроительного и вагоноремонтного заводов и вагонных колесных мастерских, оснащенных станками для обработки осей и колес, стендами для дефектоскопии осей и колес, гидравлическим прессом с индикатором качества запрессовки, подъемными кранами, транспортными механизмами и др. Перед запрессовкой производят обработку сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением норм натяга, допусков круглости (овальности), профиля продольного сечения (конусообразности), волнистости, шероховатости.
Процесс запрессовки колес на ось выполняется следующим образом. Подготовленные колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали. Сопрягаемые поверхности оси и колеса покрываются ровным слоем натуральной олифы. Конец оси вставляют в отверстие ступицы, а торец другого конца оси упирают в торец плунжера пресса. Плунжер продвигается со скоростью до 2мм/с, что обеспечивает качественную запрессовку. Рациональное усилие в конце запрессовки должно находиться в пределах 390…580 кН на каждые 100 мм диаметра подступичной части оси.
Качество запрессовки устанавливается анализом диаграммы. При этом контрольными параметрами диаграммы являются конечное усилие, длина сопряжения и форма кривой. Форма диаграммы нормальной запрессовки должна быть плавной нарастающей, несколько выпуклой кривой и почти горизонтальной в конце (рис. 3.6). На каждую формируемую колесную пару индикатор вычерчивает две диаграммы – для каждого колеса. Диаграммы запрессовки хранятся в течении 20 лет.
Рисунок 3.6. Формы диаграмм запрессовки колес на ось
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник

СОЕДИНЕНИЕ КОЛЕС С ОСЬЮ — ФОРМИРОВАНИЕ КОЛЕСНЫХ ПАР
Безопасность движения поездов во многом зависит от надёжного соединения колеса с осью. Это соединение осуществляется, главным образом, посредством прессовой посадки. При этом способе колёса, посаженные на ось, удерживаются на ней благодаря натягу, образующемуся за счёт несколько большего диаметра подступичной части оси по сравнению с диаметром ступицы колеса. Кроме того, на надёжность соединения колеса с осью влияет точность обработки посадочных поверхностей и процесс запрессовки. Поэтому размеры прессового соединения колеса с осью и технология запрессовки должны строго соответствовать ГОСТ 4835 и другим указанным в нём стандартам, а также требованиям нормативно-технической документации МПС, в которых установлены также нормы контроля прочности посадки и способы устранения неисправностей, возникающих в процессе запрессовки.
Технология формирования колесных пар
Колесные пары формируются в колесном цехе вагоностроительного и вагоноремонтного заводов (ВСЗ и ВРЗ) и вагонных колесных мастерских (ВКМ), оснащенных гидравлическим прессом, станками для обработки осей и колес, мостовым и консольным кранами, стендами для дефектоскопирования осей и др.
Перед запрессовкой производится обработка сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением требований натяга, шероховатости, овальности, волнистости.
Для плавного захода оси в ступицу колеса при запрессовке наружная часть подступичной зоны оси обтачивается на конус с разностью диаметров не более 1 мм и длиной 7 — 15 мм (запрессовочный конус).
Середина оси намечается кернером, относительно которой симметрично устанавливают колеса при запрессовке.
Подобранное по размерам колесо подается краном на карусельный станок, где производится расточка отверстия ступицы. Во избежание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние кромки отверстия ступицы выполняют с закруглением радиусом 4 — 5 мм.
Для получения прочного прессового соединения диаметры подступичных частей оси делают на 0,1- 0,25 мм больше диаметра отверстия ступиц (натяг).
Сопрягаемые поверхности отверстий ступиц колес и подступичных частей оси обрабатывают с шероховатостью Rz 320. Процесс запрессовки колес на ось выполняется в такой последовательности: подготовленное колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали.
Рациональное усилие запрессовки колес на ось принимается 370- 550 кН на каждые 100 мм диаметра подступичной части оси. Запрессовка производится при нормальной температуре со скоростью не более 2 мм/с.
Схема пресса для формирования колесных пар
Диаграмма запрессовки
Благодаря натягу сопрягаемые поверхности деформируют под действием силы пресса Р,преодолевая силы сопротивления деформации оси Р1 и ступицы колеса Р2 а также силу трения Рт. Причём, сила трения по мере продвижения оси относительно ступицы колеса возрастает по закону, близкому к прямолинейному, а сила для её преодоления — по линии Оа.
Суммарная кривая Od учитывает преодоление сил Р1 и Р2 и представляет собой теоретическую диаграмму зависимости усилия запрессовки от величины продвижения колеса на оси. Рациональное усилие в конце запрессовки должно находиться в пределах 390. 580 кН на каждые 100 мм диаметра подступичной части оси. Недопустимы как меньшие, так и большие величины конечных усилий запрессовки: меньшие не обеспечат необходимой прочности прессового соединения, а большие — вызовут перенапряжения материала оси и ступицы. Форма нормальной запрессовки должна быть плавной нарастающей, несколько выпуклой кривой и почти горизонтальной в конце. На каждую формируемую колёсную пару индикатор вычерчивает две диаграммы для левого и правого колёс.
Форма нормальной диаграммы запрессовки
Диаграмма записывается на специальной ленте с масштабом по длине 1 : 2 ( 1 мм диаграммы по высоте соответствует усилию 25 кН ).
Качество запрессовки устанавливается анализом диаграммы. При этом контролируемыми параметрами диаграммы являются конечное усилие, длина сопряжения и форма кривой.
Конечные усилия Рзк на диаграмме запрессовки определяются положением точки кривой, соответствующей концу процесса запрессовки.
При расположении начала и конца кривой выше или ниже нулевой линии (1, 2), а также при перекосе диаграммы запрессовка не бракуется. Конечное усилие в этих случаях определяется с учетом величины смещения относительно нулевой линии
На бланке диаграммы запрессовки записывают следующие данные: дата запрессовки, тип колесной пары, диаметр подступичной части оси и отверстия ступицы (с точностью до 0,01 мм ), номер оси, натяг, длина ступицы, конечное усилие запрессовки, маркировка цельнокатаного колеса, правое ( со стороны маркировки на торце оси ) или левое.
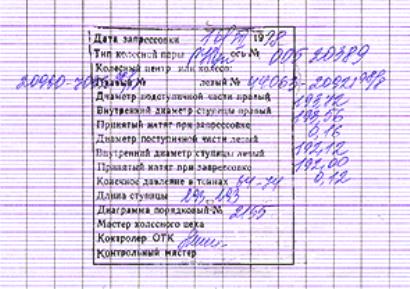
Бланк диаграммы запрессовки
Диаграмма запрессовки подписывается: мастером или начальником вагоноколесных мастерских (ВКМ), а при отсутствии начальника – старшим мастером или заместителем начальника вагонного депо (ВЧД ) в линейных предприятиях; мастером или инспектором ОТК на заводе, а на заводах промышленности, кроме того, заводским инспектором приемщиком МПС. Годные диаграммы хранятся 20 лет.
В случае получения неудовлетворительной диаграммы по форме, длине сопряжения или несоответствию нормам конечного усилия запрессовки соединение бракуется, и колёсная пара подлежит расформированию. На каждой забракованной диаграмме делается отметка “брак” с указанием причины.
При отсутствии после распрессовки задиров на посадочных поверхностях разрешается повторно насаживать колеса на ту же ось без дополнительной механической обработки. Более двух раз перепрессовывать колесо на один и тот же конец оси не разрешается без дополнительной механической обработки.
После осмотра и проверки колесные пары передают на участок механической обработки поверхностей катания, обточки и накатки шеек, а затем проверяют основные размеры колесной пары.
У сформированных колесных пар проверяют: расстояние между внутренними гранями ободов колес, разницу расстояний от внутренних граней колес до торца оси с обеих сторон колесной пары и диаметры колес по кругу катания.
Обработанные колесные пары передаются на участок окраски, где они покрываются краской черного цвета на олифе, лаком или эмалью. Окраске подлежат: средняя часть оси, колеса, за исключением ободов, места соединения лабиринтных колец с предподступичными частями.
Предподступичные части оси между колесом и лабиринтным кольцом у колесных пар для подшипников качения окрашиваются после монтажа буксовых узлов.
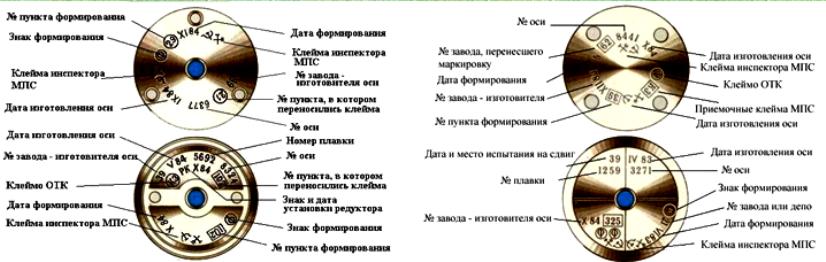
Клеймение колесной пары
На каждой принятой колесной паре в холодном состоянии выбивают знаки маркировки и клеймения. На торце шейки правой стороны колесной пары наносят:
- знак формирования;
- клеймо ОТК;
- условный номер предприятия, сформировавшего колесную пару;
- приемочные клейма МПС;
- дата формирования; клейма,
- относящиеся к изготовлению оси.
При монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар, знаки и клейма о производстве монтажа выбиваются на торце левой шейки: условный номер предприятия, производившего монтаж буксовых узлов; знак монтажа буксовых узлов; дата монтажа. При постановке редукторно-карданного привода генератора от торца шейки оси колесная пара подлежит полному освидетельствованию с нанесением клейма — букв РК и даты установки. Колёсные пары, подвергшиеся динамической балансировке, имеют клеймо «Б» , выбитое на ободе каждого колеса рядом с маркировкой После опробования ступиц колёс на сдвиг в сторону распрессовки на торце оси с правой стороны колёсной пары выбивают знаки и клейма: две округлённые буквы ФФ, номер завода или ВКМ, дату опробования на сдвиг, приёмочные клейма МПС.
Тепловая посадка колес на ось
Одним из важнейших преимуществ прессового соединения вагонных колёс с осью является наличие контроля качества запрессовки путём анализа индикаторной диаграммы, что обеспечивает надёжность работы колёсной пары и безопасность движения поездов: Однако, при прессовой посадке колёс на оси обычно до 25. 30 % напрессовок имеет несоответствие конечных усилий нормам или отклонение формы индикаторной диаграммы от допустимой. Кроме того, при прессовой посадке иногда возникают механические повреждения сопрягаемых поверхностей, снижающие усталостную прочность и надёжность колёсной пары, а также сдвиги колёс с оси в процессе эксплуатации вагонов.
С целью устранения перечисленных недостатков проводились исследования по применению тепловой посадки, при которой нагретую ступицу колеса, имеющую предварительный натяг, свободно надевают на ось. После остывания колесо прочно соединяется с осью. Преимущества такой посадки по сравнению с прессовой: повышаются усилия распрессовки колёс, по величине которых оценивают надёжность соединения колеса с осью; исключаются механические повреждения сопрягаемых поверхностей в процессе напрессовки, что увеличивает усталостную прочность колёсной пары.
Вместе с тем, такое соединение вагонного колеса с осью обладает существенными недостатками: отсутствие индикаторной диаграммы лишает возможности надёжного контроля прочности посадки; потребность в больших затратах электроэнергии на подогрев колёс перед насадкой на ось и их снятием при переформировании колёсной пары; необходимость в дополнительной площади колёсного цеха, потребной для отстоя колесных пар с целью охлаждения колёсных пар после насадки колёс; усложнение снятия колёс с оси, так как без предварительного подогрева ступицы требуются большие усилия распрессовки и возникают при этом задиры посадочных поверхностей.
Источник
3.2.3 Соединение колеса с осью
Безопасность движения поездов во многом зависит от надежного соединения колеса с осью, которое осуществляется главным образом посредством прессовой посадки. При этом способе колеса, посаженные на ось, удерживаются на ней благодаря наличию натяга, образующегося за счет несколько большего диаметра подступичной части оси по сравнению с диаметром ступицы колеса. При этом от величины натяга существенно зависит прочность соединения: недопустимы как завышенные, так и заниженные натяги. Кроме того, на надежность соединения колеса с осью влияет точность обработки посадочных поверхностей и процесс запрессовки. Поэтому размеры прессового соединения колеса с осью и технология запрессовки должны строго соответствовать ГОСТ 4835-80 и другим указанным в нем стандартам, а также требованиям нормативно-технической документации МПС России, в которых установлены нормы контроля прочности посадки и способы устранения неисправностей, возникающих в процессе запрессовки. Формирование вагонных колесных пар и процесс запрессовки колес на ось осуществляют в колесных цехах вагоностроительных (ВСЗ) и вагоноремонтных (ВРЗ) заводов и вагонных колесных мастерских (ВКМ), оснащенных станками для обработки осей и колес, стендами для дефектоскопии осей и колес, гидравлическими прессами с индикатором качества запрессовки, подъемными кранами, транспортными механизмами и др. Перед запрессовкой производят обработку сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением норм натяга, допусков округлости (овальности), профиля продольного сечения (конусообразности), волнистости, шероховатости.
Для обеспечения плавного захода оси в ступицу колеса при запрессовке наружный конец подступичной части оси обтачивается на конус с разностью диаметров не более 1 мм и длиной 7—15 мм (запрессовочный конус). Для обеспечения установленной шероховатости подступичные и средняя части оси после механической обработки упрочняются накатыванием специальными роликами и затем испытывают магнитным дефектоскопом. Посадочная поверхность ступицы колеса растачивается на карусельном станке с обеспечением натяга в пределах 0,1—0,25 мм. Во избежание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние кромки отверстия ступицы выполняют с закруглением радиусом 4—5 мм.
Процесс запрессовки колес на ось выполняется следующим образом. Подготовленное колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали. Сопрягаемые поверхности оси и колеса покрывают ровным слоем натуральной олифы или другого вареного растительного масла (льняного, конопляного или подсолнечного). Конец оси вставляют в отверстие ступицы, а торец другого конца оси упирают в торец плунжера, для защиты от повреждения резьбовой части на шейку оси надевают предохранительный стакан, включают электродвигатель пресса, что обеспечивает продвижение плунжера со скоростью не более 2 мм/с, необходимой для качественной запрессовки. После посадки одного колеса ось поворачивается и процесс повторяется.
Благодаря натягу, сопрягаемые поверхности деформируются под действием силы пресса Р (рис. 3.13, а), преодолевая силы сопротивления деформации оси Р1 и ступицы колеса Р2, а также силу трения Рт. Причем сила трения по мере продвижения оси относи¬тельно ступицы колеса возрастает по закону, близкому к прямолинейному, а сила для ее преодоления — по линии 0а (рис. 3.13, б).
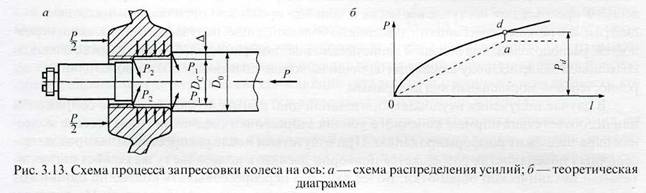 Суммарная кривая Оd учитывает преодоление сил Р 1 , и Р 2 и представляет собой теоретическую диаграмму зависимости усилия запрессовки от величины продвижения колеса на оси
Суммарная кривая Оd учитывает преодоление сил Р 1 , и Р 2 и представляет собой теоретическую диаграмму зависимости усилия запрессовки от величины продвижения колеса на оси
Рациональное усилие в конце запрессовки должно находиться в пределах 390—580 кН на каждые 100 мм диаметра подступичной части оси.
Недопустимы как меньшие, так и большие величины конечных усилий запрессовки: меньшие не обеспечат необходимой прочности прессового соединения, а большие — вызовут перенапряжения материала оси и ступицы. Форма диаграммы запрессовки должна быть плавно нарастающей, несколько выпуклой кривой и почти горизонтальной в конце.
На каждую формируемую колесную пару индикатор вычерчивает две диаграммы — для левого и правого колес.
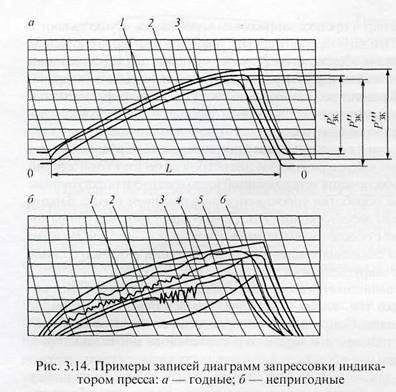
Качество запрессовки устанавливают анализом диаграммы. При этом контролируемыми параметрами диаграммы являются конечное усилие, длина сопряжения и форма кривой. Конечное усилие (рис. 3.14, а) определяют положением верхней точки кривой 3 от нулевой линии. В случае расположения начала и конца кривой выше или ниже нулевой линии (кривые У и 2, например) конечное усилие определяется с учетом величины этого смещения, т.е. так, как показано на рис. 3.14, а величинами Р´зк и Р´´зк, а при перекосе диаграммы конечное отклонение от нулевой линии также учитывается. В этих случаях при соот¬ветствии нормам конечного усилия запрессовка не бракуется. Минимально допустимая длина сопряжения L, определяемая по диаграмме (рис. 3.14, а), должна быть не менее 145i мм для колес номинального диаметра 950 мм и 155i мм для колес диаметра 1050 мм (i — передаточное число индикатора, т.е. масштаб диаграммы по длине). Вследствие некачественной обработки сопрягаемых поверхностей ступицы колеса и подступичной части оси, а также наличии других отклонений диаграммы будут иметь особенности по сравнению с нормальной (рис. 3.14, 6): 1 — вогнутость диаграммы, получаемая при наличии прямых конусов или впадин на посадочных поверхностях; 2—диаграмма с резкими колебаниями давления в средней части, получаемая при наличии на посадочных поверхностях резко выраженных неровностей; 3—диаграмма со скачком давления в конце запрессовки, получаемая в результате замедленного прекращения поступления масла в цилиндр пресса при окончании запрессовки; 4 — диаграмма с резкими колебаниями давления на большой длине, получаемая при наличии неровностей, расположенных на большой длине посадочных поверхностей; 5—диаграмма с плавным колебанием давления, получаемая при наличии на посадочных поверхностях более длинных неровностей; 6— нормальный вид диаграммы.
 В случае получения неудовлетворительной диаграммы по форме, длине сопряжения или несоответствия нормам конечного усилия запрессовки соединение бракуется, а колесная пара подлежит расформированию. При отсутствии после распрессовки задиров на посадочных поверхностях разрешается повторно насадить колесо на ту же ось без дополнительной механической обработки. Более двух раз перепрессовывать колесо на один и тот же конец оси не разрешается без дополнительной механической обработки. На типовом бланке диаграммы записывают следующие данные: дату запрессовки, тип колесной пары, диаметры подступичной части оси и отверстия ступицы с точностью до 0,01 мм, номер оси, натяг, длину ступицы, конечное усилие запрессовки, маркировку цельнокатаного колеса правого (со стороны маркировки на торце оси) и левого.
В случае получения неудовлетворительной диаграммы по форме, длине сопряжения или несоответствия нормам конечного усилия запрессовки соединение бракуется, а колесная пара подлежит расформированию. При отсутствии после распрессовки задиров на посадочных поверхностях разрешается повторно насадить колесо на ту же ось без дополнительной механической обработки. Более двух раз перепрессовывать колесо на один и тот же конец оси не разрешается без дополнительной механической обработки. На типовом бланке диаграммы записывают следующие данные: дату запрессовки, тип колесной пары, диаметры подступичной части оси и отверстия ступицы с точностью до 0,01 мм, номер оси, натяг, длину ступицы, конечное усилие запрессовки, маркировку цельнокатаного колеса правого (со стороны маркировки на торце оси) и левого.
Диаграмму запрессовки подписывают: в линейных предприятиях — мастер или начальник ВКМ, а при отсутствии начальника — старший мастер или заместитель начальника вагонного депо (ВЧД); на заводах МПС — мастер или инспектор ОТК, а на заводах промышленного транспорта, кроме того, заводской инспектор-приемщик МПС. На каждой забракованной диаграмме делается отметка «Брак» с указанием причины браковки. Годные и забракованные диаграммы запрессовки после оформления и приемки колесных пар хранятся в течение 20 лет.
У сформированных колесных пар подлежат проверке: расстояние между внутренними боковыми поверхностями ободов колес, разность расстояний между внутренними боковыми поверхностями ободов колес до ближних к ним торцов оси, разность диаметров колес по кругу катания, отклонение от соосности кругов катания колес относительно оси базовой поверхности. После осмотра, обмера и проверки колесные пары передают на участок механической обработки, где производится обработка поверхности катания, обточка и накатка шеек, а затем проверяют основные размеры колесной пары. Обработанные колесные пары передаются на участок окраски, где они покрываются краской черного цвета на олифе, лаком или эмалью.
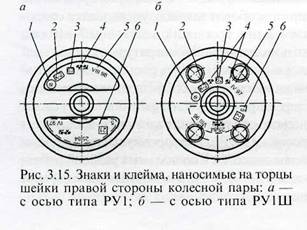
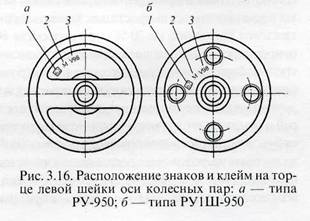
Окраске подлежат: колеса по всей поверхности, кроме поверхности катания у пассажирских и ободов у грузовых вагонов; подступичные и предподступичные части оси между лабиринтными кольцами и ступицами колес (после монтажа буксовых узлов); средняя часть оси. На каждой принятой колесной паре в холодном состоянии выбивают знаки маркировки и клеймения. На торце шейки правой стороны колесной пары наносят (рис. 3.15): 1 — знак формирования; 2 — клеймо ОТК; 3 — условный номер предприятия, сформировавшего колесную пару; 4 — приемочные клейма МПС; 5 — дата формирования; 6 — клейма, относящиеся к изготовлению оси. При монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар, знаки и клейма о производстве монтажа выбиваются на торце левой шейки оси (рис. 3.16): 1 — условный номер предприятия, производившего монтаж буксовых узлов; 2 — знак монтажа буксовых узлов; 3 — дата монтажа. При постановке редукторно-карданного привода генератора от торца шейки оси колесная пара подлежит полному освидетельствованию с нанесением клейма — букв РК и даты установки (месяц римской цифрой и две последние цифры года). Колесные пары, подвергшиеся динамической балансировке, имеют клеймо «Б», выбитое на ободе каждого колеса рядом с маркировкой. После опробования ступиц колес на сдвиг в сторону распрессовки на торце оси с правой стороны колесной пары выбивают знаки и клейма: две округленные буквы ФФ, номер завода или ВКМ, дату опробования на сдвиг, приемочные клейма МПС.
 Одним из важнейших преимуществ прессового соединения вагонных колес с осью является наличие контроля качества запрессовки путем анализа индикаторной диаграммы, что обеспечивает надежность работы колесной пары и безопасность движения поездов. Однако при прессовой посадке колес на оси обычно до 25—30 % напрессовок имеет несоответствие конечных усилий нормам или отклонение формы индикаторной диаграммы от допустимой. Кроме того, при прессовой посадке иногда возникают механические повреждения сопрягаемых поверхностей, снижающие усталостную прочность и надежность колесной пары, а также сдвиги колес с оси в процессе эксплуатации вагонов.
Одним из важнейших преимуществ прессового соединения вагонных колес с осью является наличие контроля качества запрессовки путем анализа индикаторной диаграммы, что обеспечивает надежность работы колесной пары и безопасность движения поездов. Однако при прессовой посадке колес на оси обычно до 25—30 % напрессовок имеет несоответствие конечных усилий нормам или отклонение формы индикаторной диаграммы от допустимой. Кроме того, при прессовой посадке иногда возникают механические повреждения сопрягаемых поверхностей, снижающие усталостную прочность и надежность колесной пары, а также сдвиги колес с оси в процессе эксплуатации вагонов.
С целью устранения перечисленных недостатков проводились исследования по применению тепловой посадки, при которой нагретую ступицу колеса, имеющую предварительный натяг, свободно надевают на ось, а после остывания колесо прочно соединяется с осью.
Источник



