
Егоркина одёжка
Блог по пошиву детской и женской одежды
суббота, 12 октября 2013 г.
Клеевые методы соединения деталей одежды.
Склеивание происходит за счёт расплавления клея помещённого между текстильным материалом под воздействием температуры и давления. При нагревании под давлением термопластичный клей переходит в вязкотекущее состояние, проникает в материал на некоторую глубину и при охлаждении скрепляет.
Виды синтетических полимеров:
1. полиамидные (для верхней одежды, подвергающейся химчистке);
2. полиэтиленовые (для одежды, подвергающейся стирке);
3. полиэфирные (выдерживающей химчистку и стирку при температуре до +60 градусов).
Виды клеевых материалов:
1. прокладочный— текстильная основа с нанесённым на неё термоклеевым покрытием.
Виды текстильных основ:
— ткани;
— трикотажные полотна;
— нетканые полотна волокнистого состава.
2. клеевая кромка— полоска ткани, полученная в результате разрезания кромочного материала. (ширина кромки 6-14 мм., основа кромки- мадополан, бязь, хлопок)
Клеевое покрытие сплошное полиамидное.
3. клеевая нитка— мононить 0,2-0,5 мм. из сополиамида. Используется в шпульке и при ВТО (влажно- тепловая обработка) скрепляет участки.
4. клеевая паутинка— клеевой нетканый материал, изготовленный из расплава полимера методом аэродинамичного формирования.
Изготовлен в виде полотна шириной 90 см. и может нарезаться лентами различной ширины. Прокладывают в швы и при ВТО скрепляет.
5. клеевая сетка— сетка из клеевых нитей с ячейками различной формы и размеров.
Назначение- скрепление и придание формоустойчивости.
6. клеевая плёнка— плёнка из различных полимеров для склеивания и аппликаций.
7. клеевые порошки, пасты и композиции для получение термоклеевых прокладочных материалов и непосредственного склеивания или промазывания деталей.
В пошиве одежды при помощи клеевых соединений закрепляют края и срезы деталей, придают формоустойчивость, предохраняют от растяжения и осыпания, прикрепляют аппликации и вышивки, а также соединят поверхности и подгибая срезы закрепляют.
Источник
Электронная библиотека
Клеевое соединение – неразъемное соединение элементов конструкций с помощью клея, образующего между ними тонкую прослойку (клеевой шов).
Клеевые соединения получили в последние годы широкое распространение во многих отраслях машиностроения благодаря появлению клеящих материалов (конструкционных клеев) на основе синтетических полимеров, которые обладают высокой податливостью и благодаря этому обеспечивают склеивание практически всех материалов промышленного значения (сталей, сплавов, меди, серебра, древесины, пластиков, фарфора, тканей, кожи и многих других). Еще одно их достоинство состоит в возможности склеивания металлов и неметаллов. Благодаря этому клеевые соединения используют для производства новых материалов в форме слоистых листов (металлических листов с пластмассовым покрытием или пластмасс с покрытием из металла и т. д.).
Иногда склеивание представляет собой единственный способ соединения разнородных материалов в ответственных конструкциях. Клеевые соединения позволяют реализовать новые конструкции (слоистые, сотовые и др.), которые не могут быть выполнены с помощью соединений других типов.
Применение клеев в металлических конструкциях позволяет надежно и прочно соединять разнородные металлы разной толщины, исключать более дорогие заклепочные, сварные и болтовые соединения.
Клеевые швы не ослабляют металл, как при сварке или сверлении отверстий под болты, они не подвержены коррозии и часто герметичны без дополнительного уплотнения.
Области и объемы применения силовых клеевых соединений непрерывно растут. Современные самолеты имеют до 500 м 2 , а аэробусы до 1500 м 2 силовых клеевых соединений (металлических и слоистых неметаллических конструкций).
Клеевые соединения превосходят заклепочные и сварные соединения при работе на срез благодаря сравнительно полному использованию площади сопряжения соединяемых деталей.
Основными недостатками клеевых соединений является:
· старение со временем, вызывающее существенное снижение прочности;
· невысокая теплостойкость (рабочая температура обычно не выше 300 °С), обусловленная органической природой клеев;
· потребность сложной оснастки для изготовления конструкций сложного профиля;
· необходимость тщательной подготовки поверхности под склеивание.
Процесс склеивания содержит следующие операции:
· превращение клеящего вещества в состояние, пригодное для нанесения на поверхность склеиваемого материала (расплавление, приготовление клеящей пленки и т. д.);
· подготовка поверхности склеиваемых материалов (придание шероховатости, различные виды химической или физико-химической обработки);
· нанесение клеящего вещества;
превращение клеящего вещества в клеевой слой, соединяющий материалы при
· соответствующих температуре, давлении и времени выдержки;
· испытание соединения на надежность.
Применение в промышленности получают клеи, обладающие коррозионной неактивностью, нетоксичностью, грибо-, водо- и атмосферостойкие с высоким сопротивлением старению и способностью к длительному хранению (табл. 4.3).
Клеевые соединения конструктивно подобны сварным и в особенности паяным соединениям. Прочность соединений пропорциональна площади склеивания. В нахлесточном соединении большее повышение прочности можно получить за счет увеличения ширины нахлестки, нежели ее длины (из-за неравномерного распределения нагрузки по длине соединения). Благоприятное влияние на прочность соединений оказывают скосы кромок листов и накладки.
При проектировании клеевых соединений следует иметь в виду, что клеевые швы обладают обычно достаточно большой прочностью при сдвиге и невысокой прочностью при «отдире» (изгибе шва). Прочность при сдвиге нахлесточных соединений с различными клеями после двухмесячной выдержки составляет 10 – 33 МПа (табл. 4.4).
Механизм процесса склеивания изучен недостаточно. Установлено, что клеящие свойства полимеров зависят от строения макромолекул, условий образования пленки и ее физико-химических свойств, подготовки поверхности, природы склеиваемого материала и многого другого. Так, при склеивании одним и тем же клеем различных металлов прочность соединений оказывается различной. Например, предел прочности при сдвиге соединений на эпоксидном клее для сталей составляет 34 МПа, а для дуралюмина 21 МПа. Поэтому задачи конструирования и сборки (технологии) связаны между собой и рассматриваются комплексно.
Таблица 4.3 Механические характеристики клеевых соединений и области применения клеев
Источник
Технология. 6 класс
Конспект урока
Технология, 6 класс
Урок 16. Технологии соединения деталей с помощью клея
Перечень вопросов, рассматриваемых на уроке
- Урок знакомит с технологиями соединения деталей с помощью клея.
Клеи – это природные или синтетические вещества, обладающие способностью соединять различные материалы.
Цементные растворы – это растворы для кладки кирпича из цемента и песка.
Цементно – известковые растворы для кладки состоят из цемента, песка и известкового раствора.
Цементно – песчаную смесь используют для монтажа плитки, добавляя в неё казеиновый клей или клей ПВА.
Смесь глины с песком используется при кладке каминов и печей.
Дюбель – гвозди используются для закрепления металлических конструкций к бетонным и каменным стенам.
Основная и дополнительная литература по теме урока
- Технология. 6 класс: учеб. пособие для общеобразовательных организаций / В. М. Казакевич, Г. В. Пичугина, Г. Ю. Семенова и др.; под ред. В. М. Казакевича. – М.: Просвещение, 2017.
Теоретический материал для самостоятельного изучения.
Чтобы сложить любое изделие из деталей в конструкцию, их нужно определенным образом соединить между собой. Применяют разные способы соединений. Многие из них ты знаешь. Сегодня на уроке мы обсудим один из распространенных способов соединения деталей в столярном деле – склеивание. Клеевые соединения повышают прочность и долговечность соединяемых элементов, дают возможность соединять как тонкие заготовки, так и щиты больших размеров. Склеивание является одним из самых простых и доступных способов неразъемного соединения материалов. Детали из строительных и отделочных материалов соединяются с помощью клеящих составов, содержащих цемент и песок, иногда – известь.
Склеивание является одним из самых простых и доступных способов неразъемного соединения материалов. Клеевые соединения повышают прочность и долговечность соединяемых элементов, дают возможность соединять как тонкие заготовки, так и детали больших размеров.
Клеи – природные или синтетические вещества, обладающие способностью соединять различные материалы.
Детали из строительных и отделочных материалов соединяются с помощью клеящих составов, содержащих цемент и песок, иногда – известь. Эти составы называют растворами.
Примеры и разбор решения заданий тренировочного модуля
Задание 1. Зачеркните неправильный ответ. Во время работы с клеем необходимо:
использовать подкладную доску
размазывать клей пальцем
беречь глаза и другие части тела от попадания на них клея
размазывать клей пальцем
Задание 2. Установите соответствие между видом клея и его характеристикой.
используется для иконописи
Рыбий костный клей
изготавливается из отходов кожевенной промышленности
при загустевании растворяется водой
при загустевании растворяется водой
Рыбий костный клей
используется для иконописи
изготавливается из отходов кожевенной промышленности
Источник
Клеевой способ соединения материала




§ 94. Клеевые соединения
Клеевое соединение — неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев.
Соединение материалов склеиванием находит все более широкое применение. Соединения, полученные склеиванием, обладают достаточной герметичностью, водо-масло-стойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом.
К недостаткам клеевых соединений относятся: незначительная тепловая стойкость
(при температуре выше +90°С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
Надежное соединение деталей малой толщины, как правило, возможно только склеиванием.
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки и т. п.
Наиболее распространенные клеевые соединения показаны на рис. 364, а — в.
Существуют различные виды клеев. Наиболее известен клей БФ, выпускаемый под марками Бф-2, Бф-4, Бф-6 и др.
Универсальный клей Бф-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 80°С. Этот клей применяют для заделки трещин в неответственных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др.
Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде, берегут от попадания воды. Огнеопасен.
Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится «до отлипа», при температуре 20 -60°С в течение 50 — 60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 140 — 150°С в течение 30 — 60 мин при давлении 10 — 20 кгс/см 2 .
Клеи Бф-4 и БФ-6 применяют для получения эластичного шва (на деталях из тканей, резины, фетра). Они имеют небольшую прочность по сравнению с другими клеями.
Клей ВС-ЮТ применяется для склеивания деталей, длительное время работающих при температуре до 300°С. Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действуют керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей.
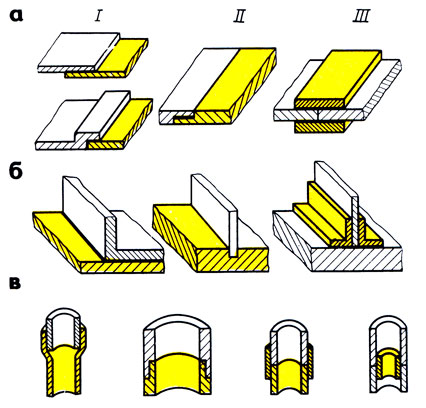
Рис. 364. Рекомендуемые конструктивные формы клеевых соединений: а — плоскостные, б — тавровые, в — цилиндрические; I — нахлесточные соединения, II — врезные (шпунтовые), III — стыковые
Клей ВС-ЮТ выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение 6 месяцев (сохраняет клеящие свойства).
Клей ВС-ЮТ наносится в жидком виде в 1 — 2 слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой: детали соединяют и сушат при температуре 140-180°С в течение 1-2 ч при давлении 0,5 — 2,0 кгс/см 2 .
Карбинольный клей может быть в жидком или пастообразном состоянии (с наполнителем). Основа этого клея — сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3 — 5 ч после приготовления. Механическая прочность швов, выполненных карбинольным клеем, сохраняется при температуре до 60°С.
Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ.
Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарфора, пористых материалов, для заделки трещин, отверстий и т. д. Недостатком этих клеевых соединений является низкая стойкость против высокой температуры.
Бакелитовый лак — раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140 -160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления.
Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком.
Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18 — 20°С. Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отвердитель — полиэтилен-полиамин (примерно 10 весовых частей на 100 весовых частей эпоксидной смолы), дибутилфталат (10-15 весовых частей на 100 весовых частей эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва.
Термостойкие клеи. Применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-32-200 применяют для склеивания из металлов и неметаллических материалов деталей, работающих непрерывно до 300 ч при 200° С и до 20 ч при 300°С. Клей наносят в два слоя. После нанесения первого слоя выдерживают 15 — 20 мин при 20°С, после нанесения второго слоя — 15 — 20 мин при 20°С и 90 мин при 65°С.
Материалы, соединяемые клеем ВК-32-200, могут работать в интервале температур от 60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50°С), без заметных снижений прочности соединения.
Термостойкие клеи на основе кремнийорганических смол предназначены для склеивания металлических и неметаллических материалов. Клей ИП-9 применяют при склеивании металлов и неметаллов. Этот клей образует швы небольшой прочности, но обеспечивает высокую термостойкость, водостойкость и герметичность.
Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300°С.
Клей БфК-9 применяют для соединения металлов с неметаллами, обладает высокой термостойкостью. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20°С и 15 мин при температуре 60°С. Затем наносят второй слой и просушивают в течение того же времени.
Технологический процесс клеевого соединения деталей независимо от конструкции его, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию — взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости; нанесение клея кистью, шпателем, пульверизатором; выдержка после нанесения клея, время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и выше; затвердевание клея (используют печи с обогревом газами, горелка, установки с электронагревателями, установки т. в. ч. и др.); температурный режим колеблется от 25 до 250°С и выше; контроль качества клеевых соединений (ультразвуковые установки, через лупу, контроль подготовленных образцов).
Основной дефект, который часто имеет место при склеивании, так называемый «непроклей» (участки, на которых не осуществилось соединение склеиванием).
Причины непрочности клеевых соединений: плохая очистка склеиваемых поверхностей; неравномерное нанесение слоя на склеиваемые поверхности, отдельные участки поверхности клеем не смазаны или смазаны густо;
затвердевание нанесенного на поверхности клея до их соединения;
недостаточное давление на соединяемые части склеиваемых деталей;
неправильный температурный режим и недостаточное время сушки соединенных частей.
Источник



