
Классификация методов контроля качества




![]()
![]()
Классификационная группировка контроля по определенному признаку называется видом контроля. Классификация основных видов контроля качества продукции представлена в таблице 1 и схеме, показанной на рисунке 1.
Таблица 1 – Виды контроля
| Признак классификации | Вид контроля |
| Стадия технического контроля | Контроль опытного образца, производственный контроль, контроль при эксплуатации |
| Стадия производственного процесса | Входной, операционный, контроль качества готовой продукции, транспортирования, хранения |
| Вид воздействия | Разрушающий, неразрушающий |
| Объем контролируемой продукции | Сплошной, выборочный |
| Цель контроля | Приемочный. Управление качеством продукции |
| Характер контроля | Инспекционный, летучий |
| Принимаемое решение | Активный, пассивный |
| Применение средств контроля | Органолептический, визуальный, инструментальный |
| Характер поступления продукции на контроль | Партиями, непрерывный |
| Контролируемый параметр | По количественному признаку, по качественному признаку, по альтернативному признаку |
| Степень участия оператора в контроле | Ручной, автоматизированный |
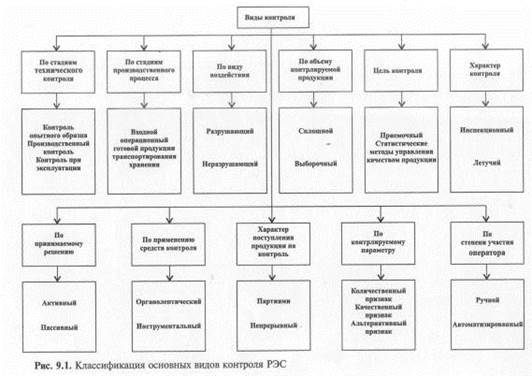
Рисунок1 – Классификация основных видов контроля
В зависимости от технической сложности контролируемых изделийразличают:
ü сплошной контроль, при котором контролируется каждая единица продукции (например, проверка качества функционирования бортовой радиолокационной станции самолета, компьютерной техники, систем управления и т.п.),
ü выборочный, при котором решение о качестве контролируемой продукции принимается по результатам проверки одной или нескольких выборок из большой партии продукции (микросхем, резисторов, трансформаторов, плат, приборных корпусов, штампованных или пластмассовых литых деталей и т.д.), т.е. это контроль части продукции, результаты проверки которой распространяются на всю партию,
ü статистический контроль – предупредительный – проводится по всему технологическому процессу с целью предупреждения возникновения брака.
Приемку по качеству проводят на складе получателя. Вид контроля – сплошной или выборочный – устанавливается стандартами.
В случае несоответствия изделий выборки требованиям нормативно-технической документации отбирают повторную выборку и удвоенном размере. При отклонении изделий повторной выборки от требований НТД вызывают представителя изготовителя, а при его неявке – эксперта бюро товарных экспертиз.
По результатам проверки составляют акт о фактическом качестве и комплектности товаров, на основании которого предъявляют претензии изготовителю.
В зависимости от возможностей дальнейшего использования проконтролированной продукцииметоды контроля подразделяются на:
Разрушающий контроль применяется для оценки показателей качества материалов, деталей, сборочных единиц и изделий в целом. Этими методами пользуются, например, при испытаниях изделий на надежность (проверка причин отказов). После проведения разрушающего контроля продукция считается непригодной для дальнейшего использования по назначению.
Неразрушающий контроль осуществляется такими методами, которые не оказывают влияния на работоспособность изделия (например, электрических параметров, цветовых, звуковых параметров и качества изображения телевизоров, проверка качества компьютерной техники и т.п.). Поэтому после проведения неразрушающего контроля изделие считается, в случае положительных результатов, годным к эксплуатации.
По цели контроля различают:
ü приемочный контроль продукции (не обязательно готовой), по результатам которого принимается решение о ее пригодности к поставкам или к использованию,
ü и контроль технологических процессов на соответствие качества выпускаемой продукции заданным техническим требованиям.
Последний вид контроля включает в себя задачи статистического контроля технологических процессов производства.
Источник
Классификация видов контроля качества. Классификация, учет и анализ брака продукции
![]()
![]()
В зависимости от характерапроизводства и требований к качеству продукции различают следующие виды контроля:
— групповой – по группе смежных операций, связанных с полной или частичной обработкой продукта (изделия);
— пооперационный контроль соблюдения технологического процесса в производстве большой сложности и точности.
В зависимости от объема контролируемого материала различают контроль:
— выборочный– контролируется некоторое количество продукции, отбираемое в качестве представителей, решение о качестве продукции всей совокупности (партии) принимается на основе результатов контроля выборки из партии;
— сплошной – осуществляемый над каждым продуктом (контролируются все единицы изделия).
Выборочный контроль, процедуры и правила которого основаны на законах математической статистики, называется статистическим контролем качества продукции.
По цели контроля различают контроль качества продукции для определения её годности и приемки – приёмочный контроль.
В зависимости от места контроля качества продукции в процессе её изготовления различают:
входной контроль – необходим в производствах, где качество готовой продукции существенно зависит от качества исходных материалов;
операционный контроль – своевременное выявление брака наоперациях позволяет исключитьпропуск его потребителю;
контроль готовой продукции;
контроль транспортирования и хранения продукции на предприятии и др.
В зависимости от характера принимаемых решений различают активный и пассивный контроль. При активном контроле принимаются решения по улучшению качества продукции, а при пассивном контроле фиксируется только брак.
В зависимости от контролируемого параметра различают:
— контроль по количественному признаку (решение о контролируемой совокупности принимают в зависимости от определенных показателей),
— по качественному признаку (каждую проверенную единицу продукции относят к определенной группе, а решение о контролируемой совокупности принимают в зависимости от соотношения количеств её единиц, оказавшихся в разных группах) и
— по альтернативному признаку (совокупность контролируемой продукции состоит из двух групп: дефектной и годной, решение принимается в зависимости от числа обнаруженных дефектных единиц или дефектов, приходящихся на определенное число единиц продукции.
В зависимости от применяемых средств контроля различают контроль: визуальный, органолептический и инструментальный.
По характеру поступления продукции на контроль различают непрерывный контроль (на конвейере, в потоке) и контроль партий продукции.
В зависимости от возможности использованияпроконтролированной продукции различают разрушающий и неразрушающий контроль. Разрушающий контроль делает продукцию непригодной к дальнейшему использованию и, как правило, связан со значительными затратами; более предпочтительным является неразрушающий контроль, основанный на результатах косвенных наблюдений, а также на применении средств рентгеновской и инфракрасной техники, электроники и т.д.
По стадиям жизненного цикла изделия(продукта) контроль делят на контроль проектирования новых изделий, контроль производства и реализации продукции и контроль эксплуатации или потребления.
В зависимости отобъектов контроля классифицируют контроль на: контроль предметов труда, средств производства, технологии, труда исполнителей, условий труда.
По времени исполнения – на непрерывный и периодический.
По степени механизации и автоматизации – ручной контроль, механизированный, автоматизированный, автоматический, активный и пассивный.
По исполнителям: самоконтроль, контроль мастеров, контроль ОТК, инспекционный контроль, одноступенчатый и многоступенчатый контроль.
В случаях, когда невозможно или затруднительно использовать более объективные методы контроля, применяют экспертный метод контроля.
В последние годы широкое применение получил внутрифирменный контроль качества продукции, который получил название тотального контроля. Особенности этого метода контроля:
— перенос полномочий контроля качества высшего звена управления на уровень низшего;

— развитие движения в рамках малых коллективов под названием «кружки качества»,
— стремление к признанию на рынке на основе приоритета требований клиента,
— постепенное развитие на основе изучения прошлого опыта.
Классификация видов контроля качества представлена в ГОСТ 16504-81. Методом контроля называют совокупность правил применения определенных принципов для осуществления контроля.
К методам контроля относят: внешний осмотр, проверку размеров, механических и физических свойств, проверку на экологическую чистоту, а также последовательность операций при контроле.
При выборе метода анализа критериями его оценки служат: чувствительность и точность определения. Кроме того, учитывается и количество времени, затрачиваемое на выполнение анализа, оперативность, простота исполнения, наличие соответствующего оборудования, воспроизводимость результатов контроля и др.
Техническим контролем называется проверка соответствия изделия установленным техническим требованиям. Объектами технического контроля являются: продукция, процессы её создания, применения, транспортирования, хранения, технического обслуживания и ремонта, техническая документация. Объектами контроля в процессе производства являются: сырье, материалы, полуфабрикаты, комплектующие, заготовки, полуфабрикаты, составные части изделия, готовые изделия (продукция), технологические процессы, технологическое оборудование, конструкторская и технологическая документация, средства контроля.
В процедуру контроля качества могут входить операции измерения, анализа, испытания.
Классификация, учёт и анализ брака и рекламаций. Брак– продукция, непригодная для удовлетворения потребности в соответствии с назначением. Критерием брака является недопустимое отклонение свойств (параметров) продукции от требований нормативной документации. Забракованная продукция не имеет потребительской стоимости и не может быть товаром. Причина брака – прежде всего недобросовестный труд. Брак возникает в результате нарушений нормативных требований, ошибок конструкторов и технологов, некомпетентных решений администрации, нарушений технологической и производственной дисциплины, неудовлетворительного выполнения контрольных операций.
Дефект – это каждое отдельное несоответствие продукции установленным требованиям, дефекты бывают явными (выявление которых регламентировано соответствующей документацией) и скрытыми (выявление которых документацией не предусмотрено).
По характеру дефекты могут быть исправимыми и неисправимыми.
Исправимым браком считают продукт с такими дефектами, устранение которых технически возможно и экономически целесообразно, что позволяет использовать его по прямому назначению без снижения требований к качеству. Исправление дефектов ведет к удорожанию стоимости продукции.
Неисправимый брак является для предприятия прямым экономическим ущербом, потерями труда и материально-технических ресурсов. Весь выявленный брак помечается клеймом, изымается и передается в склад-изолятор, затем на утилизацию.
Кроме того, различают брак внутризаводской (выявленный в ходе производственного процесса) и внешний (обнаруженный в процессе реализации за пределами завода). Если брак обнаруживается у потребителя, на предприятие поступает рекламация. Предприятие проверяет обоснованность рекламации, бракованную продукцию заменяют годной, возмещая покупателю убытки.
По причинам различают брак, допущенный:
при нарушении технологической дисциплины,
ошибок в технической документации,
работы на неисправном или неправильно налаженном оборудовании,
дефектов в исходном сырье,
пропуска дефектов ОТК при контрольных операциях и др.
По виновникам различают брак, допущенный по вине рабочего-оператора, рабочего-наладчика оборудования, отделов главного технолога, конструктора, главного механика, ОТК.
Появление дефектов на любой стадии требует немедленного установления места и причин их возникновения с целью оперативного решения вопроса о приостановке выпуска дефектной продукции, определения способа возмещения потерь от брака и устранения его причины.
Для своевременного выявления причин брака необходим анализ контроля качества исходного сырья, эффективности работы оборудования, соблюдения технологических режимов, условий и сроков хранения готовой продукции и др. Анализ брака и рекламаций производится в разрезе отдельных причин, виновников и видов, при этом фиксируются: процент брака по заводу и подразделениям, а также
потери в нормо-часах и денежном выражении.
Абсолютный размер брака представляет собой сумму затрат на окончательно забракованную продукцию и расходов на исправление исправимого брака. Абсолютный размер потерь от брака получают путем вычитания из абсолютного размера брака стоимости брака по цене использования, суммы удержаний с виновников брака и суммы взысканий с поставщиков за поставку некачественных материалов. Относительные показатели брака и потерь от брака рассчитываются как процентное отношение абсолютного размера брака или потерь от брака к производственной себестоимости товарной продукции.
К методам контроля и анализа дефектов (брака) относят:
— Расслоение – группируют данные в зависимости от условий их получения, производят обработку каждой группы данных в отдельности;
— Причинно-следственная диаграмма (диаграмма Исикавы, характеризующая зависимость между характеристиками качества и параметрами процесса (факторами производства, влияющими на качество);
— Диаграмма Парето используется, когда необходимо выявить причины брака, имеющие наибольшую долю, чтобы выработать меры по первоочередному устранению этих причин, строится в виде столбчатого графика, высота столбика соответствует доле фактора в общей величине потерь (дефектов);
— Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период данным, которые разбиваются на несколько интервалов, число данных, попадающих в каждый из интервалов, выражается высотой столбика;
— Диаграмма разброса используется для выявления зависимости одних показателей от других, например, между показателями качества и основными факторами производства при анализе причинно-следственной диаграммы.
— Контрольные карты используются для статистического регулирования хода технологического процесса.
Источник



