
Классификация способов восстановления деталей машин
В структуре себестоимости капитального ремонта машин 60…70 % затрат приходится на стоимость запасных частей. В то же время себестоимость восстановления большинства деталей не превышает 25…40 % цены новой детали. В настоящее время разработаны прогрессивные технологии восстановления, которые помимо восстановления, упрочняют ее, значительно повышая износостойкость. Восстановление изношенных деталей является одним из основных путей экономии материально-сырьевых и энергетических ресурсов, решения экологических проблем, так как затраты энергии, металлов и других материалов в 25…30 раз меньше, чем затраты при изготовлении новых деталей. При переплавке изношенных деталей безвозвратно теряется до 30 % металла.
Восстановление изношенных деталей позволяет значительно снизить затраты на ремонт техники и поэтому является приоритетным вопросом в развитии системы технического обслуживания и ремонта машин.
Восстановление детали – комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией.
Способы восстановления условно делят на две категории: способы наращивания и способы обработки.
В зависимости от физической сущности процессов, технологических и других признаков существующие способы делятся на десять групп (табл. 1).
Слесарно-механической обработкой устраняют следы износа и восстанавливают форму детали. При этом размеры после обработки отличаются от номинальных. Для обеспечения необходимой посадки применяют сопрягаемые детали с измененными параметрами или ставят компенсатор износа (кольца, бандажи, втулки, резьбовые спиральные вставки и т. д.).
Таблица 1. Способы восстановления деталей
| Номер группы | Группа способов | Способ |
| 1 | Слесарномеханическая обработка |
|
| 2 | Пластическое деформирование |
|
| 3 | Нанесение полимерных материалов |
|
| 4 | Ручная сварка и наплавка |
|
| 5 | Механизированная дуговая сварка и наплавка |
|
| 6 | Механизированные бездуговые способы сварки и наплавки |
|
| 7 | Газотермическое напыление (металлизация) |
|
| 8 | Гальванические и химические покрытия |
|
| 9 | Термическая и химикотермическая обработка |
|
| 10 | Другие способы |
|
Способы восстановления пластическим деформированием основаны на свойстве пластичности металлов. При пластическом деформировании металл детали перераспределяется от нерабочих участков детали к рабочим, благодаря чему восстанавливаются размеры изношенных поверхностей. Объем детали остается постоянным. К достоинствам следует отнести следующее: не требуется присадочный материал, простота способов, относительно высокая производительность. К недостаткам относятся: необходимость термической обработки черных металлов, изменение линейных размеров (например, поршневой палец после раздачи укорачивается).
Технология восстановления деталей полимерными материалами отличается простотой и доступностью (используют в полевых условиях), низкой себестоимостью, высокой производительностью и хорошим качеством. Долговечность посадочных мест подшипников после восстановления полимерными материалами многократно повышается.
Способы ручной сварки и наплавки получили широкое применение благодаря простоте и возможности выполнения процесса в труднодоступных местах. К недостаткам относятся: низкая производительность, материалоемкость и не всегда обеспечивается высокое качество.
Механизированные способы сварки и наплавки могут быть автоматическими и полуавтоматическими. Большинство этих способов обеспечивают высокие производительность и качество.
При дуговых способах источником теплоты для плавления присадочного материала и поверхности детали является теплота электрической дуги. При бездуговых способах таким источником служат потери от вихревых токов (ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная приварка), теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы получили наибольшее применение (75…80 % общего объема восстановления). Их недостатки – термическое воздействие на основной металл, в том числе на невосстанавливаемые поверхности, деформация деталей, значительные припуски на механическую обработку. Применение большинства из этих способов целесообразно для восстановления сильноизношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок) с помощью сжатого воздуха распыляется и наносится на подготовленную поверхность детали. Способы напыления различают в зависимости от источника теплоты: дуговое – теплота электрической дуги, газопламенное – теплота газового пламени и т. д. Напыляют металлы, полимеры и др. При напылении металла процесс называют металлизацией. Большинство способов напыления характеризуется высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку. Серьезный недостаток напыления – низкая сцепляемость покрытий с основой. Для ее повышения применяют нанесение специального подслоя, последующее оплавление и др.
В основе гальванических способов лежит явление электролиза. Их различают по виду осаждаемого металла, роду используемого тока, способу осаждения и др. Гальванические способы высокопроизводительны, не оказывают термического воздействия на деталь, позволяют точно регулировать толщину покрытий и свести к минимуму или вовсе исключить механическую обработку, обеспечивают высокое качество покрытий при дешевых исходных материалах. Такие способы применяют для восстановления малоизношенных деталей. Недостатки гальванопокрытия – многооперационность, сложность и экологическая вредность технологии.
Термическую обработку применяют для упрочнения и восстановления физико-механических свойств деталей (упругости пружин и др.). При химикотермических способах происходит диффузное насыщение поверхности детали тугоплавкими металлами (хромом, титаном и др.) при некотором изменении размеров. Эти способы применяют для восстановления и повышения износостойкости малоизношенных деталей (плунжеров и др.).
На рис. 1 показано распределение способов при восстановлении изношенных деталей машин.
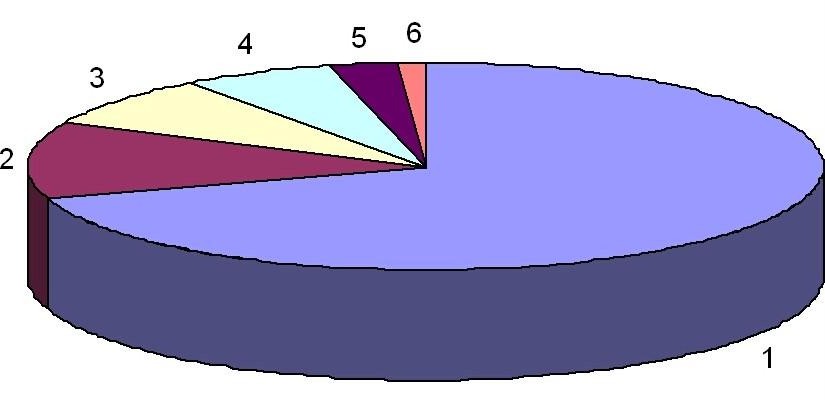
Рис. 1. Распределение способов при восстановлении изношенных деталей машин: 1 – наплавка и сварка (70 %); 2 – ремонтные размеры (12 %); – электролитические покрытия (8 %); 4 – полимерные материалы (6 %); 5 – установка дополнительной ремонтной детали (3 %); 6 – поверхностнопластическое деформирование (1 %)
Как следует из рис. 1 более 70 % изношенных деталей восстанавливается наплавкой и сваркой. Поэтому различные способы сварки и наплавки более подробно рассмотрены в следующей главе.
Источник
Классификация способов восстановления деталей.
Восстановление детали — комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией.
Дефект — каждое отдельное несоответствие продукции установленным требованиям.
Дефектная деталь — деталь, показатели качества которой имеют недопустимые отклонения от требований нормативно-технической документации по ремонту. Деталь, подлежащая восстановлению, — дефектная деталь, устранение дефектов которой технически возможно и экономически целесообразно.
Устранить одни и те же дефекты возможно различными способами, например изношенные места могут быть отремонтированы хромированием, металлизацией, наплавкой, механической обработкой и другими способами, и наоборот, — один и тот же способ ремонта может быть применен для устранения разных дефектов. Например, сварка применима для восстановления изношенных участков детали, заварки трещин, наплавки резьбы и др.
Вследствие этого целесообразно дать общую классификацию способов ремонта, не связывая их с характером дефектов.
1. Способы механической обработки:
а) под новый размер (отличный от номинального): индивидуальный (подгонкой); ремонтный;
б) под номинальный (первоначальный) размер: добавочными ремонтными деталями (ДР); заменой части детали; смещением осей обрабатываемых поверхностей в новое положение.
2. Способы слесарно-механической обработки припиловкой, притиркой, шабровкой, постановкой заплат, штифтовкой и склеиванием.
3. Способы ремонта деталей давлением: раздачей, осадкой, обжатием, вдавливанием, правкой и накаткой.
4. Наплавка и сварка (газовой, электродуговой при постоянном и переменном токе, автоматической под слоем флюса, электроимпульсной наплавкой и пайкой).
5. Металлизация (газовая, электрометаллизация высокочастотная плазменная).
6. Способы электролитического наращивания (хромированием, осталиванием, меднением, химическим никелированием).
7. Перезаливка антифрикционными сплавами (баббитом и свинцовистой бронзой).
Наиболее широкое применение при восстановлении автомобильных детален получили различные виды слесарно-механической обработки. К ним относятся собственно слесарная обработка, механическая обработка, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей. Постановка дополнительных ремонтных деталей обеспечивает восстановление изношенных поверхностей до размеров новых деталей.
Пластическое деформирование как способ восстановления основан на использовании пластических свойств материала деталей. Этим способом восстанавливают не только размеры деталей, но также их форму и физико-механические свойства. В зависимости от конструкции деталей применяют такие виды пластической деформации, как осадку, раздачу, обжатие, вытяжку, накатку, правку и др.
Сварка и наплавкаявляются самыми распространенными способа восстановления деталей. Сварку применяют при устранении механических повреждений на деталях(трещины, пробоины т. п.), а наплавку — для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных предприятиях применяют как ручные, так и механизированные способы сварки и наплавки. Среди механизированных способов наплавки наибольшее применение нашли: автоматическая электродуговая наплавка под флюсом и в среде защитных газов, вибродуговая и электроконтактная наплавка. В настоящее время при восстановлении деталей применяют такие перспективные способы сварки, как лазерная и плазменная.
Пайкав авторемонтном производстве широко применяется при восстановлении герметичности в полых деталях, при устранении механических повреждений, а также как способ компенсации износа деталей.
Напыление как способ восстановления деталей основано на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают виды напыления: электродуговое, газопламенное, высокочастотное, плазменное, детонационное и ионноплазменное.
Восстановление деталей нанесением гальванических и химических покрытийосновано на осаждении металла на поверхности деталей из растворов солей гальваническим или химическим методом. Гальванические и химические процессы применяют при восстановлении изношенных поверхностей деталей, а также для защиты их от коррозии. В целях компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Для защиты: деталей от коррозии применяют гальванические процессы: хромирование, никелирование, цинкование, кадмирование, а также химические процессы: оксидирование и фосфатирование.
Синтетические материалы(пластмассы) применяют для компенсации износа деталей, работающих в условиях неподвижных посадок, а также при устранении механические повреждений (трещин, пробоин) в корпусных деталях.
9.Организация труда при выполнении ТО и ТР автомобилей метод специализированных бригад.
На крупных и средних АТП организуются специализированные бригады, выполняющие определенные виды технического обслуживания или ремонта подвижного состава. Наиболее часто специализированные бригады организуются для выполнения ЕО и ТО. При техническом обслуживании ТО-2 в большинстве случаев выполняется определенный объем текущих ремонтов. В состав бригад по ТО-2 входят слесари, регулировщики, смазчики и электрики. За ними могут также закрепляться рабочие производственно-вспомогательных цехов. В этом случае некоторые контрольно-регулировочные и ремонтные работы могут выполняться со снятием агрегатов, узлов или приборов с автомобиля и направлением их для соответствующих работ в цехи. В специализированных бригадах осуществляется максимальное разделение труда, при котором каждый рабочий выполняет определенные работы.
Получил применение оперативно-постовой метод выполнения ТО-2 на специализированных постах, при котором автомобиль в течение определенного периода времени постепенно проходит специализированные посты и в результате выполняется полный объем работ по ТО-2.
Большое значение для обеспечения своевременного выпуска автомобилей на линию имеет организация труда специализированных бригад по текущему ремонту автомобилей. Они состоят в основном из слесарей. Иногда к ним прикрепляют рабочих производственно-вспомогательных цехов. Основная задача таких бригад — быстрое устранение неисправностей и поломок автомобилей. Бригады по текущему ремонту должны работать круглосуточно (несколько бригад работает посменно) с наибольшей производительностью труда в ночные часы. Метод специализированных бригад, предусматривающий формирование по признакам специализации и технического воздействия на автомобиль состоит в том, что создаются бригады, на каждую из которых в зависимости от объемов работ планируются определенное количество рабочих необходимых специальностей
Источник



