Химико-технологическая система (ХТС) многоассортиментного производства — это упорядоченная последовательность технологических процессов производства одного или нескольких целевых или промежуточных продуктов и множество технологических аппаратов с системой материальных и энергетических связей между ними, необходимое и достаточное для производства этого продукта.
По режиму функционирования различают ХТС периодического действия, непрерывного действия, а также смешанного типа, когда в пределах одной ХТС содержатся аппараты периодического и непрерывного или периодического и полунепрерывного действия.
Наибольшее распространение в многоассортиментных производствах нашли системы, содержащие аппараты только периодического действия или оборудование периодического и полунепрерывного действия. Традиционно принято считать непрерывные процессы более прогрессивными, главным образом, потому, что они более производительны. Действительно, периодическому способу организации технологических процессов свойственны такие недостатки, как большое число вспомогательных операций, низкий коэффициент использования основного оборудования, обусловленный несогласованностью функционирования взаимодействующих аппаратурных стадий химико-технологической системы. Однако периодические процессы имеют и преимущества перед непрерывными:
относительная независимость отдельных технологических стадий, их пространственная и временная обособленность;
возможность промежуточной, постадийной корректировки технологических параметров, и, следовательно, возможность управления качеством промежуточных продуктов;
инвариантность технологических стадий относительно аппаратурного оформления, т.е. возможность реализации данной стадии в аппаратах разных типов, различающихся конструктивно, и использования одного и того же аппарата для разных стадий процесса;
отсутствие «жестких» материальных и энергетических связей между отдельными аппаратурными стадиями;
относительная простота проектирования и эксплуатации химико-технологических систем периодического действия.
Такие свойства, как обособленность аппаратурных стадий, инвариантность технологических стадий относительно аппаратурного оформления и отсутствие «жестких» связей между стадиями, присущие системам периодического действия, являются предпосылками для организации производства по принципу гибких автоматизированных производственных систем.
Замена периодических процессов непрерывными в производствах малотоннажной химии не всегда оказывается целесообразной, а иногда настолько трудно реализуется практически, что от нее приходится отказаться. Причиной устойчивой тенденции к сохранению периодического способа организации технологических процессов, кроме непостоянства ассортимента продукции, видов сырья и самих технологических процессов, являются также трудности технологического порядка и экономические соображения.
По числу продуктов системы периодического действия делятся на однопродуктовые, называемые также индивидуальными, и многопродуктовые, а по числу стадий — на одностадийные и многостадийные. Многопродуктовые системы, в свою очередь, делятся на совмещенные и гибкие.
Однопродуктовым (индивидуальным) ХТС соответствует единственный многостадийный технологический процесс, в результате которого может быть получен один или несколько целевых продуктов.
Многопродуктовые системы предназначены для выпуска множества последовательно или одновременно производимых продуктов.
Совмещенные ХТС ориентированы на множество последовательно реализуемых, различающихся между собой, многостадийных технологических процессов. Они характеризуются неизменностью технологической структуры.
Понятие структура ХТС обозначает систему связей между основными аппаратами ее аппаратурных стадий по материальным потокам. Рассмотрим классификацию технологических структур многоассортиментных производств. Жесткая структура характеризуется неизменными связями между аппаратурными стадиями, в том числе и при переходе на производство другого продукта. Частично гибкая структура характеризуется жесткими связями между аппаратурными стадиями, которые могут меняться при переходе на производство другого продукта. В случае гибкой структуры коммутация аппаратов может меняться как по окончании, так и во время выпуска каждого из продуктов.
ГХТС имеет переменную (перестраиваемую) технологическую структуру. При переходе с выпуска одного продукта на другой происходит изменение структуры схемы, т.е. для нового продукта технологический маршрут, в общем случае, изменяется. Свойство ГХТС изменять структуру в процессе функционирования носит название структурной гибкости. ГХТС может характеризоваться также свойством технологической гибкости, т.е. изменять в широком диапазоне режимные параметры: температуру, давление при производстве разнообразных продуктов ассортимента на одинаковом оборудовании. Свойством конструктивной гибкости обладают ХТС, имеющие в своем составе аппараты, конструкцию которых можно быстро изменять без значительных затрат труда.
Таким образом, гибкими химико-технологическими системами называются системы, обладающие в большей или меньшей степени свойствами структурной, технологической и конструктивной гибкости. Различают следующие типы технологической структуры: последовательная, параллельная, последовательно — параллельная, параллельно-последовательная, комбинированная, содержащая байпасы и рециклы (рис. 3).
Рис. 3. Типы технологической структуры
— число параллельных аппаратов на стадии; а — последовательная, б — параллельная, в — последовательно-параллельная, г — параллельно- последовательная, д — с байпасами, е — с рециклами.
Наибольшее распространение в малотоннажных химических производствах получили последовательная и параллельно-последовательная структуры. В системе с последовательной структурой каждая аппаратурная стадия системы образована единственным аппаратом, а аппараты соединены последовательно (рис. 3а). В параллельно-последовательной структуре последовательно соединенные аппаратурные стадии представлены набором одинаковых параллельно соединенных аппаратов (рис. 3г). Аппаратурные стадии взаимодействуют либо непосредственно, либо через промежуточные емкости, обеспечивающие оптимальное согласование режимов работы основных технологических аппаратов.
Рассмотрим возможные режимы функционирования многопродуктовых систем в виде временных графиков выпуска продукции в координатах «время — номер продукта». Отрезки прямых на графиках соответствуют времени, затрачиваемому на производство продуктов, а их взаимное расположение — режиму организации. При полном совпадении технологических маршрутов и последовательной структуре системы практически единственным способом организации является последовательный выпуск продуктов ассортимента (рис. 4а). Одновременный выпуск всех продуктов ассортимента (рис. 4б) организуется обычно на индивидуальных схемах, работающих независимо. Неполная совмещенность технологических маршрутов позволяет организовать выпуск продуктов последовательно сменяющимися группами (рис. 4в). Одновременно могут производиться продукты, для которых либо не используется одинаковое оборудование, либо когда аппаратурные стадии образованы более чем одним аппаратом. Совместимые группы продуктов могут формироваться заранее, и выпуск следующей группы продуктов начинается только после окончания выпуска всех продуктов предыдущей группы. Альтернативный режим предполагает формирование совместимых групп в момент окончания выпуска одного из продуктов предыдущей группы (рис. 4г). Такой режим обеспечивает наиболее полную загрузку оборудования гибких систем.
Рис. 4. Способы организации выпуска продуктов
Рассмотрим временные режимы функционирования химико-технологических систем периодического действия. Технологическая структура и аппаратурный состав ХТС зависят от временного режима работы аппаратов. Поэтому конкретный вариант проектируемой системы определяется временным графиком, с построения которого начинается процесс проектирования.
Источник
3.4Классификация хтс по структуре и по типу функционирования во времени.
Для того, чтобы выявить общие свойства различных ХТС их необходимо классифицировать. Единой общепринятой классификации ХТС в настоящее время не существует. При их разработке можно классифицировать ХТС по следующим признакам.
1. По типу функционирования во времени различают периодические, непрерывные, непрерывно-циклические и гибкие хтс.
Периодической называется система,потоки в которой периодически превращаются в нуль.
Непрерывной является система с непрекращающимися во времени количествами потока.
Непрерывно-циклические системы в целом работают в непрерывном режиме, но с циклически изменяющимися (количественно и качественно) потоками.
Гибкими называются быстро перестраиваемые системы в соответствии с внешними или внутренними возмущениями.
2. Поструктуре ХТС условно можно разделить на системы с открытой цепью и замкнутые. Системы с открытой цепью состоят из элементов и подсистем, через которые потоки проходят лишь один раз. Они характеризуются наличием последовательных, параллельных, байпасных и перекрестных связей. Как правило, эти системы характеризуются высокой степенью превращения исходных веществ. 3амкнугыми называются системы, содержащие хотя бы одну обратнyю связь по потоку сырья или энергии (рецикл). В зависимости от количества рециклов системы могут быть одноконтурными или многоконтурными.
3. По направлению потоков системы делят на четыре группы:
прямоточные, противоточные, с перекрестным током и смешанные.
Прямоток характеризуется однонаправленностью потоков в системе;
при противотоке направления потоков противоположны друг другу.
В смешанном варианте в системе в целом реализуется
противоток, а в отдельных, аппаратах прямоток. Иногда в системах
реализуется перекрестная подача реагентов, когда один компонент
подается сплошным потоком, а второй порционно, перпендикулярно ему от секции к секции.
Связи между элементами.
Структура ХТС — совокупность элементов и связей между ними. Взаимодействие отдельных элементов и подсистем ХТС и внешней среды, без которых не может происходить целенаправленное функционирование хтс, осуществляется благодаря наличию между ними определенной системы технологических связей, каждой из которых соответствует некоторый материальный или энергетический поток, называемый технологическим,
Для ХТС характерны следующие типы технологических связей:
Последовательная технологическая связь: выходящий из одного элемента поток является входящим для следующего элемента, а все они проходят через каждый элемент системы не более одного раза .
Эта связь применяется для увеличения степени использования сырья (каскад реакторов), для улучшения эффективности массообменных аппаратов (последовательная цепочка абсорберов и ректификационных колон).
Источник
Химико-технологическая система
Химическое производство состоит из десятков и сотен разнородных аппаратов и устройств, связанных между собой разнообразными потоками. Исследовать его в целом при огромном многообразии его составных частей – задача не только сложная, но и малоэффективная. Представив химическое производство как химико-технологическую систему, проведем дальнейшую систематизацию частей производства, представленных в структуре ХТС. Цель систематизации – выделить подсистемы ХТС для их исследования и изучения. Будем выделять подсистемы по двум признакам – функциональному и масштабному.
Функциональные подсистемы обеспечивают выполнение функций производства и его функционирования в целом.
Технологическая подсистема – часть производства, где осуществляется собственно переработка сырья в продукты, химико-технологический процесс.
Энергетическая подсистема – часть производства, служащая для обеспечения энергией химико-технологического процесса. В зависимости от вида энергии: тепловая, силовая, электрическая – может быть представлена соответствующая подсистема.
Подсистема управления – часть производства для получения информации о его функционировании и для управления им. Обычно это – автоматизированная система управления технологическим процессом (АСУТП).
Примерно так же функциональные подсистемы представлены в технической документации по производству. Напомним, что в зависимости от цели исследований каждая из подсистем может быть представлена несколькими видами. Совокупность функциональных подсистем образует состав ХТС.
Масштабные подсистемы выполняют определенные функции в последовательности процессов переработки сырья в продукты как отдельные части химико-технологического процесса. Как и в структуре математической модели процесса в реакторе, масштабные подсистемы ХТС также можно систематизировать в виде их иерархической последовательности – иерархической структуры ХТС (рис. 3.1).
В структуре ХТС минимальный элемент – отдельный аппарат (реактор, абсорбер, ректификационная колонна, насос и прочее). Это – низший масштабный уровень I. Несколько аппаратов, выполняющих вместе какое-то преобразование потока, – элементы подсистемы II масштабного уровня (реакционный узел, система разделения многокомпонентной смеси и т.д.). Совокупность подсистем второго уровня как элементы образуют подсистему III уровня (отделения или участки производства, например в производстве серной кислоты – отделения обжига серосодержащего сырья, очистки и осушки сернистого газа, контактное, абсорбционное, очистки отходящих газов). К этим же подсистемам могут относиться водоподготовка, регенерация отработанных вспомогательных материалов, утилизация отходов. Совокупность отделений, участков образует ХТС производства в целом. Описанное выделение подсистем условно. В каких-то задачах выделение подсистем, элементов может быть иным.
Иерархическая структура химико-технологической системы
Иерархическая структура ХТС позволяет на каждом этапе сократить размерность исследуемой задачи, а результаты изучения подсистемы одного производства использовать в исследованиях другого. Иерархическую последовательность масштабных подсистем можно выделить также в функциональных подсистемах.
Проведем дальнейшую систематизацию элементов ХТС. В описанной иерархической структуре отдельные аппараты или агрегаты предназначены для определенного изменения состояния потока.
Классификация элементов ХТС проводится по их назначению.
Механические и гидромеханические элементы производят изменение формы и размера материала и его перемещение, объединение и разделение потоков. Эти операции осуществляются дробилками, грануляторами, смесителями, сепараторами, фильтрами, циклонами, компрессорами, насосами.
Теплообменные элементы изменяют температуру потока, его теплосодержание, переводят вещества в другое фазовое состояние. Эти операции осуществляют в теплообменниках, испарителях, конденсаторах, сублиматорах.
Массообменные элементы осуществляют межфазный перенос компонентов, изменение компонентного состава потоков без появления новых веществ. Эти операции проводят в дистилляторах, абсорберах, адсорберах, ректификационных колоннах, экстракторах, кристаллизаторах, сушилках.
Реакционные элементы осуществляют химические превращения, кардинально меняют компонентный состав потоков и материалов. Эти процессы происходят в химических реакторах.
Энергетические элементы осуществляют преобразование энергии и получение энергоносителей. К ним относят турбины, генераторы, приводы для выработки механической энергии, котлы-утилизаторы для выработки энергетического пара.
Элементы контроля и управления позволяют измерить параметры состояния потоков, контролировать состояние аппаратов и машин, а также управлять процессами, меняя условия их протекания. К ним относятся датчики (температуры, давления, расхода, состава и т.д.), исполнительные механизмы (вентили, задвижки, выключатели и т.д.), а также приборы для выработки и преобразования сигналов, информационные и вычислительные устройства. Как правило, это устройства сигнализации, системы автоматического регулирования, автоматическая система управления химико-технологическим процессом.
В каждом из перечисленных элементов могут протекать разнообразные процессы и в каждый из них могут входить как составные части различные по назначению устройства. В реакционный узел кроме реактора входят теплообменные аппараты и гидромеханические устройства (смесители, распределители потоков). Классифицировать такой агрегат будем по его основному назначению – реакционный элемент технологической подсистемы. Но в энергетической подсистеме возможна утилизация теплоты реакции для подогрева воды в общей системе выработки энергетического пара. Тогда в энергетической подсистеме реакционный узел будет теплообменным элементом, источник тепла которого – результат химической реакции (сравните: в огневом подогревателе тоже протекает химическая реакция – горение, или окисление, топлива).
Как видим, в зависимости от изучаемой подсистемы один и тот же элемент может иметь разное назначение. Котел-утилизатор охлаждает поток в технологической подсистеме, он – теплообменный элемент. В энергетической подсистеме котел-утилизатор вырабатывает пар и потому он – энергетический элемент.
Возможно совмещение элементов по их назначению в одном устройстве, например реактор-ректификатор: в нем одновременно происходит и химическое превращение, и компонентное разделение смеси (массообменный элемент).
Несмотря на относительность признаков назначения элементов ХТС, приведенная классификация элементов позволяет проводить исследования более систематично.
Классификация связей (потоков). Потоки между аппаратами (связи между элементами) классифицируют по их содержанию:
Материальные потоки переносят вещества и материалы по трубопроводам различного назначения, транспортерами и другими механическими устройствами.
Энергетические потоки переносят энергию в любом ее проявлении – тепловую, механическую, электрическую, топливо. Тепловая энергия и топливо для энергетических элементов передаются обычно по трубопроводам (пар, горячие потоки, горючие газы и жидкости), механическая энергия – также по трубопроводам (в виде газов под давлением) или через вал двигателей и другие элементы привода. Провода, силовые кабели передают электрическую энергию.
Информационные потоки используются в системах контроля и управления процессами и производством. Используются электрические провода и тонкие, капиллярные, трубки в пневматических системах.
Структура связей. Последовательность прохождения потоков через элементы ХТС определяет структуру связей и обеспечивает необходимые условия работы элементов системы. Основные типы структуры связей показаны на рис. 3.2. Здесь прямоугольники представляют элементы, линии со стрелками – связи и направления потоков.
Последовательная связь (схема 1 на рис. 3.2). Поток проходит аппараты поочередно. Применение: последовательная переработка сырья в разных операциях, более полная переработка сырья последовательными воздействиями на него, управление процессом путем необходимого управляющего воздействия на каждый элемент.
Разветвленная связь (схема 2 на рис. 3.2). После некоторой операции поток разветвляется и далее отдельные потоки перерабатываются различными способами. Используется для получения разных продуктов.
Связи в химико-технологической системе: 1 – последовательная; 2 – разветвленная; 3 – параллельная; 4, 5 – обводная (байпас) простая (4) и сложная (5)\ 6 обратная (рециркуляционная) – рецикл полный (6, 9) и фракционный (7, А), простой (6) и сложный (9)
Параллельная связь (схема 3 на рис. 3.2). Поток разветвляется, отдельные части его проходят через разные аппараты, после чего потоки объединяются. Если мощность некоторых аппаратов ограничена, то устанавливают несколько аппаратов параллельно, обеспечивая суммарную производительность всей системы. Другое применение такой связи – использование периодических стадий в непрерывном процессе. В этом случае поочередно работает один из параллельных аппаратов. После завершения рабочего цикла одного аппарата поток переключают на другой аппарат, а отключенный подготавливают к очередному рабочему циклу. Так включены адсорберы с коротким сроком службы сорбента. Пока в одном из них происходит поглощение, в другом сорбент регенерируют. Еще одно назначение параллельной схемы – резервирование на случай выхода из строя одного из аппаратов, когда такое нарушение может привести к резкому ухудшению работы всей системы и даже к аварийному состоянию. Такое резервирование называют «холодным», в отличие от резервирования, обусловленного периодичностью процесса, – «горячего».
Обводная связь, или байпас (схемы 4 и 5 на рис. 3.2). Часть потока, не поступая в аппарат, «обходит» его. Такая схема используется в основном для управления процессом. Например, в процессе эксплуатации теплообменника условия передачи теплоты в нем меняются (загрязнения поверхности, изменение нагрузки). Поддерживают необходимые температуры потоков байпасированием их мимо теплообменника. Величину байпаса р определяют как долю основного потока, проходящего мимо аппарата: р = Vб/Vо (обозначения потоков показаны на рис. 3.2). Различают простой (схема 4) и сложный (схема 5) байпасы.
Обратная связь, или рецикл (схемы 6–9 на рис. 3.2). Часть потока после одного из аппаратов возвращается в предыдущий. Через аппарат, в который направляется поток Vp, проходит поток V больший, чем основной Vо, так что V = Vo+ Vp. Количественно величину рецикла характеризуют двумя величинами: кратностью циркуляции Кр= V/Vо и отношением циркуляции R = Vp/V Очевидно, R= (Кр – 1)/Кр.
Если выходящий из аппарата поток разветвляется, и одна его часть образует обратную связь (схема б), то такая связь образует полный рецикл – составы выходящего потока и рециклирующего одинаковы. Такую схему используют для управления процессом, создания благоприятных условий для его протекания. В цепных реакциях скорость превращения возрастает по мере накопления промежуточных активных радикалов. Если на вход реактора вернуть часть выходного потока, содержащего активные радикалы, то превращение будет интенсивным с самого начала.
Возможен возврат (рецикл) части компонентов после системы разделения Р (схема 7). Это – фракционный рецикл (возвращается фракция потока). Широко применяется для более полного использования сырья. В синтезе аммиака в реакторе превращается около 20% азотоводородной смеси. После отделения продукта – аммиака – непрореагировавшие азот и водород возвращают в реактор. При неполном превращении реакционной смеси в реакторе в схеме с фракционным рециклом достигается полное превращение исходного вещества. Фракционный рецикл используют также для полного использования вспомогательных материалов. В производстве аммиака азотоводородная смесь получается с большим содержанием С02. Его абсорбируют раствором моноэтаноламина (МЭА), который быстро насыщается диоксидом углерода. Насыщенный раствор МЭА рециркулирует через десорбер, где отделяется С02 и восстановленный моноэтаноламин возвращается в абсорбер. К фракционному рециклу можно отнести схему 8. Свежая смесь нагревается в теплообменнике теплом выходящего из реактора потока. Рециркулирует тепловая фракция потока (а не компонентная, как в схеме 7).
Схемы 6–8 представляют собой простой рецикл, а схема 9 – сложный.
Приведенные выше типы связей присутствуют практически во всех ХТС, обеспечивая необходимые условия их функционирования.
Исследование системы, в том числе ХТС, предполагает, что вначале она будет представлена моделью. Уже из определения системы как совокупности элементов и связей между ними представляется целесообразным представить ее в виде схемы, графически. С другой стороны, качественные и количественные показатели ее функционирования могут быть отражены словесным и математическим описаниями (моделями) происходящих в них процессов (здесь понятие модели трактуется несколько шире, чем было строго определено в разделе «Математическое моделирование»: описание процесса, его схема – также модели ХТС). Модели ХТС можно разделить на две группы: описательные (в виде формул, уравнений) и графические (в виде схем и других графических изображений). В каждой из названных групп также можно выделить несколько видов моделей, различающихся по форме и назначению:
А. Описательные модели: химическая; операционная; математическая;
Б. Графические модели: функциональная; технологическая; структурная; специальные.
Здесь перечислены не все виды моделей, применяемых при исследовании ХТС, а только те, которые будут использованы далее.
Химическая модель (схема) представлена основными реакциями (химическими уравнениями), которые обеспечивают переработку сырья в продукт.
Синтез аммиака из водорода и азота представлен одним химическим уравнением:
Производство аммиака из природного газа (метана) требует проведения нескольких химических реакций:
СН4 + Н20 = СО + ЗН2 – конверсия метана с водяным паром;
СО + Н20 = С02 + Н2 – конверсия оксида углерода;
Получение серной кислоты из серы протекает через следующие превращения:
2S2 + 02 = 2S03 – окисление диоксида серы;
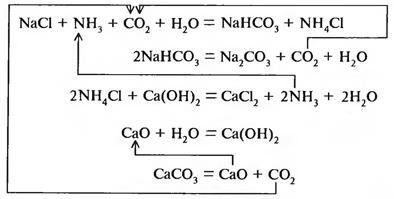
Последовательность химических взаимодействий удобно представить и такой схемой, как, например, производство соды Nа2СОз из поваренной соли NaCl и известняка СаС03:
Эти уравнения – химическая схема – показывают генеральный путь превращения сырья в продукт. Но реализация этого превращения не ограничивается только данными уравнениями – необходимы еще стадии, обеспечивающие эти химические преобразования или детализирующие их. Они представлены в других моделях процесса.
Операционная модель представляет основные стадии (операции) переработки сырья в продукт, в том числе обеспечивающие протекание основных превращений. Производство аммиака будет описано следующей операционной моделью.
1) Очистка природного газа от серосодержащих соединений адсорбцией сероводорода, который мешает дальнейшим превращениям:
Конверсия метана с водяным паром. И природный газ (СН4), и вода (Н2О) являются сырьем для получения одного из компонентов для синтеза аммиака – водорода Н2. В этом превращении протекают одновременно две реакции:
2) Конверсия оксида углерода с водяным паром (в предыдущем процессе оксид углерода СО не полностью превращается в С02 из-за равновесных ограничений):
После этого процесса достигается максимально возможное извлечение водорода из исходного сырья – метана СН4 и воды Н2О.
3) Получение азота N2 – второго исходного компонента для синтеза аммиака. В современных схемах его получают из воздуха «выжиганием» из него кислорода:
Это – наиболее простой способ освободить азот воздуха от кислорода, тем более, что сжигание части природного газа все равно необходимо для обеспечения теплом всего процесса. Продукты горения – СО и Н20 – участники получения водорода.
4) Абсорбция диоксида углерода – удаление С02, полученного при получении водорода. Его поглощают раствором моноэта – ноламина:
5) Очистка газа от оксида углерода СО. После конверсии СО небольшое количество СО остается, и он мешает дальнейшим превращениям. Освобождаются от него, превращая в метан:
6) Синтез аммиака (после всех стадий получена чистая азото – водородная смесь; примесь СН4, полученная в предыдущей стадии, мала):
Химическая и операционная схемы дают первое описание и представление о производстве и его основных стадиях. Для дальнейшего рассмотрения ХТС удобнее использовать графические модели.
Функциональная модель (схема) строится на основе химической и операционной и наглядно отражает основные стадии химико-технологического процесса и их взаимосвязи. Каждая из них представлена прямоугольником, линии между ними – связи. На рис. 3.3 показана функциональная схема производства аммиака, соответствующая приведенной выше операционной модели. Цифры на схеме соответствуют стадиям операционной модели (стадии 2 и 4 совмещены, что будет объяснено при рассмотрении производства). Элементы функциональной схемы соединены последовательно. На рис. 3.4 показана функциональная схема производства соды, построенная на основе ее химического описания. Она сложнее предыдущей, с параллельной и обратными связями.
Функциональная схема производства аммиака. Цифры на схеме соответствуют стадиям операционной модели
Представление основных операций химико-технологического процесса в виде функциональной схемы весьма удобно для его понимания. Она дает общее представление о функционировании ХТС и служит предпосылкой для аппаратурного оформления и более детальной разработки ХТС.
Функциональная схема производства соды
Функциональная схема синтеза аммиака: А – синтез NH3; Б – выделение NH3; В – компрессия и рециркуляция
Приведем еще одну функциональную схему – синтеза аммиака, т.е. рассмотрим подсистему 7 в производстве аммиака как ХТС. Реакция водорода с азотом протекает не полностью из-за ограничений по равновесию. Поэтому синтез аммиака включает три стадии:
Б. Выделение аммиака;
8) Возврат непрореагировавших водорода и азота в реактор (стадию А).
Функциональная схема показана на рис. 3.5. Схема с рециклом.
Технологическая модель (схема) показывает элементы системы, порядок их соединения и последовательность технологических операций. В технологической схеме каждый элемент (агрегат, аппарат, машина) имеет общепринятое изображение, соответствующее его внешнему виду. Связи изображены обычно линиями со стрелками или даже в виде трубопроводов. Нередко расположение аппаратов соответствует их примерной расстановке в цехе. На технологической схеме кратко могут быть приведены данные о параметрах процесса.
На рис. 3.6 приведена несколько сокращенная технологическая схема синтеза аммиака. Азотоводородная смесь поступает в реактор 1. Нагретая за счет теплоты экзотермической реакции прореагировавшая реакционная смесь охлаждается в трех теплообменниках. В первом из них 2 газ охлаждается водой – частично используется теплота реакции. В теплообменнике 3 подогревается газ, направляемый в реактор. Окончательное охлаждение происходит в воздушном холодильнике 4. Это наиболее простое и безопасное решение. Если охлаждать водой, вода может загрязняться, и необходимо создать сложную замкнутую систему водооборота, работающую на чуть теплой воде В охлажденном газе конденсируется аммиак (частично), и его отделяют в сепараторе 5. Жидкий аммиак собирается в сборнике 6 как продукт. Охлаждение до температуры окружающей среды недостаточно для полного выделения аммиака, и газ из сепаратора направляется в конденсационную колонну 8. В ней газ охлаждается до – (2+3) °С, так что в нем остается 3–5% аммиака.
Испаритель может быть совмещен конструктивно с конденсационной колонной. В ней же аммиак отделяют от газа и направляют в сборник. Холодный газ затем подогревают в теплообменнике 3 и возвращают в колонну синтеза 1. Обеспечивают циркуляцию потока циркуляционным компрессором 7. Перед ним добавляют в циркулирующий реакционный газ свежую азотоводородную смесь. На рис. 3.6 пунктиром выделены элементы функциональной схемы на рис. 3.5. Отметим, что элемент В циркуляции газа «встроен» в элемент Б – выделение аммиака происходит перед и после циркуляционного компрессора.
Технологическую схему получают в результате научной разработки данного способа производства, технологической и конструктивной проработки схемы, узлов и аппаратов. Следует отметить наглядность отображения конкретного производства, дающую почти осязаемое представление о нем. Технологические схемы используют как при эксплуатации производства, так и при его проектировании. Они входят в проектную и техническую документацию каждого производства.
Структурная модель (схема) в отличие от технологической включает элементы ХТС в виде простых геометрических фигур (прямоугольников, кругов). Изображение аппаратов обезличено, но значительно упрощается общий вид структуры ХТС. На рис. 3.7, о показана структурная схема синтеза аммиака – та же, что на рис. 3.6. В ней представлен общий характер структуры ХТС, легко прослеживается направленность потоков. Изображение даже сложной ХТС весьма наглядно, в ней удобно менять положение элементов, «проигрывая» различные варианты разрабатываемой ХТС. Наглядность связей позволяет легко составлять математическое описание, прослеживая связи между элементами, что существенно при автоматизированном проектировании.
Специальные модели (схемы) применяют при анализе и расчетах ХТС, используя специальный математический аппарат и вычислительные методы. Поскольку они здесь не используются, не будем их перечислять. Упомянем только об одной из схем – операторной схеме. Если в структурной схеме все элементы обезличены, то в операторной каждый элемент представлен специальным обозначением, называемым «технологический оператор». Принятые для них обозначения показаны на рис. 3.8. Они помогают определить по схеме, какие преобразования («операции») происходят с потоком в элементе. Операторная схема синтеза аммиака показана на рис. 3. 7,6 рядом со структурной. Зная обозначения элементов, такую схему удобно использовать при автоматизированных расчетах на ЭВМ – каждому виду элемента соответствует определенная подпрограмма (или блок) вычислительной системы.
Технологические операторы: а – химического превращения; б – массообмена; в-смешения; г – разделения; д – теплообмена; е – сжатия, расширения; ж – изменения агрегатного состояния
Математическая модель (описание). Приведенные выше модели (описания, схемы) дают общее представление о ХТС. Для количественных выводов о ее функционировании необходимо иметь математическую модель. Как уже было определено, система – «совокупность элементов и связей…», и ее модель будет представлена двумя системами уравнений – для элементов и связей.
В элементе происходит преобразование потоков. Математическая модель процесса в элементе устанавливает связь параметров выходящих потоков Yk и к-го элемента и входящих в него Xk. Показатели потока – это его величина, состав (концентрации), температура, давление, теплосодержание и другие параметры. На состояние потока на выходе могут влиять некоторые параметры Uk которые управляют процессом или меняются в процессе эксплуатации. В общем виде
химический энергия связь система
Черточки над Yk, Хк, Uk означают множество параметров (концентрации, температура и другие). Уравнения (3.1) – математические модели реактора, абсорбера, компрессора и других аппаратов и машин. Конечно, можно использовать математические модели, например, реакторов, рассмотренные выше. Но поскольку при расчете ХТС важно знать входные и выходные параметры, то используют и другие модели, которые будут рассмотрены далее.
Связи в ХТС определяют, из какого элемента в какой передается поток. Поскольку передача потока происходит без его изменения, то уравнения связи в общем виде выглядят так:
где бl—k=1 для потока, выходящего из L-го элемента и входящего в k-й элемент; ai—k = 0, если между L-м и к-м элементами нет связи.
Для входящих в ХТС и выходящих из нее потоков используют обычно индекс «О» как обозначение внешней среды.
Система уравнений (3.1) – (3.2) довольно громоздка и решается, как правило, с помощью электронно-вычислительных машин.
Список литературы
1. Амелин А.Г. Общая химическая технология. М.: Химия, 1977. 400 с.
2. Бесков В.С., Флокк В. Моделирование каталитических процессов и реакторов. М. Химия, 1991. 253 с.
3. Васильев Б.Т., Отвагина М.И. Технология серной кислоты. М.: Химия, 1985. 385 с.
4. Кафаров В.В., Макаров В.В. Гибкие автоматизированные производственные системы в химической промышленности. М.: Химия, 1990. 320 с.
5. Кутепов A.M., Бондарева Т.И., Беренгартен М.Г. Общая химическая технология. М.: Высшая школа, 1990. 520 с.
6. Лебедев Н.Н. Химия и технология основного органического и нефтехимического синтеза. М.: Химия, 1981. 605 с.
7. Лейтес И.Л., Сосна М.Х., Семенов В.П. Теория и практика химической энерготехнологии. М.: Химия, 1988. 280 с.
8. Мухленов И.П. Общая химическая технология, ч 1, 2. М.: Высшая школа, 1984. 255 и 263 с.
9. Позин М.Е. Технология минеральных удобрений. Л.: Химия, 1983. 335 с. Расчеты химико-технологических процессов / Под ред. И.П. Мухленова. Л.: Химия, 1982. 247 с.
10. Смирнов Н.И., Волжинский А.И., Плесовских В.А. Химические реакторы в примерах и задачах. СПб.: Химия, 1994. 276 с.
11. Справочник азотчика. М.: Химия, ч. I, 1986. 511 е.; ч. II, 1987. 462 с.
12. Стадницкий Г.В., Родионов А.И. Экология. М.: Высшая школа, 1988. 272 с.
13. Степанов B.C. Анализ энергетического совершенства технологических процессов. Новосибирск: Наука, 1984. 273 с.
14. Фролов Ю.Г., Белик В.В. Физическая химия. М.: Химия, 1993. 464 с. Химико-технологические системы / Под ред. И.П. Мухленова. М.: Химия, 1986. 423 с.
15. Химмельблау Д. Обнаружение и диагностика неполадок в химических и нефтехимических процессах / Пер. с англ. Под ред. Ю.М. Левина. Л.: Химия, 1983.


 — число параллельных аппаратов на стадии; а — последовательная, б — параллельная, в — последовательно-параллельная, г — параллельно- последовательная, д — с байпасами, е — с рециклами.
— число параллельных аппаратов на стадии; а — последовательная, б — параллельная, в — последовательно-параллельная, г — параллельно- последовательная, д — с байпасами, е — с рециклами.