
Полимерное покрытие: виды, свойства, нанесение
- Полимерные покрытия: виды
- Антифрикционные покрытия как разновидность полимерных
- Особенности полимерных покрытий
- Технология нанесения
Применение полимерных покрытий позволяет защитить металлические поверхности от коррозии, механических повреждений, внешних, химических и других воздействий. Они представляют собой порошкообразные вещества на основе различных смол и полимеров.
Полимерные покрытия: виды
Для создания полимерных покрытий применяются следующие материалы:
Рассмотрим их подробнее.
Пластизоль
В состав данного покрытия входит поливинлхлорид (ПВХ) и вещества-пластификаторы. Слой нанесенного материала составляет 200 мкм, благодаря чему обеспечивается очень высокая степень защиты от механических воздействий. Помимо этого, ПВХ устойчив к агрессивным погодным условиям и химическим веществам.

Существует ограничение на применение пластизола в жарком климате, что обусловлено низкой термостойкостью покрытия – да +80 °C. Такое покрытие также склонно к быстрому выцветанию, поэтому для него используются только светлые тона, которые обладают высокими светоотражающими свойствами, меньше нагреваются и выгорают.
Покрытия на основе пластизола применяются для создания тисненых, фактурных оснований и штампованных рисунков. Благодаря таким декоративным свойствам они могут образовывать древесную, кожаную и другие виды текстур.
Полиэстер
Полиэстеровые покрытия – самая дешевая и распространенная разновидность материалов. Они медленно выгорают, что позволяет им длительное время сохранять свой цвет, и устойчивы к воздействию ультрафиолета. Такие покрытия обладают высокими антикоррозионными свойствами и не разрушаются от перепадов температур.

Отрицательной чертой полиэстера является невысокая прочность, которая является побочным эффектом тонкого слоя материала на поверхностях. Материал очень легко царапается и повреждается. Решить это возможно посредством обработки кварцевым песком. Но такая дополнительная процедура сделает процедуру нанесения дороже.
Существует две разновидности полиэстеровых покрытий: глянцевая и матовая. Они различаются только по свойствам. Матовое покрытие имеет шероховатую поверхность, может применяться для имитации текстуры и рельефа древесины, кирпича или камня, наносится толстым слоем, поэтому, в отличие от глянцевого, срок службы такого материала может достигать до 40 лет.
Пурал
Для изготовления пурала используется полиуретан и модифицированный полиамид. Данное покрытие имеет шелковисто-матовую поверхность и отличается невосприимчивостью к резким температурным передам и высокой термостойкостью.
Это очень долговечный материал – он может прослужить до 50 лет. Не смотря на тонкий слой (до 50 мкм), пурал очень трудно повредить. Помимо этого, данный вид покрытий не выцветает и выдерживает длительное воздействие агрессивных веществ.

Из минусов пурала можно выделить высокую стоимость и меньшую, чем у пластизоля, стойкость к пластическим деформациям. Но, несмотря на это, данный материал более оптимален по соотношению характеристик и стоимости.
Покрытия на основе пурала применяются на производствах кровельных элементов из оцинкованного металла. Они имеют красивый внешний вид, устойчивы к воздействию ультрафиолета и прекрасно защищают от коррозии.
ПВДФ (полвинилденфторид) – одно из популярных видов полимерных покрытий. В его состав входит поливинилхлорид (80 %) и акрил (20 %). Благодаря стойкости к выцветанию и блестящей поверхности ПВДФ используется в декоративных целях: для придачи основаниям эффекта «металлик, глянцевого блеска, серебристых или медных металлических оттенков.

Покрытие обладает очень высокой стойкостью к механическим повреждениям и имеет наибольший срок службы. Оно также подходит для обработки изделий, работающих в агрессивных условиях.
Антифрикционные покрытия как разновидность полимерных
Особый вид полимерных покрытий – антифрикционные твердосмазочные покрытия (АТСП). Они похожи на краски, но краситель в них заменен на мельчайшие истицы твердых смазок, распределенных по объему связующего вещества и растворителя.
Для производства полимерных АТСП используется политетрафторэтилен (тефлон, ПТФЭ), дисульфид молибдена, графит и другие твердосмазочные вещества. В качестве связующего могут выступать как органические, так и неорганические материалы: титанат, эпоксидная смола, акриловые, полиамид-имидные, фенольные и т.п. компоненты.
В России разработкой и изготовлением таких материалов занимается компания «Моделирование и инжиниринг». В линейку продукции входят антифрикционные твердосмазочные покрытия, предназначенные для решения различных задач, очистители и специальные растворители.
Полимерные покрытия MODENGY – MODENGY 1010, MODENGY 1011, MODENGY 1014 и другие – отлично зарекомендовали себя в подшипниках скольжения, направляющих скольжения, зубчатых передачах, других средне- и тяжелонагруженных узлах трения скольжения, крепеже и резьбовых соединениях, деталях двигателей транспортных средств (штоки клапанов, юбки поршней, дроссельные заслонки, коренные вкладыши, шлицевые соединения), трубопроводной арматуре, металлических и пластиковых элементах автомобильной техники (скобы, пружины, петли, замки, механизмы регулировки и т.п.), а также других парах трения металл-полимер, металл-резина, металл-металл, полимер-полимер.

Преимущества полимерных покрытий MODENGY:
Работоспособность в запыленной среде, вакууме и радиации
Низкий коэффициент трения
Высокие противоизносные, антикоррозионные и противозадирные свойства
Широкий диапазон рабочих температур
Устойчивость к кислотам, органическим растворителям, щелочам и прочим химикатам
Способность создавать на деталях тонкий защитный слой, практически не меняющий их исходный размер
Полимерные покрытия MODENGY позволяют эффективно управлять трением, повысить ресурс и эффективность оборудования, обеспечить поверхностям деталей необходимый набор защитных и триботехнических свойств.
Благодаря применению АТСП MODENGY можно полностью отказаться от пластичных масел и смазок. Технология твердой смазки позволяет создать узел трения, которому не требуется обслуживания. Антифрикционные покрытия наносятся однократно и обеспечивают смазывание и защиту различных деталей в течение всего срока их службы.
Особенности полимерных покрытий
К полимерным покрытиям предъявляют достаточно серьезные требования. Во-первых, они должны обладать очень высоким сцеплением с поверхностью, так как они связываются с металлическим основанием на молекулярном уровне, а не просто его покрывают. Второе – устойчивость к различным деформациям, которая не позволяет покрытию разрушиться при механических воздействиях.
В-третьих, такие материалы не должны терять своих свойств при длительном воздействии воды, щелочей, растворителей, различных химикатов, высоких температур, УФ-излучения. Если покрытие отвечает всем этим запросам, область его применения существенно расширяется.
Возможность выбрать практически любой цвет
Устойчивость к агрессивным веществам и воде
Поговорим о минусах полимерных покрытий. Главный из них – высокая стоимость, которая складывается из количества материала и применения специального оборудования. Но, наряду с этим, полимерный слой наносится на весь срок эксплуатации, а также не требует обновления или подкрашивания слоя. Поэтому окупаемость такого покрытия происходит очень быстро.

Сложное удаление с поверхности, в то же время, является и минусом. От них очень сложно очистить основания деталей, так как полимерные составы слабовосприимчивы к механическому воздействию и химикатам. Ввиду того, что специальных очистителей для удаления подобных материалов не существует, просто так стереть такой слой не получится. Это также обусловлено связью полимерного покрытия с поверхностью на молекулярном уровне. Чтобы его удалить, потребуется специальный инструмент.
Полимерные покрытия не получится нанести самостоятельно. Технологический процесс включает в себя применение определенного оборудования, которое можно найти только на предприятиях или специалистов, занимающихся выполнением подобных работ. При попытке нанесения с использованием подручных средств ничего не получится, а израсходованные средства будут потрачены впустую.
Ну и последний минус – нанесение полимерных покрытий, кроме антифрикционных, возможно только на металлы, которые хорошо проводят электричество. Это обусловлено применением технологии магнитной индукции для создания слоя покрытия.
Технология нанесения
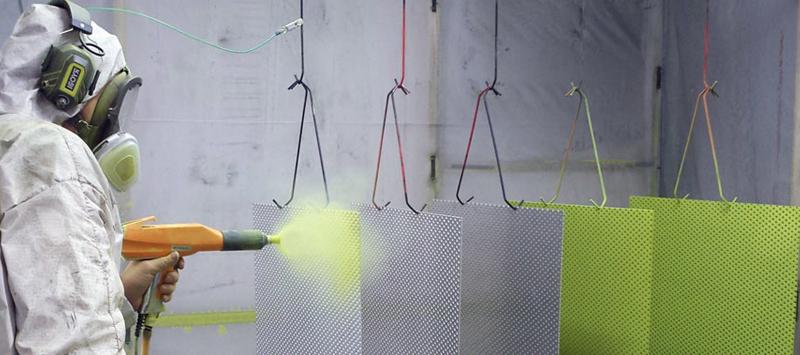
Оборудование играет главную роль при нанесении, особенно краскопульт. Его особенность состоит в том, что кроме распыления материала, он заряжает его электричеством. На окрашиваемую деталь подается отрицательный заряд, а на бак краскопульта – положительный. Магнитная индукция возникает при контакте краски и поверхности покрываемого элемента. По своей природе она схожа с дуговой сваркой при замыкании электрода.
Нанесение состоит из нескольких этапов. Их качество напрямую зависит от умений маляра. Даже малейшие отклонения от технологии могут привести к порче изделий, а также полностью лишить полимерное покрытие рабочих характеристик.
В первую очередь производится подготовка окрашиваемых поверхностей. С них нужно удалить все возможные загрязнения и окислы, а затем обезжирить. Участки деталей, которым не требуется окраска, закрываются.
Следующий этап – нанесение. Сюда входит грунтование, окрашивание и лакирование. Все эти действия выполняются в специальных камерах, которые изолированы от проникновения пыли и других частиц. Сама камера должна иметь хорошее освещение, так как мастеру в процессе работы нужно видеть поверхность детали при любом ракурсе, чтобы правильно нанести покрытие. Сами детали подвешиваются на специальных крюках и на них подается отрицательный заряд. После этого следует нанесение. Вследствие того, что по технологии покрытие следует нанести одним слоем за один раз, этот процесс занимает очень много времени. При каких-либо паузах при нанесении полимерный слой будет неравномерным.

Далее следует отверждение покрытия. Детали медленно нагреваются в специальной камере с максимальной температурой +200 °C в течение 60 минут. Время и температура зависят от слоя. Так, например, для грунта нужно меньше времени и невысокие температуры, чем для отверждения лака. Правильность полимеризации также зависит от скорости повышения температуры в печи. Все дело в том, что при нагреве краска растекается по поверхности изделий и заполняет все труднодоступные места, а для этого нужно медленное и равномерное нагревание.
На следующем этапе детали охлаждаются. Для этого температура постепенно снижается до +100 °C. Для этого не требуется специальных приспособлений, так как печь остывает без постороннего вмешательства. При резком падении температуры до 100 °C покрытие на поверхности деталей может растрескаться. По этой же причине запрещается открывать печь.
После охлаждения изделий они извлекается из печи и доставляются в камеру покраски для напыления следующего слоя покрытия. Последний слой – декоративный, и его нанесение необязательно. Он лишь усиливает эстетичные свойства краски, а для обеспечения оптимальных защитных параметров достаточно двух слоев покрытия.
Источник
Способы нанесения полимерных покрытий
Полимерные покрытия можно наносить различными способами. Выбор способа зависит от размеров деталей и изделий, их конструктивных и технических особенностей, агрегатного состояния полимерного материала и требований к покрытиям. Применительно к сельскохозяйственной технике наиболее пригодно и доступно газопламенное, вихревое, вибрационное и вибровихревое напыление, а также нанесение полимеров в электростатическом поле.
Газопламенный способобычно применяют для покрытия больших поверхностей. Сущность способа заключается в том, что струя воздуха со взвешенными в ней частицами порошкообразного полимера проходит через факел ацетилено-воздушного пламени. При температуре 650. 700 °С и выше порошкообразный полимер размягчается и при ударе о подготовленную и нагретую до температуры плавления полимера поверхность детали сцепляется с ней, образуя сплошное полимерное покрытие.
Газопламенное напыление целесообразно применять для двоякой цели: для защиты от коррозии и устранения дефектов (выравнивание поверхности) облицовок различных сельскохозяйственных машин: зерновых жаток, комбайнов и культиваторов; капота, крыльев и кабин. Для газопламенного нанесения полимерных покрытий используют специальные установки типа УПН (рис. 15).
Рис. 15. Схема установки УПН-6-63 газопламенного напыления полимеров
Вихревой способ. При вихревом напылении металлическая деталь, нагретая до температуры, превышающей температуру плавления полимерного материала, опускается в ванну, где находящийся во взвихренном состоянии благодаря потоку воздуха или инертного газа полимерный порошок соприкасается с ней, плавится и образует защитную пленку. Для окончательного оплавления и выравнивания слоя изделия снова помещают в электропечь.
Схема установки для вихревого напыления показана на рис. 16 Две камеры 3 и 6 разделены пористой перегородкой 4 и фильтром 5. Воздух или инертный газ по трубопроводу под давлением 0,15. 0,25 МПа поступает в нижнюю камеру 6, где поддерживается давление, создающее в верхней камере 3 взвихренный слой, вследствие чего полимерный порошок, лежащий в ней на пористом основании, распыляется.
Подачу воздуха и отсос через кольцевой карман над верхней камерой регулируют так; чтобы высота взвихренного слоя была в 1,35. 1,8 раза больше первоначального слоя порошка. Нагретую деталь (например, до 280. 300 °С при нанесении поликапроамида) погружают во взвихренный слой и выдерживают там в течение определенного времени (3. 20 с), необходимого для получения слоя заданной толщины. Обычно в течение 2. 5 с удается получить слой толщиной 0,15. 0,2 мм, если нагретая деталь обладает достаточной теплоемкостью.
Рис. 16. Схема установки для вихревого напыления:
1 – баллон; 2 – зонт; 3 – камера верхняя; 4 – перегородка
пористая;5 – фильтр; 6 – камера нижняя; 7 – пылесос
Вихревой способ имеет ряд преимуществ перед газопламенным:
1) простоту аппаратурного оформления и легкость обслуживания аппарата;
2) высокую производительность и пригодность для покрытия изделий сложной конфигурации;
3) используя для создания взвешенного слоя инертные газы (азот и др.), можно почти полностью устранить окисление полимеров и получать светлые покрытия высокого качества.
К недостаткам этого метода относятся:
1) трудность покрытия узлов изделий, имеющих в разных сечениях неодинаковую толщину;
2) громоздкость аппаратуры для покрытия крупногабаритных изделий;
3) наблюдаются также заниженная толщина пленки на кромках деталей по сравнению с остальной частью поверхности и неравномерное покрытие острых кромок и узлов между элементами узлов изделий, образование в этих местах дефектов в виде пор, утонений и даже разрывов.
Вибрационный способ. При вибрационном способе полимерный порошок поддерживается во взвешенном состоянии прямолинейными колебаниями в вертикальном направлении.
В отличие от вихревого способа, вибрационный не требует применения сжатого воздуха или инертного газа и устройства для подогрева смеси. Он основан на способности сыпучих материалов течь при вибрировании, то есть приобретать некоторые свойства вязкой жидкости.
Установки для вибрационного напыления отличаются простотой конструкции и доступностью изготовления в любой ремонтной мастерской. На рис. 17 показана схема установки для вибрационного напыления.
Установка состоит из корпуса и вибратора электролобзика ЭЛ-2, стального диска 11, цилиндра 7, эластичного резинового дна 6, стального кольца 5 и крышки 9. Диск 11 устанавливается на вибратор и закрепляется винтом. Цилиндр 7, изготовленный из гильзы двигателя, крепится на корпусе электролобзика болтами 3. Внизу цилиндра с помощью стального кольца 5 крепится эластичное дно. Крышка 9 служит для создания подпора воздуха, необходимого для лучшего кипения порошка. Она имеет отверстие для пропуска подвески детали.
Перед напылением, как и при вихревом способе, детали очищают от ржавчины, грязи и обезжиривают, Не подлежащие напылению поверхности изолируют фольгой, асбестом, стеклотканью или другими защитными материалами. Для получения прочного сцепления покрытия с металлом желательно напыляемые детали обработать на дробеструйной установке или драчевым напильником. Затем детали нагревают в печах или других устройствах, имеющих автоматические терморегуляторы. Температура нагрева их для нанесения порошков капрона П-46, ПФН-12 и ТПФ-37 – 250. 260 °С, поливинилбутираля – 300. 310 °С, полиэтилена – 260. 270 °С и пентапласта – 260. 280 °С.
Обычно толщина напыленного слоя достигает 0,2. 0,3 мм. Она зависит от продолжительности пребывания детали в псевдоожиженной среде порошка. При увеличении температуры нагрева детали может быть получена толщина до 1 мм.

Рис. 17. Схема установки для вибрационного напыления:
1 – корпус вибратора; 2 – выключатель; 3 – болт; 4 – вибратор;
5 – кольцо стальное; 6 – дно резиновое; 7 – цилиндр;
8 – обрабатываемая деталь; 9 – крышка; 10 – рукоятка;
11 – стальной диск
Для повышения прочности и износостойкости покрытия, снятия усадочных напряжений и предохранения слоя от окисления после напыления детали закаливают погружением в масляную ванну, нагретую до 160. 170 °С, и выдерживают их в течение 30 мин с последующим медленным охлаждением вместе с маслом.
Стоимость вибрационного способа покрытия деталей полимерами в 1,5 раза дешевле вихревого за счет снижения затрат, связанных с подогревом и расходом инертного газа.
К недостаткам вибрационного способа относятся:
1) малый коэффициент объема;
2) неравномерность взвешенного слоя, приводящая к неравномерности толщины покрытия. При использовании этого метода предъявляют повышенные требования к дисперсности полимера и тщательности подбора компонентов по массе и размерам частиц, чтобы не происходило расслоения смеси по фракциям.
Вибровихревой способ. При этом способе псевдосжижение полимерного порошка при подаче газа через пористое дно установки совмещено с вибрацией дна или всего аппарата. Стабильность псевдосжиженного слоя порошкообразного полимера на вибровихревых установках в меньшей степени, чем в других установках, зависит от размеров аппарата, влажности и дисперсности порошка, высоты слоя полимера. В этих аппаратах можно проводить ожижение порошков, которые обычными методами с трудом переводятся во взвешенное состояние, например полистирола.
Нанесение покрытия в электростатическом поле. Этим способом можно напылять как растворы, так и сухие холодные порошки. Принцип способа такой же, как и при получении покрытий в электростатическом поле на основе лакокрасочных материалов. Отличие состоит в том, что изделие с напыленным материалом нагревают для оплавления порошка и формирования покрытия. Это наиболее удобный и дешевый способ нанесения равномерных покрытий на изделия любой формы, позволяющий применять как ручные, так и автоматические установки. Для напыления успешно используют полиэтилен, поливинилхлорид, фторопласты, нейлон и другие полимерные материалы.
В качестве источника высокого напряжения могут использоваться любые электростатические генераторы или выпрямительные устройства с напряжением на выходе до 50. 150 кВ.
Дата добавления: 2016-10-07 ; просмотров: 9357 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



